Изобретение относится к обработке металлов давлением, а именно к способам холодной объемной штамповки деталей типа втулки с фланцем и ступенчатыми внутренними полостями.
Известен способ холодного деформирования удлиненных полых деталей, в котором на первой позиции заготовку осаживают и выравнивают торцы, переносят заготовку на вторую позицию с поворотом на 180o и выполняют прямое выдавливание части заготовки, формируя наметки на торцах, затем на третьей позиции осаживают шестигранник и выдавливают внутренние полости на торцах, на четвертой позиции окончательно выдавливают внутренние полости и формируют наметку под пробивку, на последней позиции осуществляют пробивку отверстия (США, пат. 3186209, кл. 72-334).
Недостатками данного способа являются:
- неравномерное распределение деформаций и соответственно полученных механических свойств по высоте изделия;
- низкая стойкость инструмента на третьей позиции при формообразовании цилиндрического выступа на торце шестигранника методом закрытой осадки и одновременного обратного выдавливания внутренней полости;
- сложная конструкция инструмента и его наладка.
Наиболее близким техническим решением является способ изготовления многогранных фланцевых гаек с полым цилиндрическим подголовком, сущность которого заключается в том, что от бухты отрезают мерную заготовку, на первой позиции производят выравнивание торцев с оформлением одного торца по радиусу, затем заготовку переносят на вторую позицию с поворотом на 180o, где выдавливают полый цилиндрический подголовок с одновременным получением со стороны противоположного торца заготовки участка цилиндрической формы, затем заготовку параллельно переносят на третью позицию и выдавливают многогранник, на следующую позицию заготовку переносят параллельно, где осаживают фланец и окончательно оформляют наметки под пробивку отверстия, на последнюю позицию заготовку переносят на 180o, где пробивают отверстие (РФ, пат. 2101123, кл. В 21 К 1/70).
Недостатками данного способа являются:
- неравномерное распределение деформаций и соответственно полученных механических свойств в сечениях по высоте изделия, возможность образования трещин;
- сложная конструкция инструмента на второй позиции и соответственно низкая стойкость инструмента на этой же позиции;
- низкое качество деталей из-за неравномерного оформления фланца при его осадке на четвертой позиции.
Изобретение решает задачу повышения качества деталей и повышения стойкости инструмента за счет более равномерного распределения деформаций в сечениях по высоте штампуемой заготовки, исключения складок и штамповочных трещин, оптимального выбора диаметра исходной заготовки.
Поставленная задача решена тем, что в способе изготовления втулки с фланцем, включающем отрезку исходной заготовки с круглым поперечным сечением, выравнивание ее торцев, получение цилиндрического участка меньшего диаметра прямым выдавливанием и формирование выдавливанием внутренней полости, а также образование на заготовке осадкой фланца и пробивку отверстия под нарезку резьбы, согласно изобретению, прямое выдавливание осуществляют с получением между цилиндрическими участками заготовки большего и меньшего диаметров поверхности сопряжения, выполненной по радиусу, а образование на заготовке фланца производят одновременно с калибровкой по глубине ранее выдавленной внутренней полости под последующее образование выдавливанием внутренней полости меньшего диаметра, при этом величины диаметра Dзаг исходной заготовки, радиуса R образующей поверхности сопряжения цилиндрических участков большего и меньшего диаметров и глубины h калибровки внутренней полости h выбирают из условий:
R = (0,95÷1,1)(D-d),
h = (0,9÷0,95)H,
где D1 - диаметр фланца втулки;
d - наружный диаметр цилиндрического участка втулки меньшего диаметра;
D - наружный диаметр цилиндрического участка втулки большего диаметра;
H - высота цилиндрического участка втулки большего диаметра и фланца.
Изобретение поясняется чертежом.
Способ осуществляется следующим образом.
Втулку с фланцем изготавливают на холодновысадочном автомате М16Г. От бунта стали 20 отрезают мерную заготовку, на первой позиции производят выравнивание торцев, затем заготовку переносят на вторую позицию с поворотом на 180o, производят обратное выдавливание внутренней полости и оформление наружной поверхности большего цилиндрического участка А втулки, то есть цилиндрического участка большего диаметра, а с противоположного торца - прямое выдавливание наружной поверхности меньшего цилиндрического участка Б втулки, то есть цилиндрического участка меньшего диаметра, с выполнением поверхности сопряжения между цилиндрическими участками радиусом R и оформляют небольшое углубление. Далее заготовку переносят с поворотом на 180o на третью позицию, где получают на заготовке фланец осадкой, одновременно с противоположного торца калибруют по глубине ранее выдавленную полость под последующее образование выдавливанием внутренней полости меньшего диаметра. На этой же позиции с торца цилиндрического участка меньшего диаметра калибруют предварительную наметку для пробивки отверстия под нарезку резьбы. На следующую позицию заготовку переносят с поворотом на 180o, где выдавливают внутреннюю полость меньшего диаметра, формуют наружную фаску и окончательную наметку для пробивки отверстия под нарезку резьбы на торце меньшего цилиндрического участка Б втулки. На последнюю позицию заготовку переносят параллельно, где пробивают отверстие под нарезку резьбы.
Предлагаемый способ изготовления втулки с фланцем обеспечивает оптимальные условия пластической деформации заготовки и гарантирует высокое качество получаемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2185916C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2001 |
|
RU2209703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА НАКОНЕЧНИКА ТОРМОЗНОГО ШЛАНГА | 2010 |
|
RU2428273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2002 |
|
RU2229953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С НАРУЖНЫМ КОЛЬЦЕВЫМ ЭЛЕМЕНТОМ | 1997 |
|
RU2122917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ФЛАНЦЕВЫХ ГАЕК С ПОЛЫМ ЦИЛИНДРИЧЕСКИМ ПОДГОЛОВКОМ | 1996 |
|
RU2101123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК САМОКОНТРЯЩИХСЯ ГАЕК С НЕЙЛОНОВЫМ КОЛЬЦОМ И ФЛАНЦЕМ | 2003 |
|
RU2254199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2010 |
|
RU2449853C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С НАРУЖНЫМ КОЛЬЦЕВЫМ ЭЛЕМЕНТОМ | 2000 |
|
RU2191088C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ | 1995 |
|
RU2071863C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении методом холодной объемной штамповки деталей типа втулки с фланцем и ступенчатой полостью. После отрезки исходной заготовки выравнивают ее торцы и прямым выдавливанием получают цилиндрический участок меньшего диаметра. Поверхность сопряжения упомянутого участка заготовки с цилиндрическим участком большего диаметра выполняют по радиусу. Выдавливанием в заготовке формируют внутреннюю полость, а посредством осадки - фланец. Одновременно с образованием фланца производят калибровку по глубине ранее выдавленной внутренней полости под последующее образование выдавливанием внутренней полости меньшего диаметра. Затем пробивают отверстие под нарезку резьбы. В результате обеспечивается повышение качества деталей и стойкости инструмента. 1 ил.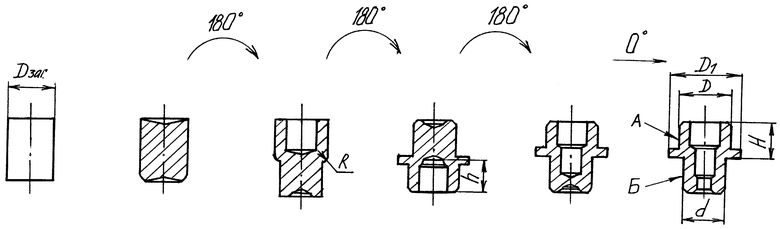
Способ изготовления втулки с фланцем, включающий отрезку исходной заготовки с круглым поперечным сечением, выравнивание ее торцов, получение цилиндрического участка меньшего диаметра прямым выдавливанием и формирование выдавливанием внутренней полости, а также образование на заготовке осадкой фланца и пробивку отверстия под нарезку резьбы, отличающийся тем, что прямое выдавливание осуществляют с получением между цилиндрическими участками заготовки большего и меньшего диаметров поверхности сопряжения, выполненной по радиусу, а образование на заготовке фланца производят одновременно с калибровкой по глубине ранее выдавленной внутренней полости под последующее образование выдавливанием внутренней полости меньшего диаметра, при этом величины диаметра Dзаг исходной заготовки, радиуса R образующей поверхности сопряжения цилиндрических участков большего и меньшего диаметров и глубины h калибровки внутренней полости выбирают из условий
R = (0,95÷1,1)(D-d);
h = (0,9÷0,95)H,
где D1 - диаметр фланца втулки;
d - наружный диаметр цилиндрического участка втулки меньшего диаметра;
D - наружный диаметр цилиндрического участка втулки большего диаметра;
Н - высота цилиндрического участка втулки большего диаметра и фланца.
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ФЛАНЦЕВЫХ ГАЕК С ПОЛЫМ ЦИЛИНДРИЧЕСКИМ ПОДГОЛОВКОМ | 1996 |
|
RU2101123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1994 |
|
RU2074049C1 |
| Способ изготовления полых ступенчатых деталей | 1988 |
|
SU1622072A1 |
| СПОСОБ ВЫСАДКИ ПОКОВОК из ПРУТКА | 0 |
|
SU203436A1 |
| СПОСОБ НАНЕСЕНИЯ ПЛЕНОК НА ОСНОВЕ ОКСИДА КРЕМНИЯ | 1988 |
|
RU2030483C1 |
| DE 4426759 А1, 25.01.1996. | |||

