Непрерывная холодная прокатка позволяет регулировать толщину полосы последовательно во всех клетях стана как по отклонению (по измерению толщины после клети), так и по возмущению (по измерению толщины до клети). При этом обычно добиваются предельной точности и предельного быстродействия каждого регулирования, ведь скорость прокатки полосы весьма большая (1 м полосы выходит из стана за 30 мс).
В настоящее время, как правило, с предельным быстродействием регулируют толщину раздельно на входе стана ("грубый регулятор") и на его выходе ("тонкий регулятор"), воздействуя на обжатие полосы в основном в первой и последней клети [1], [2].
Однако именно первую клеть (она задает поперечный профиль полосы) и последнюю клеть (она допускает только минимальное обжатие предельно наклепанной полосы) желательно минимально возмущать регулирующими воздействиями. Поэтому после такого регулирования требуется перераспределение воздействий на остальные клети. Перераспределение обычно осуществляют через искусственное возмущение толщины, снижающее эффективность ее регулирования.
Поставлена задача оптимального регулирования толщины полосы всеми клетями стана.
На фиг.1 изображена функциональная схема предлагаемой системы.
На фиг.2 приведены осциллограммы действия предлагаемой системы на толщину полосы в клетях стана при возмущении конечной длительности.
Сущность предлагаемой системы сводится к тому, что любая клеть (кроме последней) отрабатывает возмущение толщины полосы со статической ошибкой, пропуская ее для последующих клетей. И только последняя клеть с предельным быстродействием окончательно отрабатывает остаток возмущения, причем предыдущие клети помогают ей.
За объект регулирования взят многоклетевой стан непрерывной холодной прокатки 1 (см. фиг.1), имеющий выходы измерения 2 относительного отклонения от заданного значения толщины полосы до и после любой, i-й клети Hi, а также входы воздействий 3 на относительное обжатие полосы любой из них Vi. За основу системы регулирования взят предельно быстродействующий регулятор 4, один вход которого связан с выходом измерения 2 до, а другой - после последней клети 5, а выход - с входом воздействия 3 на эту клеть.
Предлагается выход регулятора дополнительно связать с линией распределения воздействий, связывающей последовательно против хода полосы выходы измерения 2 и входы воздействий 3 остальных клетей стана. А именно, вход воздействия 3 любой из остальных клетей связан через первый сумматор 6 с выходом измерителя 2 до нее через последовательно соединенные дифференцирующее звено 7 и блок сопровождения полосы 8, а через другой его вход - с выходом измерения 2 после нее через последовательно соединенные инерционное звено 9 и второй сумматор 10, другой вход которого связан с входом воздействия 3 последующей клети через корректор усиления 11. Кроме того, инерционное звено 9 может быть охвачено положительной запаздывающей обратной связью через третий вход второго сумматора 10 и дополнительно введенный блок сопровождения полосы 12.
Система действует следующим образом:
- система воздействует 3 на обжатие полосы в клетях Vi как по возмущению (по результату измерения возмущения толщины до клети H(i-1), так и по отклонению (по измерению результата воздействия после клети Hi);
- измеренное возмущение H(i-1) сопровождается до клети и в ней отрабатывается 3, но не полностью, а лишь его производная 7. Для воздействия 3 по отклонению остается лишь постоянная составляющая;
- отработка по отклонению Hi осуществляется пропорционально отклонению и, следовательно, со статической ошибкой, равной 0,5 Hi, причем с пульсациями. Инерционное звено 9 сглаживает пульсации, насколько увеличивая статическую ошибку. Статическая ошибка передается последующей клети как возмущение толщины для нее H(i+1);
- часть воздействия Vi через корректор усиления 11 передается предыдущей клети для помощи в обработке возмущения (для отработки одновременно двумя клетями).
Из осциллограмм фиг. 2 виден результат отработки предлагаемой системой возмущения толщины подката конечной длительности НО (полупериода синусоиды длительностью 10 с с единичной амплитудой) на 5-клетевом стане. 1-я клеть отрабатывает амплитуду H1 до 0,63 практически без существенного искажения формы возмущения; 2-я клеть Н2 - до 0,41; 3-я клеть Н3 - до 0,23; 4-я клеть Н4 - до 0,17. Регулятор 5-й клети отрабатывает Н5 остаток возмущения полностью. Клети поочередно совершают свою долю полезной работы, без какой-либо переотработки. Нет потерь воздействий на изменение формы возмущения. Доля клетей задается коэффициентом передачи соответствующего инерционного звена 9 и корректора 11 в линии распределения воздействий.
Дополнение линии распределения воздействий охватом инерционных звеньев 9 положительной запаздывающей связью 12 преобразует пропорциональное регулирование по отклонению в пропорциональное регулирование, но уже по отработанному возмущению (к ошибке регулирования добавляется уже реализованное регулирующее воздействие). Такое дополнение повышает точность задания статической ошибки, равной (1-K)Hi, где К - передаточный коэффициент инерционного звена 9. В результате возможно уменьшить долю последней 5-й клети Н5, например, до 0,03, повышая этим эффективность регулятора 4, особенно в условиях малых обжатий полосы в последней клети.
Источники информации
1. Дралюк Б. Н. , Синайский Г.В. Системы автоматического регулирования объектов с транспортным запаздыванием. М.: Энергия, 1969, стр. 39-57.
2. Дружинин Н.Н. Непрерывные станы как объект автоматизации. М.: Металлургия, 1975, стр. 279-286.

Изобретение относится к прокатному производству. Технический результат - оптимальное регулирование полосы всеми клетями стана. Предлагается система регулирования, рационально распределяющая отработку разнотолщинности полосы по клетям стана без переотработки и раскачивания. Используется один предельно быстродействующий регулятор, воздействующий на обжатие полосы последней клетью. Предыдущие клети согласованно помогают ей, уменьшая амплитуду разнотолщинности до статической ошибки, передавая ее для отработки последующим клетям. Помогают они последней клети и против хода полосы, присоединяясь к ее воздействию. Действует система при любых обжатиях в последней клети. 1 з. п. ф-лы, 2 ил.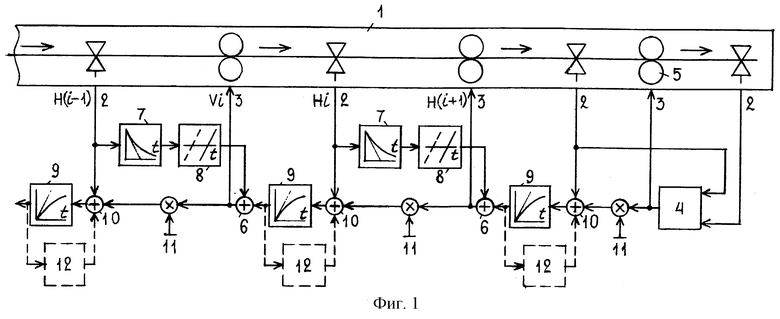
| Дралюк Б.Н., Синайский Г.В | |||
| Системы автоматического регулирования объектов с транспортным запаздыванием | |||
| - М.: Энергия, 1969, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Устройство для автоматической установки заданий толщины полосы при непрерывном стане холодной прокатки | 1976 |
|
SU617093A1 |
| DE 19522494 А1, 18.01.1996 | |||
| US 5761066 А, 02.06.1998. | |||

