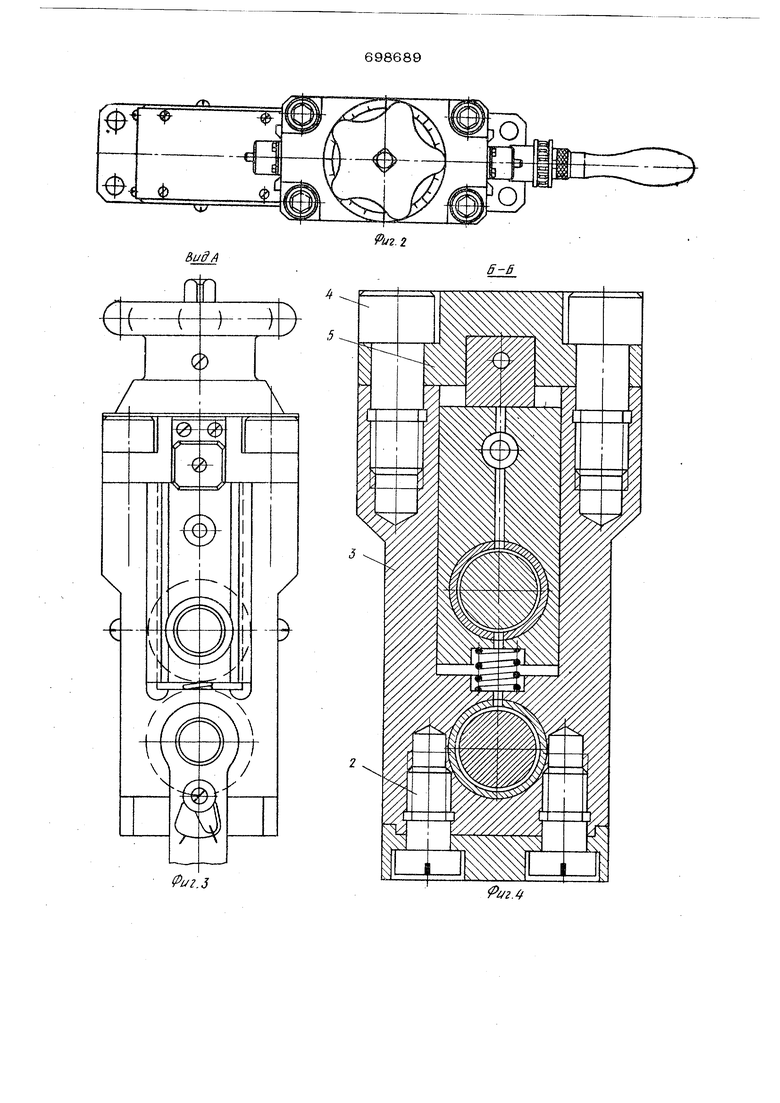
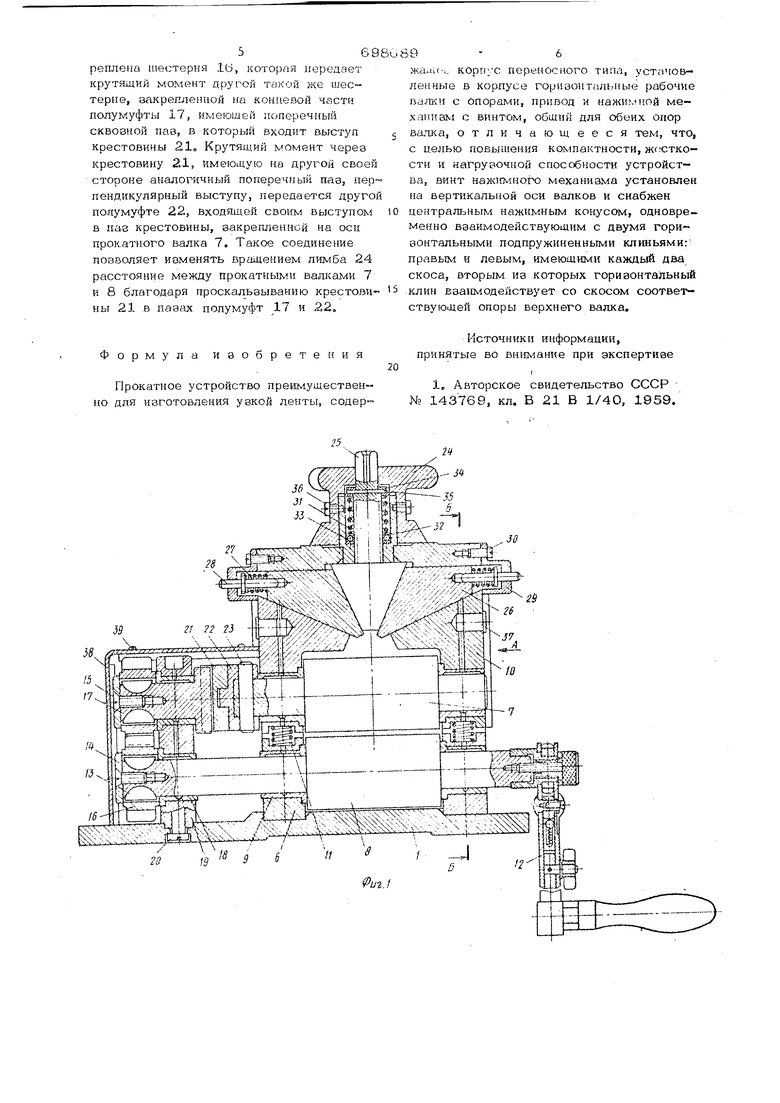
Ивобретение касается обработки металлов давлением и предназначено для Прокатки лент и полос из цветных металлов и их сплавов, например/ из меди, латуни, бронзы, алюминия и т.д., применяемых, например, в судостроении для изготовления кабельных наконечников различных типов, плоских пружин, лепестков и др. изделий, а также может найти применение при вьтолнении экспериментальных работ, проведении исследований, в индивидуальном и мелкосерийном производстве, в приборостроительной, радиотехнической и др. промышленностях. Известно малогабаритное прокатное устройство, содержащее корпус переносного типа, установленные в корпусе горизон тальные рабочие валки с опорами, привод и Нажимной механизм с винтом, обший для обеих опор валка 1J . Однако в таком устройстве для сущест венного снижения части усилия прокатки, передаваемой на винт нажимного механизма, необходимо выносить указанный винт на значительное расстояние от стана, с. которым он связан черев рычаг, что снижает компактность стана и жесткость нажимного механизма. Цель изобретения - повышение компактности, жесткости и нагрузочной способности устройства. Это достигается тем, что винт нажимного механизма установлен на вертикальной оси валков и снабжен центральным нажимным конусом, одновременно взаимодействующим с двумя горизонтальными подпружиненными клиньями; правым и левым, имеющими каждый, два скоса, вторым из которых горизонтальный клин взаимодействует со скосом соответствующей опоры верхнего валка. На фиг. 1 изображено прокатное устройство, продольный разрез; на фиг. 2 то же, в плане; на фиг. 3 - то же, вид сбоку (вид по стрелке А на фиг. l)} на фиг. 4 - то же, поперечный разрез (раз-, рез Б-Б на фиг. 1); на фиг. 5 - то же.
