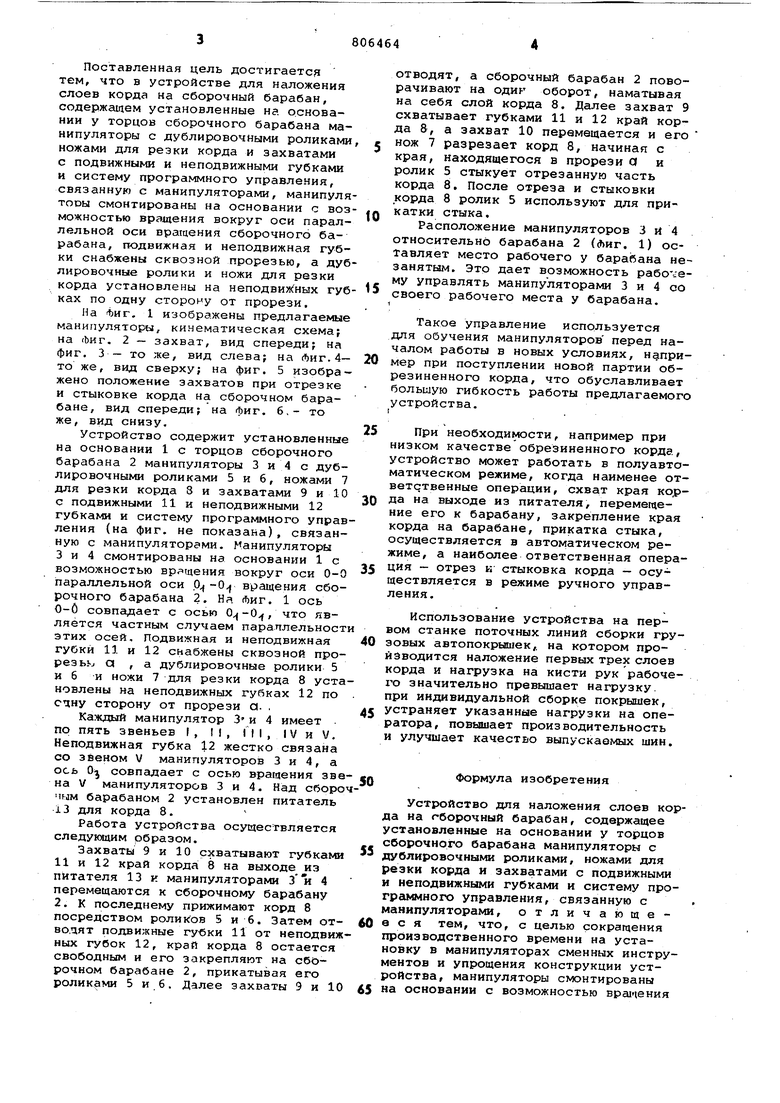
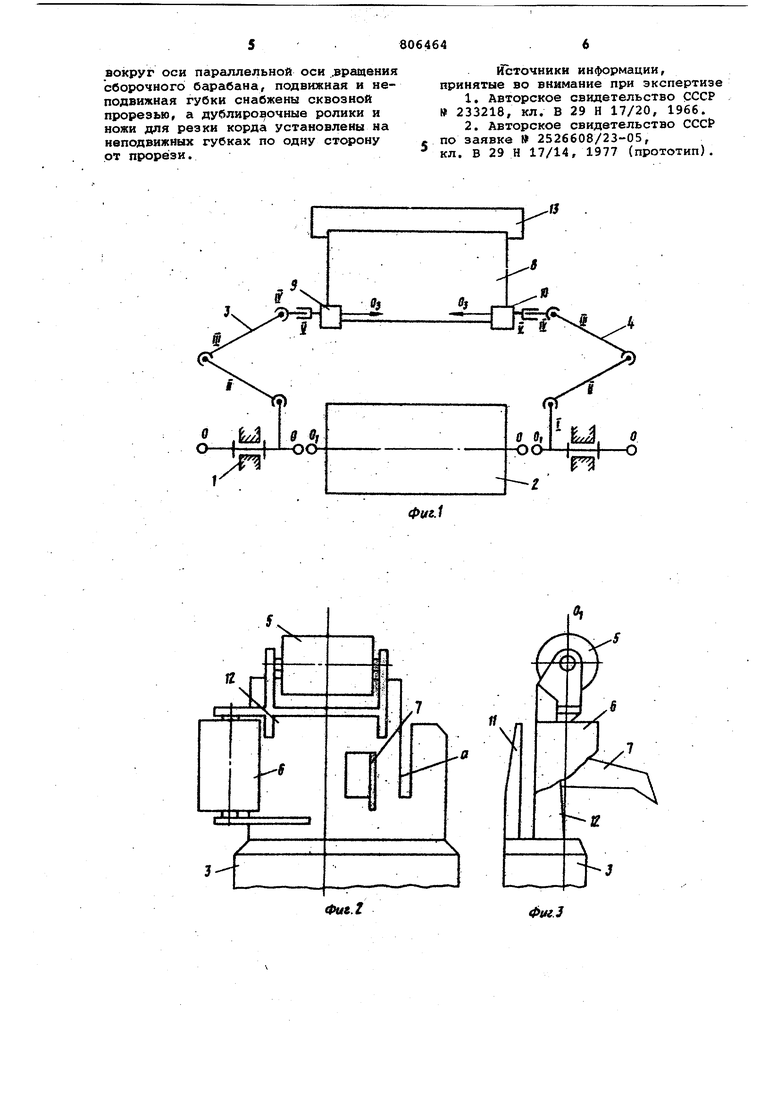
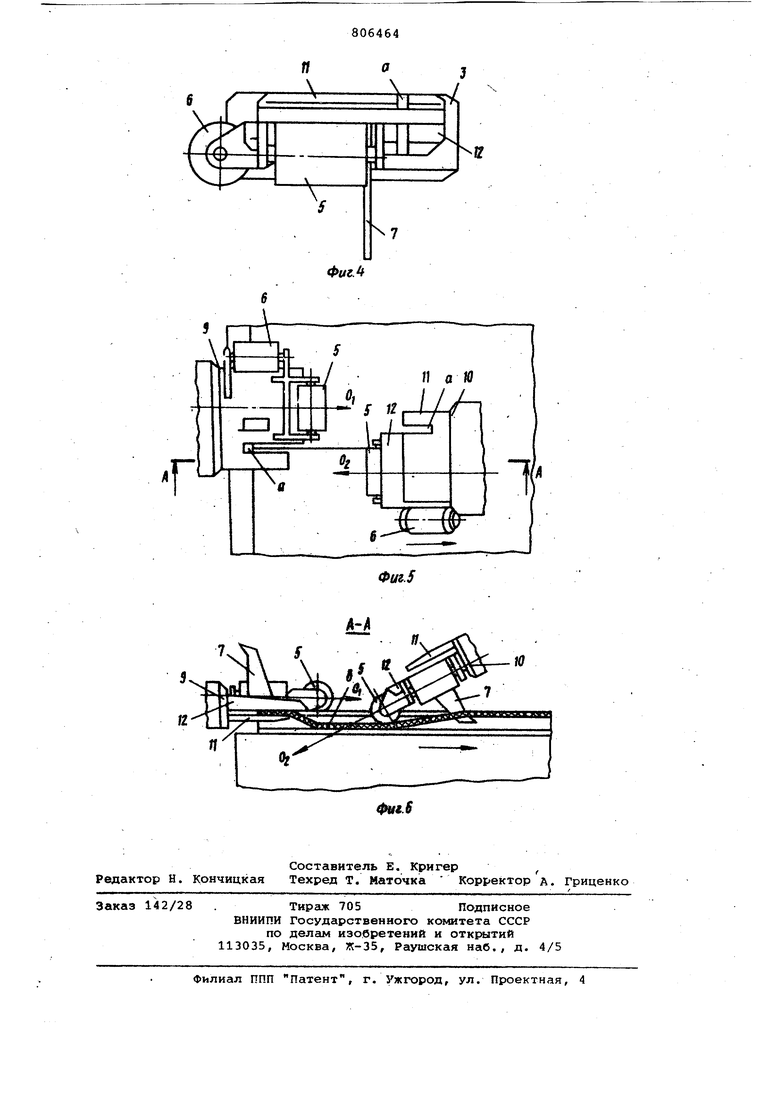
Изобретение относится к оборудованию для производства шин и быть использовано для наложения слоев корда на сборочный барабан. Известно устройство для наложения слоев корда, содержащее центрирующий лоток, дублировочный ролик, нож для резки корда, захваты подвижные и неподвижкле, выполненные в виде электро магнитов С прижимными планками. В этом устройстве подвижные захваты установлены на кронштейне над сборочным барабаном, а дублировочный ролик расположен между подвижными и неподвижными захватами 1. Недостатком этого устройства является то, что оно не позволяет учесть изменяктщихся в процессе наложения свойств корда. Различные партии об реэииэнного корда поступающие в сборочный цех могут иметь разное качество и различные физические свойства. Это ведет к низкому качеству наложения слоев корда на сборочный барабан и снижению производительности. Известно и другое устройство для наложения слоев корда на сборочшлй барабан, содержащее установленные на основании у торцов сборочного барабана манипуляторы с дублировочнымироликами, ножами для резки корда и захватами с подвижными и неподвижными губками и систему программного управления, связанную с манипуляторами. В этом устройстве манипуляторы смонтированы на верхнем конце вертикальных стоек, имеющими приводы для возвратно-поступательного перемецения в вертикальном направлении и реверсивного поворота относительно продольной оси. Стойки смонтированы на каретках с индивидуальными приводами для их возвратно-поступательного перемещения 2. Недостатком устройства является излишнее число степеней свободы и/ наличие большого количества приводов. Использование сменного инструмента ведет к потерям производственного времени при замене инструмента. Место сборщика у сборочного станка оказывается занятым, что не дает возможности сборацику быстро обслуживать манипуляторы. Цель изобретения - сокраиение производственного времени на установку в манипуляторах сменных инструментов и упрощение конструкции устройства. Поставленная цель достигается тем, что в устройстве для наложения слоев корда на сборочный барабан, содержащем установленные на основании у торцов сборочного барабана манипуляторы с дублировочными