Изобретение относится к обработке металла давлением, а именно к автоматизации процесса обжатия холодной полосы в нескольких клетях с натяжением полосы между ними.
Межклетевое натяжение полосы в непрерывном стане поддерживает равенство секундного объема обжимаемого металла в клетях стана секундному объему, задаваемому 1-й клетью. В процессе такого поддержания возможно изменение натяжения, допустимое в определенных пределах, за которыми нарушается устойчивость процесса прокатки. Более того, качество прокатки (минимальная разнотолщинность прокатанной полосы) требует стабилизации межклетевого натяжения полосы на заданном уровне, которая усложнена эксцентриситетом прокатных валков клетей, вызывающим колебания натяжения, не поддающиеся гашению, но способные раскачаться в процессе стабилизации. Стабилизации межклетевых натяжений требует также регулирование толщины полосы, снижающее эффективность из-за утечки регулирующих воздействий через изменение натяжений.
В настоящее время межклетевые натяжения полосы на действующих непрерывных станах холодной прокатки стабилизируют воздействием на нажимные устройства последующей из клетей по двум самостоятельным каналам [1]:
- по возмущению; воздействие на толщину полосы клети изменением скорости валков, возмущающим натяжение полосы на входе в клеть, распространяется на изменение усилия ее нажимных устройств, компенсирующее это возмущение;
- по отклонению; интегральный регулятор воздействует на нажимное устройство клети по отклонению от заданного значения натяжения полосы, измеренного на входе в клеть.
Однако канал по возмущению не совсем точен из-за отсутствия обратной связи, а уточняющие возможности канала по отклонению существенно ограничены из-за необходимости отстраиваться от эксцентриситетных колебаний - предотвращать их раскачивание и минимизировать количество резких срабатываний нажимных устройств, для чего вынуждены устанавливать зону нечувствительности отклонения натяжения. В результате имеем недостаточную стабилизацию натяжения (даже не стабилизацию, а ограничение).
Поставлена задача усилить стабилизацию межклетевого натяжения за счет исключения зоны нечувствительности.
Предлагается объединить каналы так, чтобы форсирующие возможности канала по вомущению и уточяющие действия канала по отклонению обеспечивали своевременную отработку возмущения без отработки колебаний при отсутствии зоны нечувствительности, считая регулирование толщины полосы основным источником дестабилизации межклетевых натяжений.
Для этого в регуляторе межклетевого натяжения полосы на непрерывном стане холодной прокатки, имеющем измеритель отклонения натяжения от заданного значения, а также вход канала управления нажимным устройством последующей из клетей и вход канала совместного управления скоростью всех последующих клетей, содержатся связи входа нажимного устройства через первый сумматор с выходом измерителя и с входом совместного управления скоростью. Согласно изобретению в связь с измерителем включены последовательно соединенные второй сумматор и инерционное звено, причем другой вход первого сумматора соединен с выходом инерционного звена через вновь введенное второе инерционное звено, а в связь с обжатием введены последовательно соединенные звенья запаздывания и реального дифференцирования.
