со со
Изобретение относится к производству покрышек пневматических шин и может быть использовано в процессе сборки пневмопокрышек для сборки браслетов из обрезиненного корда, сдублированного с резиновой прослойкой.
Известен способ сборки браслетов для покрышек пневматических шин, при котором из питателя подают на сборочный барабан обрезиненное кордное полотно, закрепляют переднюю кромку кордного полотна на сборочном барабане, при враш;ении последнего наматывают слой заданной длины, стыкуют продольные кромки слоя, оставляя у одного из торцов сборочного барабана несостыкованный участок, и надсекают кромку кордного, полотна в зоне этого участка, а затем завершают стыковку по вещ ширине браслета и отделяют намотанный слой от кордного полотна 1.
Недостатком этого способа является то, что он не позволяет собирать браслеты из обрезиненного корда, сдублированного с резиновой .прослойкой.
Известно устройство для осуществления этого способа, содержащее манипуляторы с программным управлением с закрепленными на их звеньях захватами в виде неподвижных и подвижных губок, дублировочные и стыковочные ролики, установленные на неподвижных губках вдоль их рабочих кромок ножи для резки корда, а также опорные и разделительные ролики 1.
Недостатком этого устройства является то, что оно не может осуществлять сборку браслетов из сдублированного с резиновой прослойкой обрезиненного корда.
Наиболее близким по технической сущности к предлагаемому является способ сборки браслетов для покрышек пневматических шин, согласно которому из питателя подают на сборочный барабан ленточную заготовку каркаса, состоящую из обрезиненного кордного полотна, сдублированного с резиновой прослойкой, закрепляют передиюю кромку ленточной заготовки на сборочном барабане, при вращении последнего на полный оборот наматывают слой заданной длины, отделяют его от ленточной заготовки, стыкуют его продольные кромки с образованием трубчатой заготовки и прикатывают 2.
При этом способе разделение резиновой прослойки производят одновременно с отделением слоя корда вдоль задней кромки (нити) накладываемого на сборочный барабан слоя корда и соответстве.но вдоль передней кромки (нити) следующего слоя корда. В результате передняя кромка следующего слоя корда (подаваемого из питателя кордного полотна), в которой имеется оголенная не закрытая резиной нить корда, совпадает с передней кромкой резиновой прослойки. Из-за этого при сборке каждого последующего браслета оголенная нить из передней
кромки корда появляется на внутренней стороне браслета (эта нить не может быть закрыта резиновой прослойкой, так как передние кромки корда и прослойки совпадают), что в свою очередь приводит к аварии при эксплуатации радиальных покрыщек, заключающейся в том, -что оголенная нить из первого слоя корда покрышки разрывает ездовую камеру, давление в шине резко падает и движение автомобиля становится неуправляемым.
Таким образом, качество стыка, получаемое при использовании известного способа, является неудовлетворительным из-за появления оголенной нити корда на внутренней стороне браслета в зоне стыка.
Наиболее близким по технической сущности к предлагаемому является устройство для осуществления известного способа, содержащее ус.тановленные на основании у торцов сборочного барабана манипуляторы со смонтированными на их звеньях захватами в виде неподвижных и подвижных губок, снабженных сквозной прорезью, смонтированные на тех же звеньях манипулятора, что и. захваты, пластинчатые ножи, стыковочные и дублировочные ролики и систему программного управления, связанную с манипуляторами 2.
Недостатком этого устройства является неудовлетворительное качество стыка, выражающееся в появлении оголенной нити корда на внутренней стороне браслета в зоне стыка, а также в повреждении ножом нитей корда в стыке, возникающем при их незначительном искривлении или перекосе из-за невозможности автоматического контроля положения нитей корда.
Целью изобретения является повышение качества сборки за счет предотвращения возможности оголения нити корда.
Указанная цель достигается тем, что согласно способу сборки браслетов для покрышек пневматических шин, при котором из питателя подают на сборочный барабан ленточную заготовку каркаса, состоящую из обрезиненного кордного полотна, сдублированного с резиновой прослойкой, закрепляют переднюю кромку ленточной заготовки на сборочном барабане, при вращении последнего на полный оборот наматывают слой заданной длины, отделяют его от ленточной заготовки, стыкуют его продольные «ромки с образованием трубчатой заготовки и прикатывают, при отделении намотанного на сборочный барабан слоя от ленточной заготовки сначала разделяют кордное полотно путем вырыва из него в зоне отделения части нитей корда, а затем разрезают резиновую прослойку.
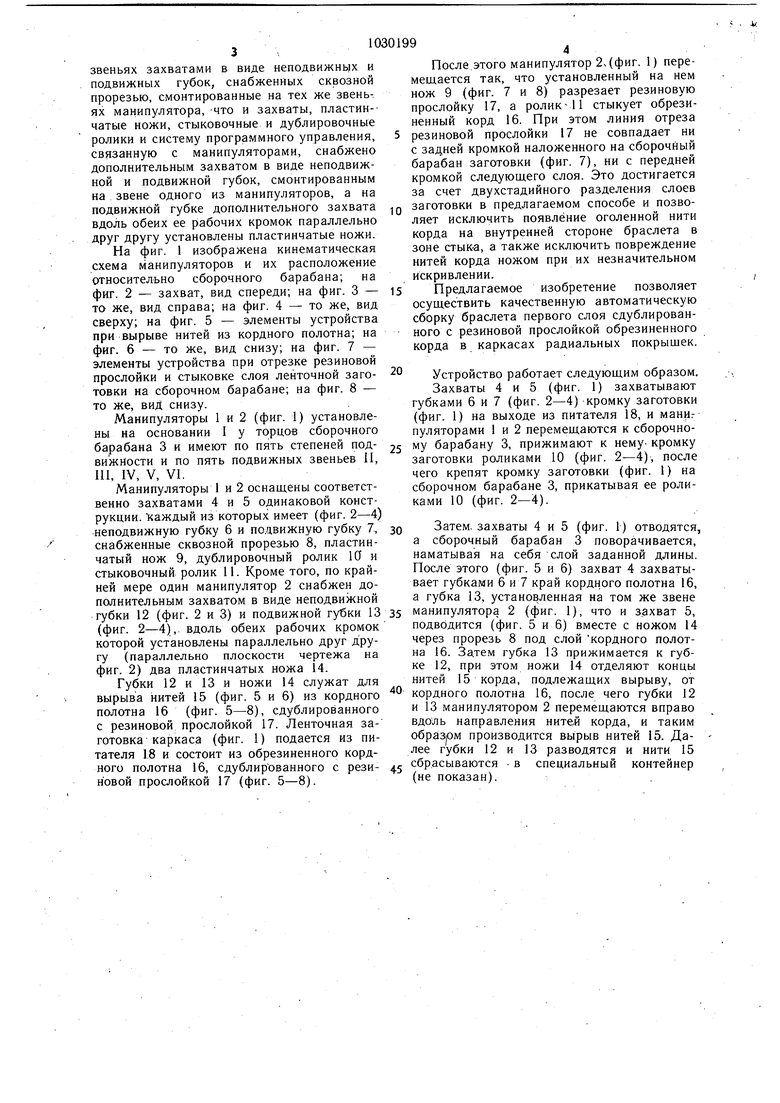
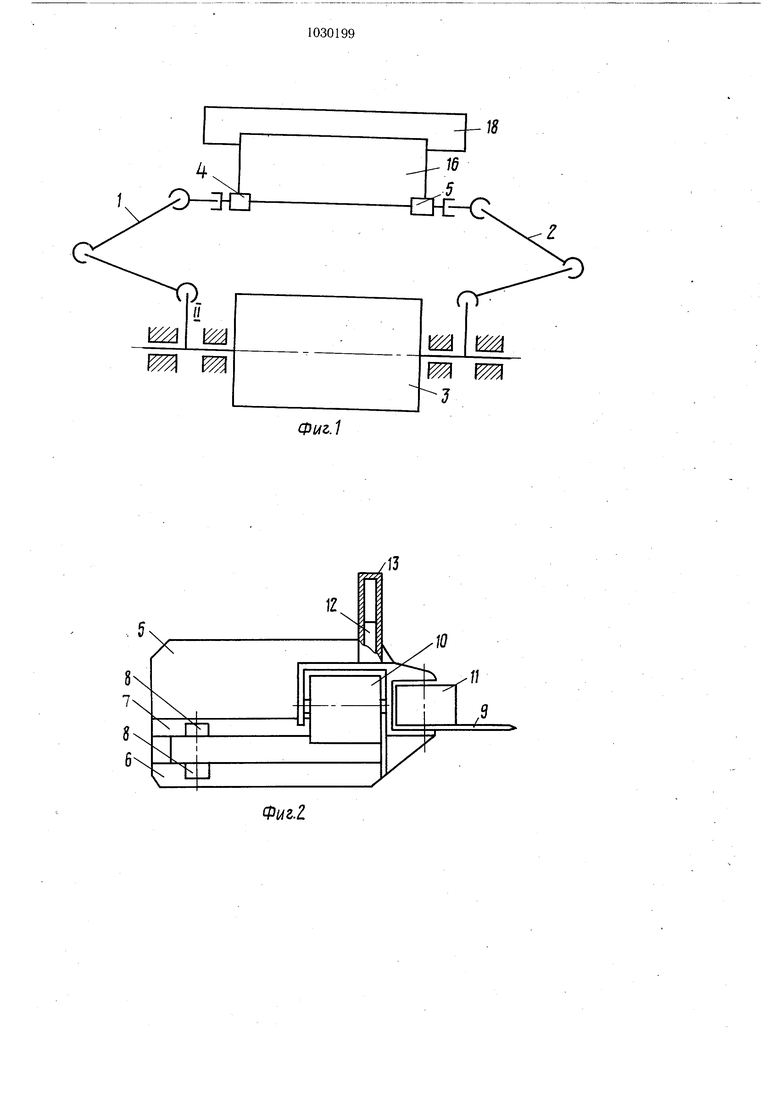
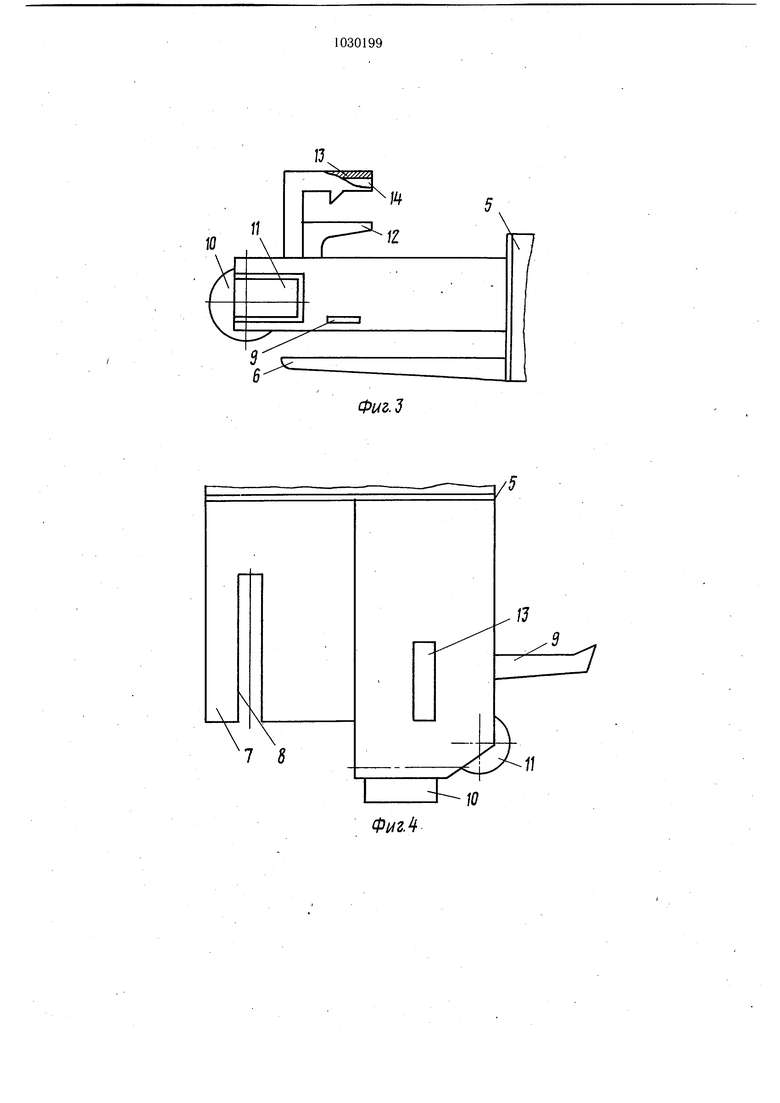
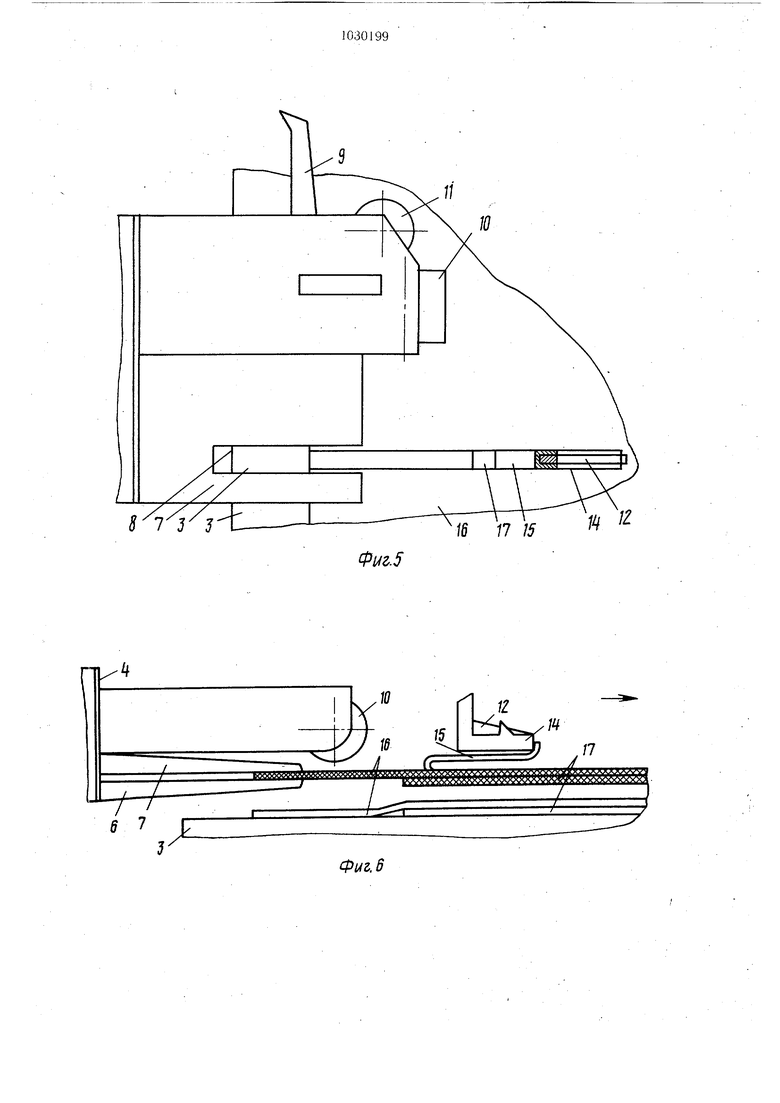
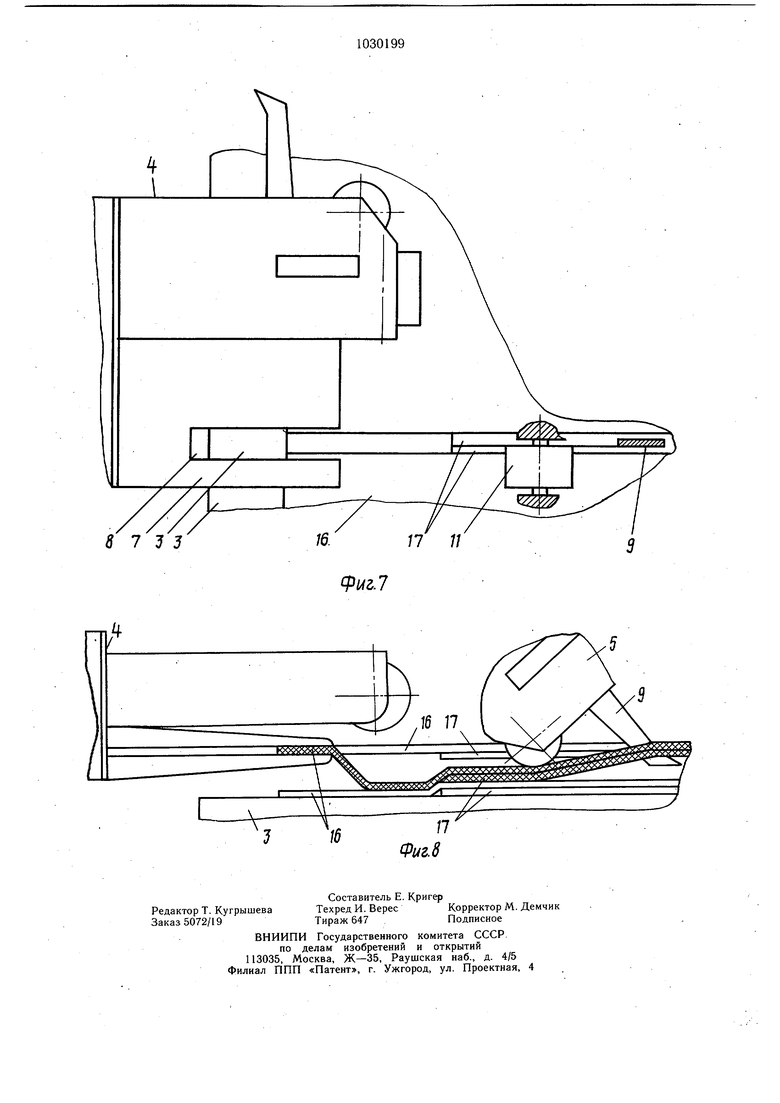
Устройство для осуществления способа сборки браслетов для покрышек пневматических шин, содержащее установленные на основании у торцов сборочного барабана манипуляторы со смонтированными на их звеньях захватами в виде неподвижных и подвижных губок, снабженных сквозной прорезью, смонтированные на тех же звеньях манипулятора, -что и захваты, пластинчатые ножи, стыковочные и дублировочные ролики и систему программного управления, связанную с манипуляторами, снабжено дополнительным захватом в виде неподвижной и подвижной губок, смонтированным на звене одного из манипуляторов, а на подвижной губке дополнительного захвата вдоль обеих ее рабочих кромок параллельно друг другу установлены пластинчатые ножи. На фиг. 1 изображена кинематическая схема манипуляторов и их расположение сугносительно сборочного барабана; на фиг. 2 - захват, вид спереди; на фиг. 3 - то же, вид справа; на фиг. 4 - то же, вид сверху; на фиг. 5 - элементы устройства при вырыве нитей из кордного полотна; на фиг. 6 - то же, вид снизу; на фиг. 7 - элементы устройства при отрезке резиновой прослойки и стыковке слоя ленточной заготовки на сборочном барабане; на фиг. 8 - то же, вид снизу. Манипуляторы 1 и 2 (фиг. 1) установлены на основании I у торцов сборочного барабана 3 и имеют по пять степеней подвижмости и по пять подвижных звеньев И, III, IV, V, VI. Манипуляторы 1 и 2 оснащены соответственно захватами 4 и 5 одинаковой конструкции, каждый из которых имеет (фиг. 2-4) неподвижную губку 6 и подвижную губку 7, снабженные сквозной прорезью 8, пластинчатый нож 9, дублировочный ролик Ш и стыковочный ролик 11. Кроме того, по крайней мере один манипулятор 2 снабжен дополнительным захватом в виде неподвижной губки 12 (фиг. 2 и 3) и подвижной губки 13 (фиг. 2-4),. вдоль обеих рабочих кромок которой установлены параллельно друг д ругу (параллельно плоскости чертежа на фиг. 2) два пластинчатых ножа 14. Губки 12 и 13 и ножи 14 служат для вырыва нитей 15 (фиг. 5 и 6) из кордного полотна 16 (фиг. 5-8), сдублированного с резиновой прослойкой 17. Ленточная заготовка каркаса (фиг. 1) подается из питателя 18 и состоит из обрезиненного корднего полотна 16, сдублирЪванного с резиновой прослойкой 17 (фиг. 5-8). После этого манипулятор 2, (фиг. 1) перемещается так, что установленный на нем нож 9 (фиг. 7 и 8) разрезает резиновую прослойку 17, а ролик-11 стыкует обрезиненный корд 16. При этом линия отреза резиновой прослойки 17 не совпадает ни с задней кромкой наложенного на сборочный барабан заготовки (фиг. 7), ни с передней кромкой следующего слоя. Это достигается за счет двухстадийного разделения слоев заготовки в предлагаемом способе и позволяет исключить появление оголенной нити корда на внутренней стороне браслета в зоне стык-а, а также исключить повреждение нитей корда ножом при их незначительном искривлении. Предлагаемое изобретение позволяет осуществить качественную автоматическую сборку браслета первого слоя сдублированного с резиновой прослойкой обрезиненного корда в каркасах радиальных покрыщек. Устройство работает следующим образом. Захваты 4 и 5 (фиг. 1) захватывают губками 6 и 7 (фиг. 2-4) кромку заготовки (фиг. 1) на выходе из питателя 18, и маниг пуляторами 1 и 2 перемещаются к сборочноЩ барабану 3, прижимают к нему- кромку заготовки роликами 10 (фиг. 2-4), после чего крепят кромку заготовки (фиг. 1) на сборочном барабане 3, прикатывая ее роликами 10 (фиг. 2-4). Затем, захваты 4 и 5 (фиг. 1) отводятся, а сборочный барабан 3 поворачивается, наматывая на себя слой заданной длины . После этого (фиг. 5 и 6) захват 4 захватывает губками 6 и 7 край кордного полотна 16, а губка 13, установленная на том же звене манипулятора 2 (фиг. 1), что и захват 5, подводится (фиг. 5 и 6) вместе с ножом 14 через прорезь 8 под слой кордного полотна 16. Затем губка 13 прижимается к губке 12, при этом ножи 14 отделяют концы нитей 15 корда, подлежащих вырыву, от кордного полотна 16, после чего губки 12 и 13 манипулятором 2 перемещаются вправо вдоль направления нитей корда, и таким бразрм производится вырыв нитей 15. губки 12 и 13 разводятся и нити 15 брасываются в специальный контейнер ( показан).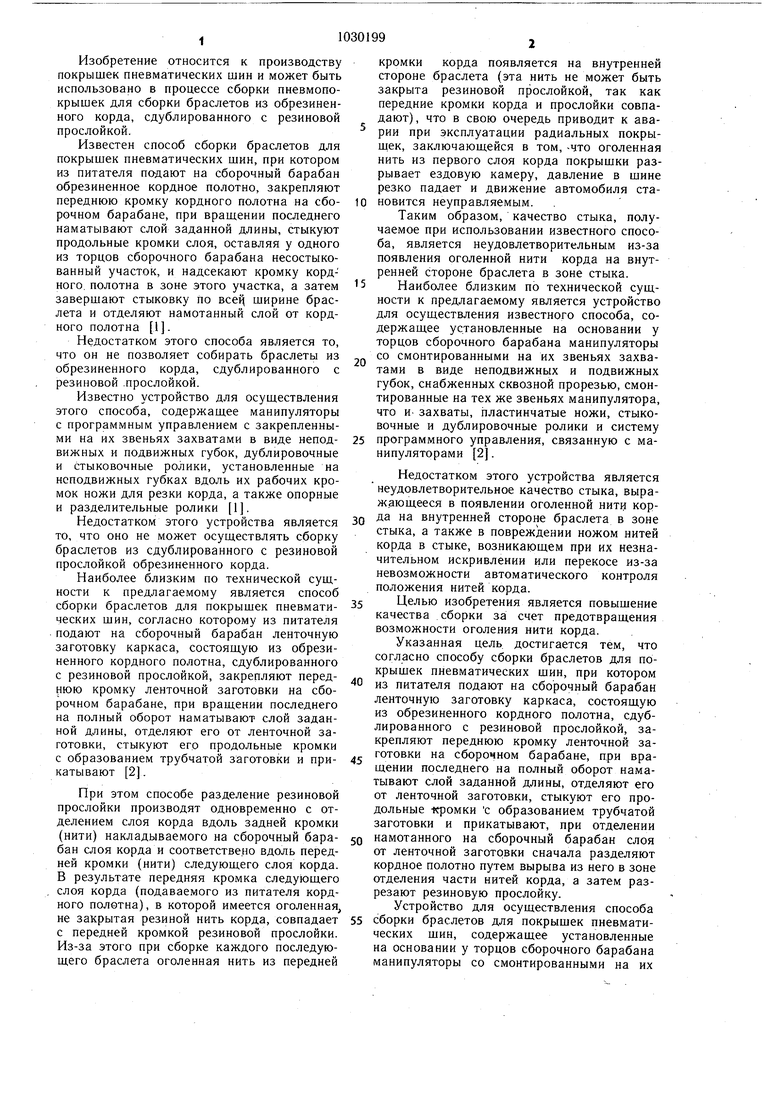