роликами ножами для резки корда и захватами с подвижными и неподвижными губками и систему программного управления, связанную с манипуляторами, манипуля торы смонтированы на основании с воз можностью вращения вокруг оси параллельной оси вращения сборочного барабана, подвижная и неподвижная губки снабжены сквозной прорезью, а дуб лировочные ролики и ножи для резки корда установлены на неподвижных губ ках по одну сторону от прорези. На Фиг, 1 изображены предлагаемые манипуляторы, кинематическая схема; на Ьиг. 2 - захват, вид спереди на фиг. 3 - то же, вид слева; на Лиг.4- то же, вид сверху; на фиг. 5 изображено положение захватов при отрезке и стыковке корда на сборочном барабане, вид спереди; на фиг. 6,- то же, вид снизу. Устройство содержит установленные на основании 1 с торцов сборочного барабана 2 манипуляторы 3 и 4 с дублировочными роликами 5 и 6, ножами 7 для резки корда 8 и захватами 9 и 10 с подвижными 11 и неподвижными 12 губками и систему программного управ ления (на фиг. не показана), связанную с манипуляторами. Манипуляторы 3 и 4 смонтированы на основании 1 с возможностью вращения вокруг оси 0-0 параллельной оси вращения сборочного барабана 2. На Фиг. 1 ось О-б совпадает с осью , что является частным случаем параллельност этих осей. Подвижная и неподвижная губки 11 и 12 снабжены сквозной прорез ьь а , а дублировочные ролики 5 и 6 -и ножи 7 для резки корда 8 уста новлены на неподвижных губках 12 по спну сторону от прорези а.. Каждый манипулятор 3и 4 имеет по пять звеньев I, И, III, IV и V. Неподвижная губка 12 жестко связана со зйеном V манипуляторов 3 и 4, а ось 0 совпадает с осью вращения зве на V манипуляторов 3 и 4. Над сборо мым барабаном 2 установлен питатель 13 для корда 8. Работа устройства осуществляется следующим образом. Захваты 9 и 10 схватывают губками 11 и 12 край корда 8 на выходе из питателя 13 и манипуляторами З 4 перемещгиотся к сборочному барабану 2. К последнему прижимают корд 8 посредством роликов 5 и 6. Затем от водят подвижные 11 от неподвиж ных губок 12, край корда 8 остается свободным и его закрепляют на сборочном барабане 2, прикатывая его роликами 5 и 6. Далее захваты 9 и 1 отводят, а сборочный барабан 2 поворачивают на одир оборот, наматывая на себя слой корда 8. Далее захват 9 схватывает губками 11 и 12 край корда 8, а захват 10 перемещается и его нож 7 разрезает корд 8, начиная с края, находящегося в прорези О и ролик 5 стыкует отрезанную часть корда 8. После отреза и стыковки корда 8 ролик 5 используют для прикатки стыка. Расположение манипуляторов 3 и 4 относительно барабана 2 (Лиг. 1) оставляет место рабочего у барабана незанятым. Это дает возможность рабочему управлять манипуляторами 3 и 4 со своего рабочего места у барабана. Такое управление используется для обучения манипуляторов перед началом работы в новых условиях, например при поступлении новой партии обрезиненного корда, что обуславливает большую гибкость работы предлагаемого устройства. При необходимости, например при низком качестве обрезиненного корда, устройство может работать в полуавтоматическом режиме, когда наименее ответственные операции, схват края корда на выходе из питателя, перемещение его к барабану, закрепление края корда на барабане, прикатка стыка, осуществляется в автоматическом режиме, а наиболее ответственная операция - отрез к стыковка корда - осуществляется в режиме ручного управления. Использование устройства на первом станке поточных линий сборки грузовых автопокрышек,, на котором производится наложение первых трех слоев корда и нагрузка на кисти рук рабочего значительно превышает нагрузку, при индивидуальной сборке покрышек, устраняет указанные нагрузки на оператора, повышает производительность и улучшает качество выпускаемых шин. Формула изобретения Устройство для наложения слоев корда на гборочный барабан, содержащее установленные на основании у торцов сборочного барабана манипуляторы с дублировочными роликами, ножами для резки корда и захватами с подвижными и неподвижными губками и систему програкмного управления, связанную с манипуляторами, отличающееся тем, что, с целью сокращения производственного времени на установку в манипуляторах сменных инструментов и упрощения конструкции устройства, манипуляторы смонтированы на основании с возможностью вршчения
вокруг оси параллельной оси .вращения сборочного барабана, подвижная и неподвижная губки снабжены сквозной прорезью, а дублировочные ролики и ножи для резки корда установлены на неподвижных губках по одну сторону от прорези.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР № 233218, кл. В 29 Н 17/20, 1966.
