(54) ВАЛОК ДЛЯ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ С ПРОДОЛЬНЫМИ И ПОПЕРЕЧНЫМИ РЕБРАМИ ЖЕСТКОСТИ
t
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении продольной прокатной и прессопрокатной (прессвальцовкой) панелей с продол4 ными и поперечными ребрами жесткости для авиастроения, судостроения и других строительных отраслей.
Известен валок для продольной периодической прокатки, предназначенный для изготовления проката с впадинами, содержащими приводной бандаж, кулачек, установленный в полости бандажа, поворотный профилирующий выступ, бандаж снабжен неподвижным фасонным выступом, состыкованным с поворотным выступом 1.
По технической сущности наиболее близким к предлагаемому является валок для продольной периодической прокатки, предназначенный для изготовления проката с впадинами, содержащими закрепленные на оси насадные кольца и бандажи 2.
Однако известный валок своим выступом может отпечатывать на изделии лишь впадины и не предназначен для изготовления поперечных ребер жесткости (выступов с круто поднимающимися стенками). Кроме того, насадные кольца, выступающие над
профилирующим выступом делают невозможной установку контейнеров с охватом катающей поверхности валка для осуществления пресспрокатки (прессвальцовки). Повыщение качества изделий путем получения круто поднимающихся стенок ребер жесткости (выступов).
Поставленная цель достигается тем, что насадные кольца выполнены с торцовыми пазами, а бандаж выполнен составным из
10 секторов и незамкнутым с разъемом по окружности, равнЫ|М длине одного сектора, при этом сектора установлены с возможностью перемещения по поверхности оси в торцовых кольцевых пазах насадных колец, кро.ме того, ось валка выполнена с прямо5 угольными продольными пазами, а секторы с соответствующими пазам углублениями, а в пазах оси и соответствующих углублениях секторов установлены подпружиненные щпонки.