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки браслетов для покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU973393A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1981 |
|
SU1030181A1 |
| Устройство для сборки покрышек пневматических шин | 1982 |
|
SU1098822A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1980 |
|
SU939292A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| Устройство для наложения слоев кордаНА СбОРОчНый бАРАбАН | 1978 |
|
SU806464A1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2800762C1 |
| Устройство для изготовления браслетов покрышек пневматических шин | 1972 |
|
SU479655A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1980 |
|
SU929457A1 |
1. Способ сборки браслетов для покрышек пневматических шин, при котором из питателя подают на сборочный барабан ленточную заготовку каркаса, состояш,ую из обрезиненного кордного полотна, сдублированного с резиновой прослойкой, закрепляют переднюю кромку ленточной заготовки на сборочном барабане, при враш.ении последнего на полный оборот наматывают слой заданной длины, отделяют его от ленточной заготовки, стыкуют его продольные кромки с образованием трубчатой заготовки и прикатывают, отличающийся тем, что, с целью повышения качества сборки за счет предотвращения возможности оголения нити корда при отделении намотанного на сборочный барабан слоя от ленточной заготовки сначала разделяют кордное полотно путем вырыва из него в зоне отделения части нитей корда, а затем разрезают резиновую прослойку. 2. Устройство для сборки браслетов для покрышек пневматических шин, содержаш,ее установленные на основании у торцов сбррочного барабана манипуляторы со смонтированными на их звеньях захватами в виде неподвижных и подвижных губок, снабженных сквозной прорезью, смонтированные на тех же звеньях манипулятора, что и захваты, пластинчатые ножи, стыковочные и дублировочные ролики и систему програм« много управления, связанную с манипуля(Л торами, отличающееся тем, что, с целью повышения качества сборки за счет предотврашения возможности оголения нити корда, оно снабжено дополнительным захватом в виде неподвижной и подвижной губок, смонтированным на звене одного из манипуляторов, а на подвижной губке дополнительного захвата вдоль обеих ее рабочих кромок параллельно друг другу установлены пластинчатые ножи.
1Z
.. 5
X
Ю
к
.2
15
X
slll
rv
Фиг.5
1 8 rr W
Фиг,.5 / 17 /5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 3231610/23-05, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1980 |
|
SU929457A1 |
| Солесос | 1922 |
|
SU29A1 |
