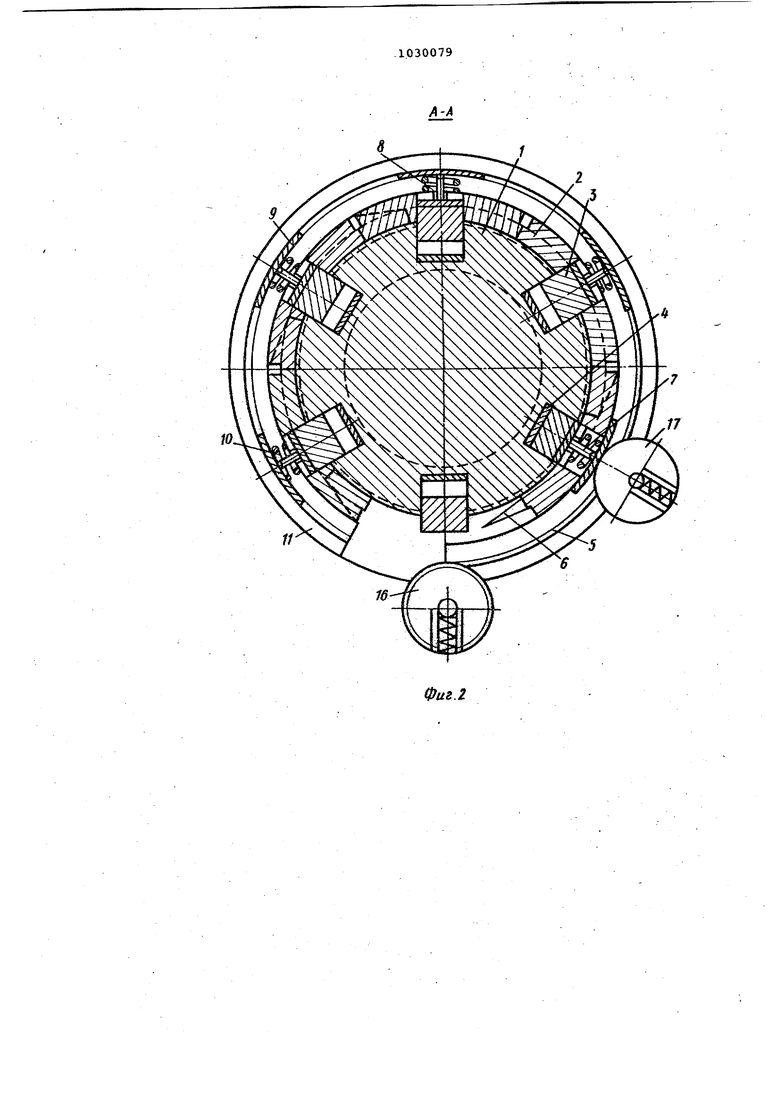
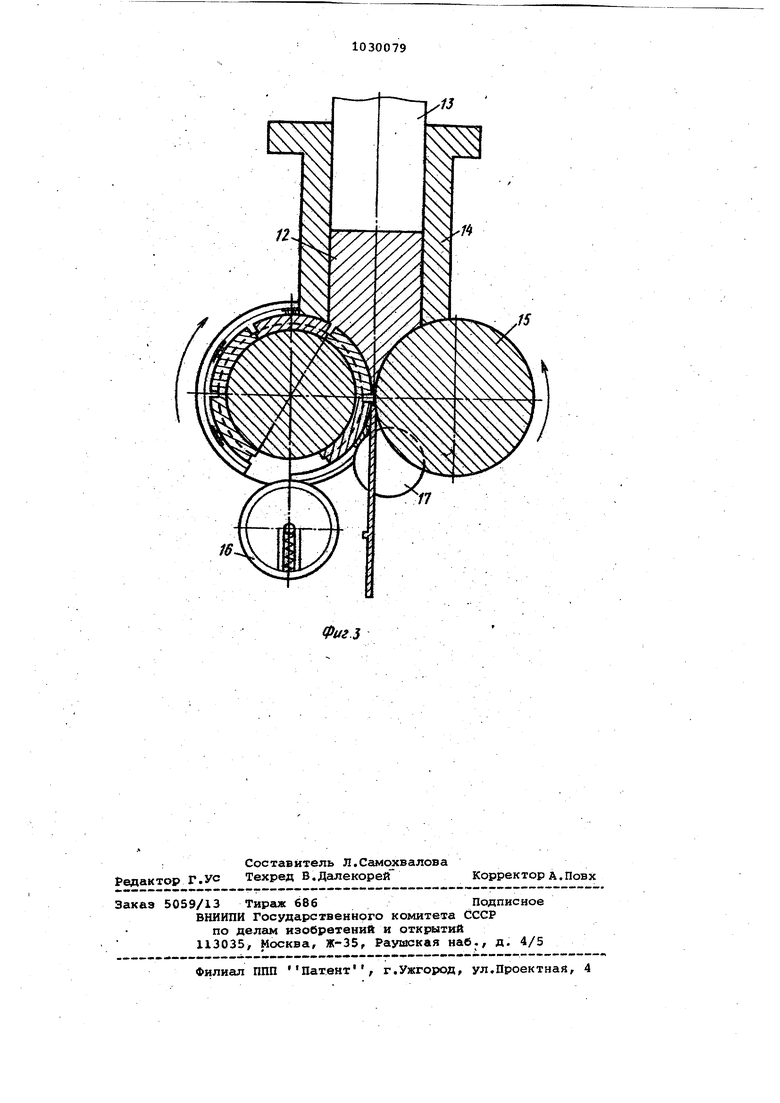
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении продольной прокаткой панелей с продольными и поперечными ребрами жесткости. По основному авт. св. 766724 известен валок для изготовления пане лей с продольными и поперечными ребраМи жесткости, содержащий установленный на оси на подпружиненных шпон ках составной из отдельных секторов бандаж и насадные кольца, выполненные торцовыми пазами, при этом шпонки смонтированы в пpoдoльныk прямоугольных пазах, выполненных на оси и секторах бандажа, сектора становлены с возможностью перемещения по поверхности оси в торцовых кольцевых пазах насадных колец,, а бандаж выпол нен с разъемом по окружности, равным длине одного сектора 1. Недостатке известного валка явля ется искажение геометрии поперечных ребер из-за преждевременного отключе ния подвижного- сектора на выходе из зоны деформи|1рвания. Целью изобретения является улучше ние качества панелей за счет предотв ращения изменения толщины ребер. Поставленная цель достигается тем что валок для изготовления панелей с продольными и поперечными ребрами жесткости снабжен механизмом принуди тельного вывода секторов из зацепления с осью валка, выполненным в виде взаиМодействумцих со шпонками под пружиненных толкателей по числу iimoнок, а по наружной поверхности банда жа выполнены кольцевые пазы с радиальными отверстиями для размещения упомянутых толкателей. Кроме того, каждый сектор бандажа выполнен с клинообразнымвыступом на торце, взаимодействующим с соответст вующей шпонкой. На фиг. I изображен валок, общий вдц; разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - валок, в рабочем положении. Валок для изготовления панелей с Д1родольными и поперечными ребрами жесткости содержит ось валка 1, нь которой смонтирован бандаж из секторов 2, шпонок 3, подпружиненных пружинами 4. На секторах 2 укреплены зубчатые сектора 5 и клинообразные выступы 6. Ось валка 1 и сектора 2 имеют пазы для размещения шпонок 3. В пазах секторов 2 размещены толкатели 7, стержень которых выходит через радиальное отверстие 8 на внешнюю сторону сектора и шарнирно соединен с пластиной 9. На стержне толкателя с внешней стороны сектора 2 одета пружина 10. Сектора 2 удерживаются на оси валка, закрепленными на ней насадными кольцами 11. Кроме того обозначены заготовка 12, пуансон 13, Контейнер 14, гладкий валок 15, шестерня 16, кулачок 17. Валок работает следующим образом-. Заготовка 12 под действием приводимых секторов 2 приводного гладкого валка 15 и пуансрна 13 деформируется, заполняя ручьи в секторах и между ними. В момент, указанный на схеме, сектор, вышедший из зоны деформирования, выходит из зацепления с осью валка 1, так как шпонка 3 под действием толкателя 7, прижимаемого кулачком 17, утапливается в паз оси валка. Зубчатый сектор 5, вошедший в зацепление с шестерней 16, под действием привода, подсоединяемого к шестерне 16, перемещается на свободное место оовместно с сектором бандажа, утапливая свободную шпонку 3 клинообразным выступом б, и сектор бандажа входит в зацепление с новой шпонкой. Изделие с отформированными ребрами жесткости выходит из зоны валков без препятствий. Использование предлагаемого валка приводит к улучшению качества вафельных панелей, обеспечивая заданные размерц ребер жесткости. Производство панелей с использованием предложенного валка позволяет снизить их вес при сохранении прочностных характеристик , исключить механическую обра бртку поперечных ребер жесткости.
W
13
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для изготовления панелей с продольными и поперечными ребрами | 1978 |
|
SU766724A1 |
| Способ изготовления панелей несимметричного профиля с поперечными и продольными ребрами и устройство для его осуществления | 1975 |
|
SU558743A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Прокатный валок | 1982 |
|
SU1033243A1 |
| Устройство для сварки труб | 1983 |
|
SU1094636A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Прокатная клеть | 1977 |
|
SU662170A1 |
| Прокатное устройство | 1976 |
|
SU698689A1 |
1. ВАЛОК ДЛЯ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ С ПРОДОЛЬНЫМИ И ПОПЕРЕЧНЫМИ РЕБРАМИ ЖЕСТКОСТИ, по авт. св. № 766724, о рличающийся тем, что, G целью улучшения качества .панелей, за счет предотвращения изменения толщины ребер, он снабжен механизмом принудительного вывода секторов из зацепления с осью валка, выполненным в виде взаимодействукадюс . со шпонками подпружиненных толкателей по числу шпонок, а но наружной поверхности бандажа выполнены кольцевые пазы с радиальными отверстиями для размещения упомянутых толкателей. 2. Валок по п. 1,отличающ и и с я тем, что каждый сектор бандажа вьтолнен с клинообразным выступом на торце, взаимодействуювдим с соответствующей шпонкой. . (Л с со ч| со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Валок для изготовления панелей с продольными и поперечными ребрами | 1978 |
|
SU766724A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