20
Во время деформирования заготовки усилие через щпонки передается на сектора. После окончания формовки поперечного ребра, в поперечном ручье, врезанном между
секторами, сектор, вышедший из зоны деформации, свободио перемещается вперед до зацепления с впереди расположенной шпонкой.
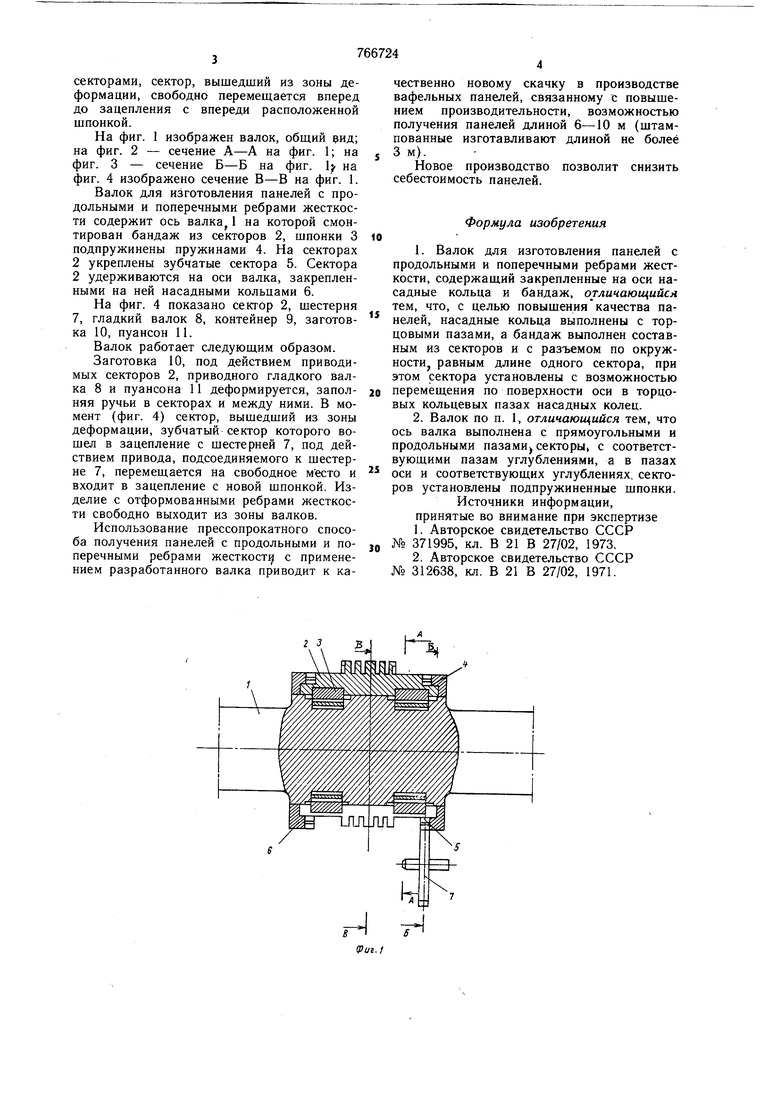
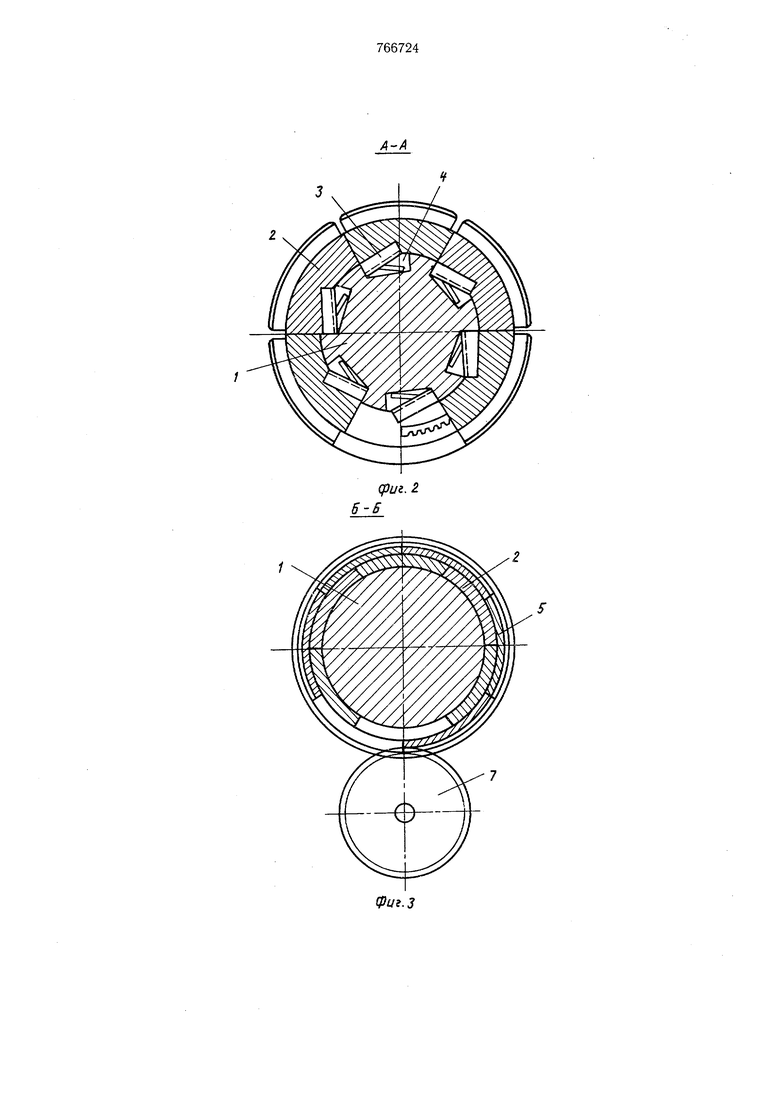
На фиг. 1 изображен валок, обший 9ид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. Ij- на фиг. 4 изображено сечение В-В на фиг. 1.
Валок для изготовления панелей с продольными и поперечными ребрами жесткости содержит ось валка 1 на которой смонтирован бандаж из секторов 2, шпонки 3 подпружинены пружинами 4. На секторах 2 укреплены зубчатые сектора 5. Сектора 2 удерживаются на оси валка, закрепленными на ней насадными кольцами 6.
На фиг. 4 показано сектор 2, шестерня 7, гладкий валок 8, контейнер 9, заготовка 10, пуансон 11.
Валок работает следующим образом.
Заготовка 10, под действием приводимых секторов 2, приводного гладкого валка 8 и пуансона 11 деформируется, заполняя ручьи в секторах и между ними. В момент (фиг. 4) сектор, вышедший из зоны деформации, зубчатый сектор которого вошел в зацепление с шестерней 7, под действием привода, подсоединяемого к шестерне 7, перемещается на свободное место и входит в зацепление с новой шпонкой. Изделие с отформованными ребрами жесткости свободно выходит из зоны валков.
Использование прессопрокатного способа получения панелей с продольными и поперечными ребрами жесткост с применением разработанного валка приводит к качественно новому скачку в производстве вафельных панелей, связанному с повышением производительности, возможностью получения панелей длиной 6-10 м (штампованные изготавливают длиной не более 3 м).
Новое производство позволит снизить себестоимость панелей.
Формула изобретения
1.Валок для изготовления панелей с продольными и поперечными ребрами жесткости, содержащий закрепленные на оси насадные кольца и бандаж, отличающийся тем, что, с целью повышениякачества панелей, насадные кольца выполнены с торцовыми пазами, а бандаж выполнен составным из секторов и с разъемом по окружHocTHj равным длине одного сектора, при этом сектора установлены с возможностью перемещения по поверхности оси в торцовых кольцевых пазах насадных колец.
2.Валок по п. 1, отличающийся тем, что ось валка выполнена с прямоугольными и продольными пазами секторы, с соответствующими пазам углублениями, а в пазах
оси и соответствующих углублениях, секторов установлены подпружиненные щпонки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР O № 371995, кл. В 21 В 27/02, 1973.
2.Авторское свидетельство СССР № 312638, кл. В 21 В 27/02, 1971.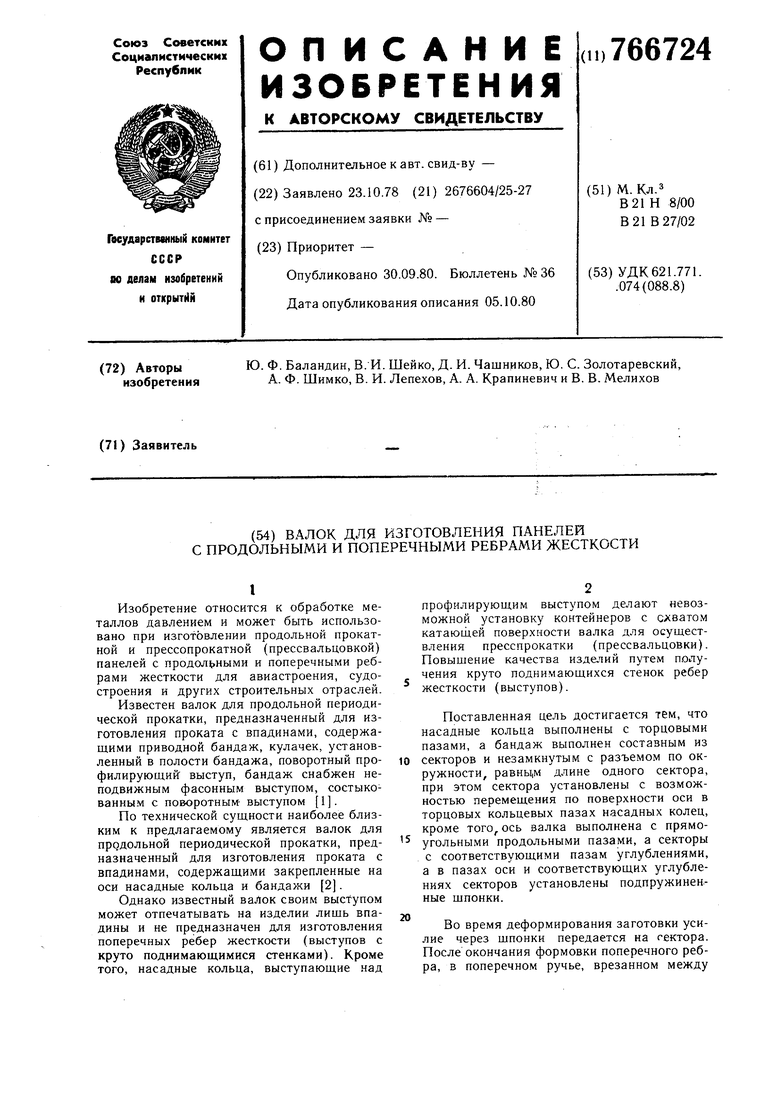
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для изготовления панелей с продольными и поперечными ребрами жесткости | 1981 |
|
SU1030079A1 |
| Способ изготовления панелей несимметричного профиля с поперечными и продольными ребрами и устройство для его осуществления | 1975 |
|
SU558743A1 |
| Прокатная клеть | 1977 |
|
SU662170A1 |
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
| Составной прокатный валок | 1979 |
|
SU806180A1 |
| Валок для продольной переодической прокатки | 1973 |
|
SU463484A1 |
| Подшипник жидкостного трения прокатного валка | 1977 |
|
SU677784A1 |
| Устройство для торцовой прокатки | 1989 |
|
SU1636091A1 |
| Валок стана холодной прокатки труб | 1976 |
|
SU569340A1 |
| Пресс-форма для изготовления полимерных изделий с резьбами | 1984 |
|
SU1224172A1 |
2 3