2.Авторское свидетельство CCCt по заявке 2526608/23-05,
кл. В 29 Н 17/14, 1977 (прототип).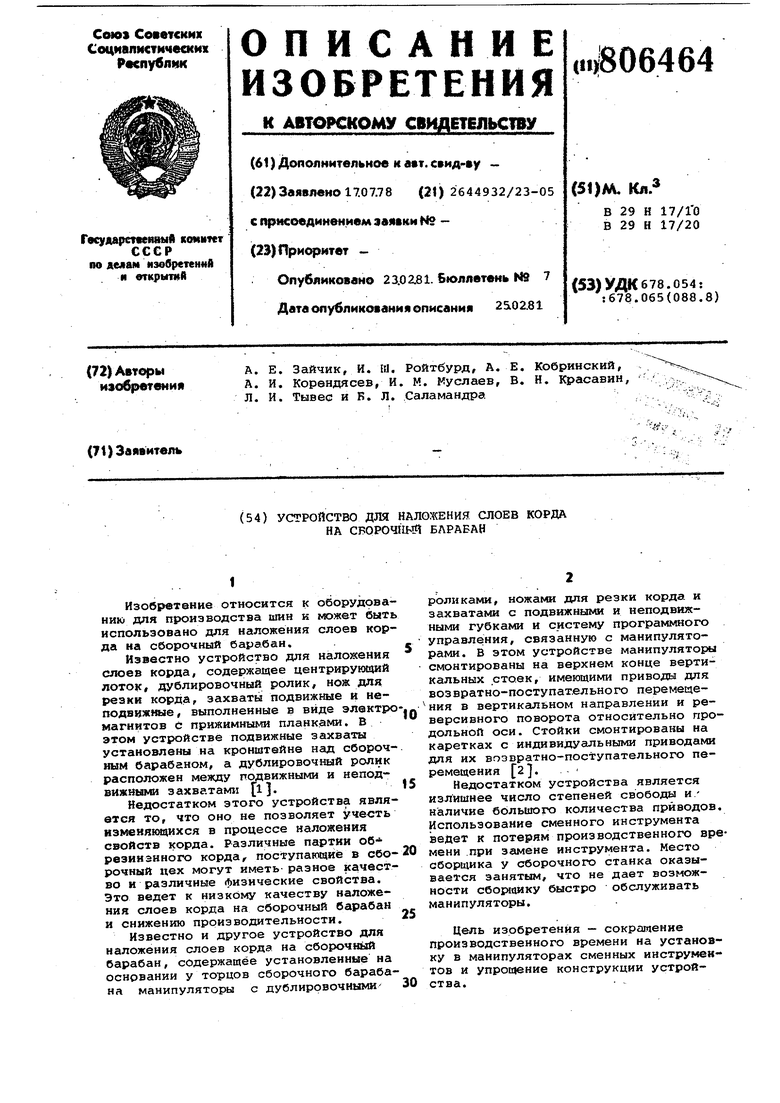
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наложения слоев корда на сборочный барабан | 1980 |
|
SU929457A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1980 |
|
SU927549A2 |
| Устройство для наложения слоев корда на сборочный барабан | 1980 |
|
SU939292A2 |
| Способ сборки браслетов для покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU973393A1 |
| Устройство для сборки покрышек пневматических шин | 1982 |
|
SU1098822A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1981 |
|
SU1030181A1 |
| Способ сборки браслетов для покрышек пневматических шин и устройство для его осуществления | 1982 |
|
SU1030199A1 |
| Устройство для подачи и наложения полос корда на сборочный барабан | 1983 |
|
SU1118545A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1989 |
|
SU1666351A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
Из
Фиг.