рабочее положение ( раирев дая но средней части прокатных, валков)
Прокат(ое устройство выполноно в виде малогабаритного перепасного станке по весу не превышающего 8,0 кг.. Оно имеет основание 1, которое может быть . выполнено литым или сварной конструкниг К основанию с помощью винтов 2 прнк- реплена вертикальная стойка 3, к верхней части которой с помощью винтов 4 прикреплена крьлика 5, другой конец которой прикреплен к стойке 6, выполненной за одно целое с основанием .„ С вование стойки и катушка образуют корпус устройства. Мехшу стойкал-ги 3 п 6 размещены рабочие прокатные валки 7 и 8, Вращающиеся во втулках 9, причем папфы валка 7 onupatoix-n на втулки 9. вмонтированные в (зтверстия опор 10, уста новленных на пружинах 11. С помощью рукоятки 12 враядение передается валку 8, на концевой части которого консольно с ПО5Ч.1ОЩЫО сегме)тной шпонки 13, шайбы 14 и винта 15 закреплена шес терня 16, входящая в зацепление с другой такой же шестерней, закрепленной на валу полумуфть) 17, вращающемся во втулке 18s которая запрессовагш в от- верстие малой стойки 19, прикреплен(ой к основанию 1 с помощью винтов 20, Вращение от полумуфты 17. имеющей па торце прямоугольный паз, череа крестовину 21 передается друт-ой пол:х1 1уфте 22, закрепленной с щтифта 23 на оси прокатного валка 7,
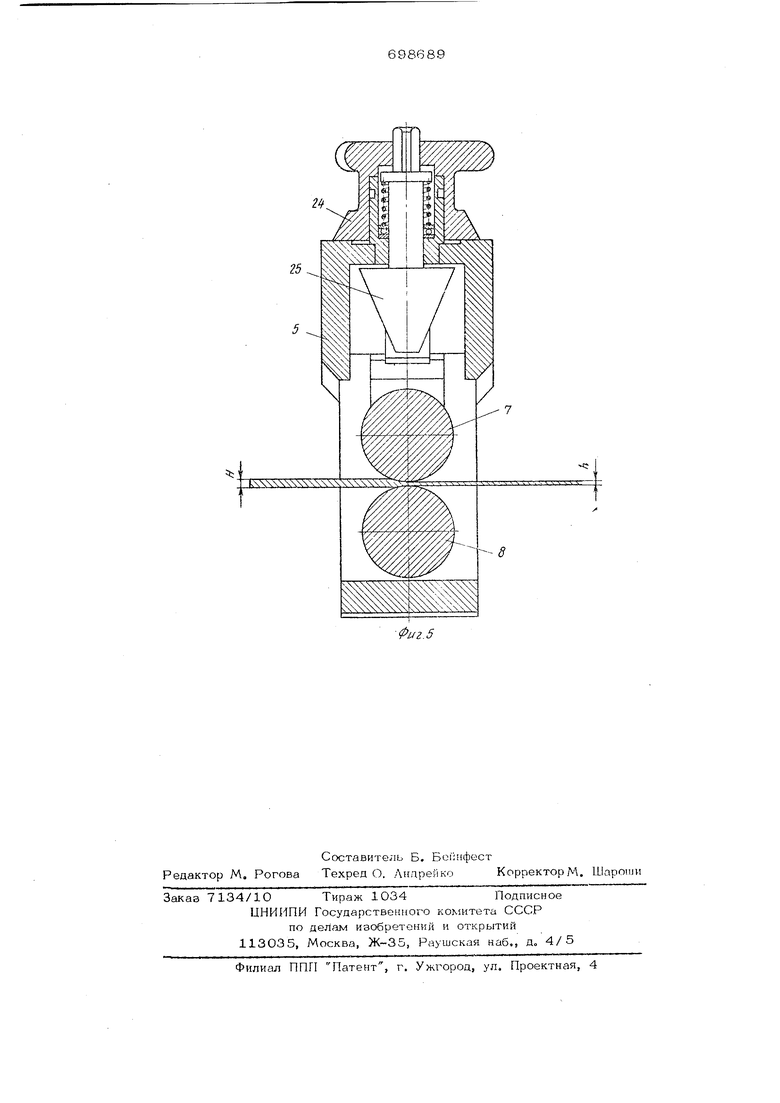
Настройка на прокатку лент заданной толщины производи1х:я вращением лимба 24, на 1сонической поверхности которого Нанесена риска вааимодействую1цая с делениями, нанесенны ми на крышке 5. В верхней части лимба 24 выпоптепо квадратное отверстие, сопрягаемое с квадратным участком пентральпого конуса 2Sj икШющего в своей средней части резьбовой участок (винт),, ввернутый в крышку 5. Враление от лямба 24 передается нажимному конусу 25, который одновременно совершает поступательное движение в вертикальной плоскостк. при этом поверхность конуса сопрягается: с .двумя горизонтальными клиньями 26, размещенными в пазах крыщки 5, sac/raf ляя перемещаться их в гориоонтальной плоскостИо В свою очередь клинья 26 входят в соприкосновение по вторым накломным плоскостям (скос;:гм) с двумя опо-- рами 10, ваставляя их и установленный в них прокатный валок 7 перемещаться в
вертикальной OTJOCKOCTH, Для обеспечения постоянного прижима клиггьев 26 к нажим - ному конусу 25 служит пругкина 27 и ретулировочный винт 2,8, ввернутый в упор
S,Q, закрепленный па крышке 5 с помогдьго двух винтов 30,
Для повышения точности настройки прокатных валков на згаданный размер предусмотрена выборка люфтов Б виггговом
зацеплении крыи.ки 5 и нажимного конуса 25, для чего предназначена пружина 31, опирающаяся одиим когщом через шайбу 32 на шарики 33, а apj-pinvr концом на кольцо 34, закрепленное на резьбовой
части нажш яного конуса 25, с помощью ш -ифта 35о Крепление лимба 24 на крышке о после настройки обеспечивается винтом 36, Смазка трущихся деталей осуществляется с помощью масленок 37, а
также заливкой масла в резервуар малой стойки 19, Для предохранения трущихся поверхностей от попадания пылк npentraaначен кожух 38j закрепленный на основании 1 с помощьюВИНТОВ 39.