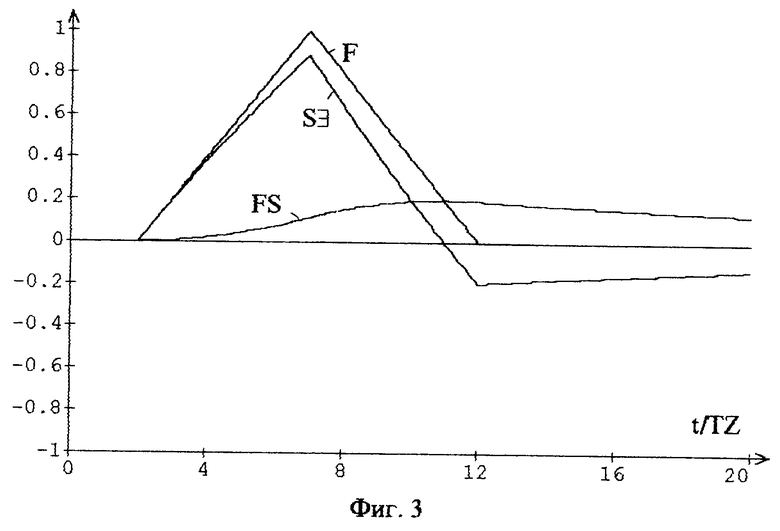
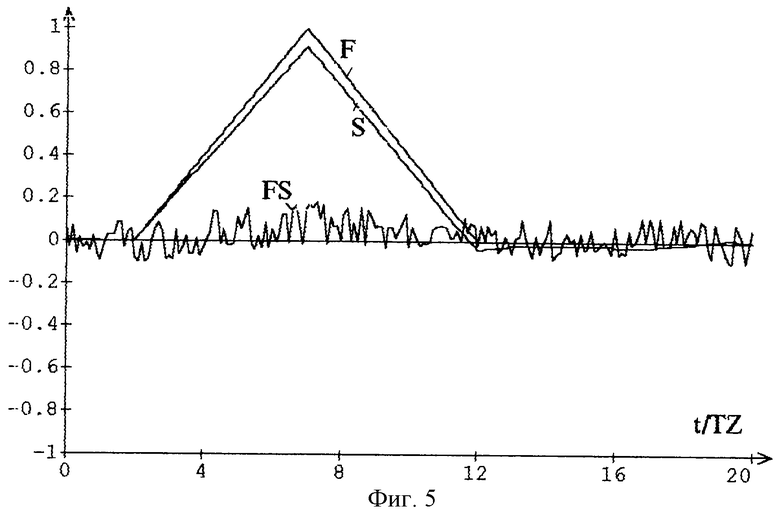
На фиг.1 приведена функциональная схема предлагаемого двухканального регулятора. На фиг.2 показаны осциллограммы самостоятельного действия только канала по отклонению при отсутствии колебаний натяжения. На фиг.3 - то же, но только для канала по возмущению. На фиг.4 показаны осциллограммы совместного действия обоих каналов при отсутствии колебаний натяжения, а на фиг.5 - то же, но при наличии хаотических колебаний (шума), близких к эксцентриситетным.
Для реализации предлагаемого изобретения в любом межклетевом промежутке стана установлен измеритель отклонения натяжения полосы 1 (фиг.1), выход которого F приведен к относительному отклонению натяжения от заданного значения. В последующей из клетей 2 сформирован вход S, управляющий усилием ее нажимного устройства 3 и, следовательно, натяжением полосы на входе в клеть F. Кроме того, сформирован вход управления относительным обжатием полосы в ней ∃ как вход совместного управления скоростью данной и всех последующих клетей (или остальных с обратным знаком). Вход канала управления нажимным устройством S через сумматор 4 связан с выходом измерителя F (SF) через вновь введенные последовательно соединенные второй сумматор 5 и инерционное звено 6, причем другой вход сумматора 5 соединен с выходом инерционного звена 6 через вновь введенное второе инерционное звено 7. Другой вход сумматора 4 через вновь введенные последовательно соединенные звенья запаздывания 8 и реального дифференцирования 9 соединен с входом обжатия ∃(S∃).
Регулятор действует следующим образом:
- канал по отклонению действует с запаздыванием стана, неизбежным при измерении натяжения TF и при воздействии нажимными устройствами TS. Он представлен инерционным звеном 6 с постоянной времени TZ, равной суммарному запаздыванию стана
TZ=TF+TS, (1)
охваченным положительной запаздывающей обратной связью (инерционным звеном 7 с постоянной времени TZ), образуя счетчик с шагом, равным запаздыванию (1), обладающий свойством повторять возмущение (инерционности 6 и 7 сглаживают возмущение). В одиночку (см. фиг.2) этот канал повторяет (SF) с запаздыванием и со сглаживанием треугольное возмущение F (например, длительностью 10TZ) с ошибкой FS, размах которой при такой длительности практически сохраняет амплитуду возмущения, изменяя лишь его форму. Более кратковременные возмущения раскачиваются вплоть до удвоения амплитуды. Характерна переотработка спадающего возмущения, которая и раскачивает экцентриситетные колебания натяжения;
- канал по возмущению действует с упреждением TU постольку, поскольку возмущение натяжения исходит от него. Он представлен звеном запаздывания 8, компенсирующим упреждение TU, и реальным дифференцирующим звеном 9 (с постоянной времени 10ТU), превращающим канал в форсирующий. В одиночку (см. фиг.3) этот канал повторяет без запаздывания (S∃) нарастающее возмущение F и упреждает его при спадании (в противоположность каналу по отклонению).
Совместно оба канала регулятора (по отклонению и по возмущению) повторяют S (см. фиг.4) возмущение F практически без запаздывания, отрабатывая его FS без переотработки (с незначительной недоотработкой). Эксцентриситетные колебания натяжения, измеренные 1 (см. фиг.1) на входе в клеть, проходят только через канал по отклонению, причем и без отработки, и без раскачивания FS (см. фиг. 5), но с надежной плавной стабилизацией среднего значения (с несущественной недоотработкой, заранее заданной занижением повторения возмущения на 10% для гарантии отсутствия переотработки).
Источник информации
1. В.М. Мамкин и др. Система регулирования толщины и натяжения полосы на непрерывном стане холодной прокатки. Издательство "Металлургия", "Сталь", 1984 г., стр.46-48.


Изобретение относится к обработке металла давлением, в частности к автоматизации процесса обжатия холодной полосы в нескольких клетях с натяжением полосы между ними. Регулятор межклетевого натяжения полосы на непрерывном стане холодной прокатки имеет измеритель отклонения натяжения полосы от заданного значения, вход канала управления нажимным устройством последующей из клетей и вход канала совместного управления скоростью всех последующих клетей. Регулятор содержит связи входа канала управления нажимным устройством через первый сумматор с выходом измерителя и с входом канала совместного управления скоростью всех последующих клетей. В связь с измерителем включены последовательно соединенные второй сумматор и инерционное звено. Другой вход первого сумматора соединен с выходом инерционного звена через второе инерционное звено. В связь с каналом управления скоростью всех последующих клетей введены последовательно соединенные звенья запаздывания и реального дифференцирования. Изобретение позволяет усилить стабилизацию межклетевого натяжения. 5 ил.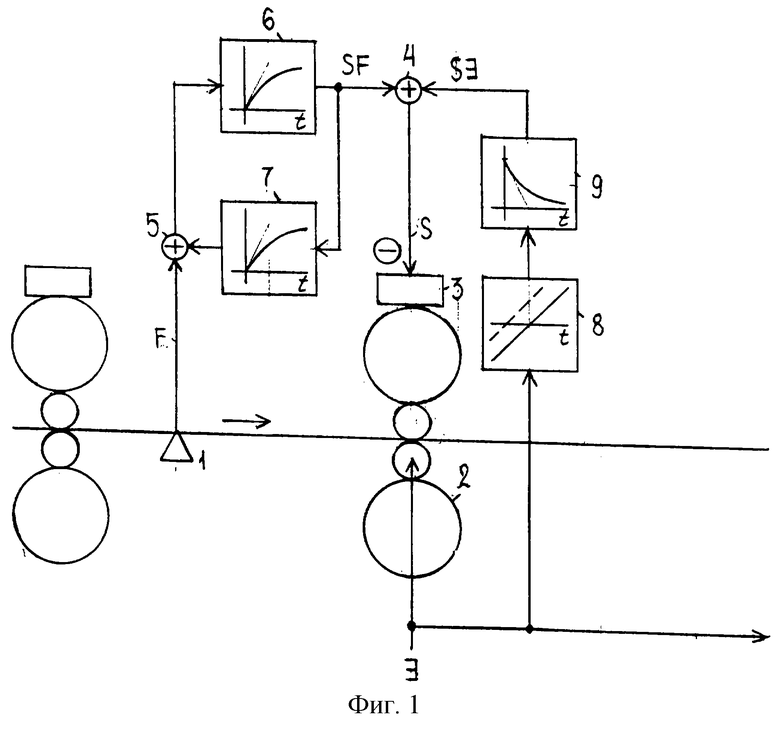
Регулятор межклетевого натяжения полосы на непрерывном стане холодной прокатки, имеющий измеритель отклонения натяжения полосы от заданного значения, а также вход канала управления нажимным устройством последующей из клетей и вход канала совместного управления скоростью всех последующих клетей, содержащий связи входа канала управления нажимным устройством через первый сумматор с выходом измерителя и с входом канала совместного управления скоростью всех последующих клетей, отличающийся тем, что в связь с измерителем включены последовательно соединенные второй сумматор и инерционное звено, причем другой вход первого сумматора соединен с выходом инерционного звена через второе инерционное звено, а в связь с каналом управления скоростью всех последующих клетей введены последовательно соединенные звенья запаздывания и реального дифференцирования.
| МАМКИН В.М | |||
| и др | |||
| Система регулирования толщины и натяжения полосы на непрерывном стане холодной прокатки | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| Регулятор натяжения полосы между клетями непрерывного прокатного стана | 1973 |
|
SU471138A1 |
| US 3977223 A, 31.08.1976 | |||
| US 4905491 A, 06.03.1990. | |||