Работа с помощью fjy4Horo прокатного
устройства осуществляется следующим образом.
Перед началом работы устройство зажимается плотно в слесарных тисках, или крепится иеподвижно с помОщыо виатов KS столе. Предварительно устапавливается, с какой толщины И (см фиг. 5) и FJa какую тотцину Ь будет производиться прокатка полос или лент и за сколько пропусков. Настройка устройства па первый пропуск производи1х;я вра/цением лимба 24 до полнотО соприкосновения прокет1ьых валков 7 и 8, при этом риска,
имеющаяся на конической части лимба, должна совпадать с нулевой риской траiiepcbr,. Вращением лимба в обратную сторону устанавливается величина первого пропуска, напрш ер с тогадины Hf ,цо толu-iHiib Ь , Ий расчета; что при полном обороте лимба расстояние меящу прокатными валками в свету б}/дет составлять 1 vivi. После настройки на первый пропуск полоса или лента закладывается
меисяу валтсами и вращением рукоятки 12 пропвводится ее обжлтие,, Аналогичньп-л образом производится об.жатие полосы ва второй пропуск и ТгД,- (до получе1 ия тре«буемой толщины палосы),
Взаимодействие деталей во время работы осуэдествляется следующим образом. Приложением усилия от руки к рукоятке 12 производится вращение прокатного валка 8, (га оси Кс торого неподвижно закрегшена шестерня 10, которая передает крутящий .момент другой такой же шестерне, гзакрепленной на концевой части полумуфты 17, имеющей поперечный сквозной пав, в который входит выступ Крестовины 21, Крутящий момент через крестовину 21, имеющую на другой своей стороне аналогичный поперечный паз, пер пендикулярный выступу, передается друго полумуфте 22, входящей своим выступом в паз крестовины, вакрепленнсй на оси прокатного валка 7, Такое соединение позволяет изменять вращением лимба 24 расстояние между прокатными валка ми 7 и 8 благодаря проскальзыванию крестови ны 21 в паэах попумуфт 17 и 2,2, Формула изобретения Прокатное устройство преимущественно для изготовления узкой ленты, содерШшж (-и корпус перенсюного типа, установленные в корпусе горизонтальные рабочие валкп с опорами, привод и нажимной механизм с винтом, общий для обеих опор валка, отличающееся тем, что, с целью повышения компактности, ж -стко- стн и нагрузочной способности устройства, винт наж ПУ1Но,тхз механизма установлен на вертикальной оси валков и снабжен централгэным нажимным конусом, одновременно взаимодействующим с двумя горизонтальными подпружиненными клиньями: правьш и левым, имеющими каждый два скоса, вторым из которых горизонтальный клин взаимодействует со скосом соответствующей опоры верхнего валка. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 143769, кл. В 21 В 1/40, 1959.
ВидА
б-Б
.5
иг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Нажимное устройство клети прокатного стана | 1983 |
|
SU1122385A1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Прокатная клеть | 1979 |
|
SU804017A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| Устройство для дискретного регулирования межвалкового зазора прокатной клети | 1988 |
|
SU1570813A1 |
| Прокатная клеть | 1977 |
|
SU882670A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1993 |
|
RU2108175C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |