Изобретение относится к оборудованию для производства шин и предназначено для сборки покрышек пневматических шин.
Известно устройство для наложения ленточных материалов на сборочный барабан, содержашее установленные на основании у торцов сборочного барабана манипуляторы со смонтированными на их звеньях захватами в виде неподвижных и подвижных губок, снабженных сквозной прорезью, установленные на тех же звеньях манипуляторов, что и захваты, по обе стороны от прорези дублировочные ролики и ножи для резки материала, и систему программного управления, связанную с манипуляторами 1. Недостатком этого устройства является то, что оно не может осушествлять наложение на сборочный барабан слоев обрезиненного корда с диагональным расположением нитей и резинотканевых ленточных материалов.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство, содержаш,ее смонтированные на основании сборочный барабан с приводом его врашения и приспособлением для удержания кромки ленточного материала на сборочном барабане и установленные с торцов сборочного барабана манипулятора со смонтированными на их звеньях захватами в виде подвижных и неподвижных губок, снабженных сквозной прорезью, закрепленные на том же звене манипулятора, на котором установлен захват, ножи для резки корда и дублировочные ролики, расположенные по обе стороны от прорези, причем один из дублировочных роликов расположенных вдоль кромок губок захватов, а на неподвижной губке каждого из захватов закреплен упорный выступ для взаимодействия с приспособлением для удержания кромки ленточного материала на сборочном барабана, подающие ленточный материал лотки и систему программного управления, связанную с, манипуляторами 2. Недостатком известного устройства является то, что оно не позволяет осуществлять манипуляторами наложения на сборочный барабан резинотканевых бортовых лент (эти операции приходится выполнять либо вручную, либо специальным устройство.м с индивидуальными приводами, в последнем случае конструкция устройства существенно усложняется), так как имеющиеся в этом устройстве приспособления для закрепления кромок материалов не позволяют закреплять кромки резинотканевых бортовых лент на сборочном барабане, а ножи для резки корда не годятся для отрезки резинотканевых бортовых лент.
Кроме того, устройство не позволяет осуществлять наложения на сборочный барабан слоев корда с диагональным расположением нитей, так как применяемый в этом устройстве способ совмещенной отрезки и
стыковки корда в случае диагональных слоев корда требует синхронной работы четырех механизмов (двух манипуляторов, питателя и привода вращения сборочного барабана),
что практически неосуществимо из-за сложности управления.
Целью изобретения является расширение функциональных возможностей устройства.
Поставленная цель достигается тем, что
устройство для сборки покрыщек пневматических шин, содержащее смонтированные на основании сборочный барабан с приводом его вращения и приспособлением для удержания кромки ленточного материала на
сборочном барабане и установленные с торцов сборочного барабана манипуляторы со смонтированными на их звеньях захватами в виде подвижных и неподвижных губок, снабженных сквозной прорезью, закрепленные на том же звене марипулятора, на котором установлен захват, ножи для резки корда и дублировочные ролики, расположенные по обе стороны от прорези, причем часть дублировочных роликов расположена вдоль кромок губок захватов, а на неподвижной губке каждого из захватов закреплен упорный выступ для взаимодействия с приспособлением для удержания кромки ленточного материала на сборочном барабане, -подающие ленточный материал лотки и систему программного управления, связанную с манипуляторами снабжено щарнирно закрепленными одними концами на тех же звеньях манипуляторов, на которых установлены захваты, ножами для резки бортовых лент и смонтированными у торцов по меньщей.мере части дублировочных роликов, расположенных вдоль кромок губок захватов, толкателями, а приспособление для удержания кромки ленточного материала на сборочном барабане снабжено Г-образным выступом для взаимодействия с упорным выступом и средством для фиксирования своего положения.
Кроме того, ножи для резки бортовых лент щарнирно соединены с подвижными губками посредством тяг, а на одном из подающих лотков, выполнены взаимно пересекающиеся прорези.
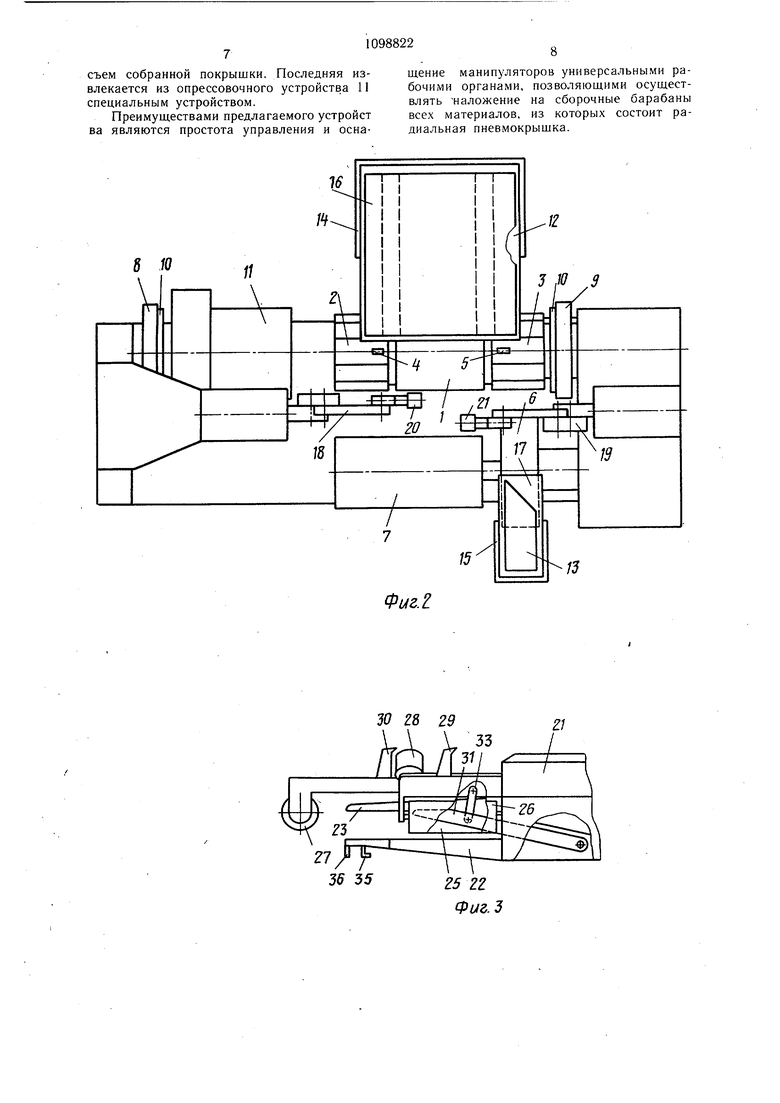
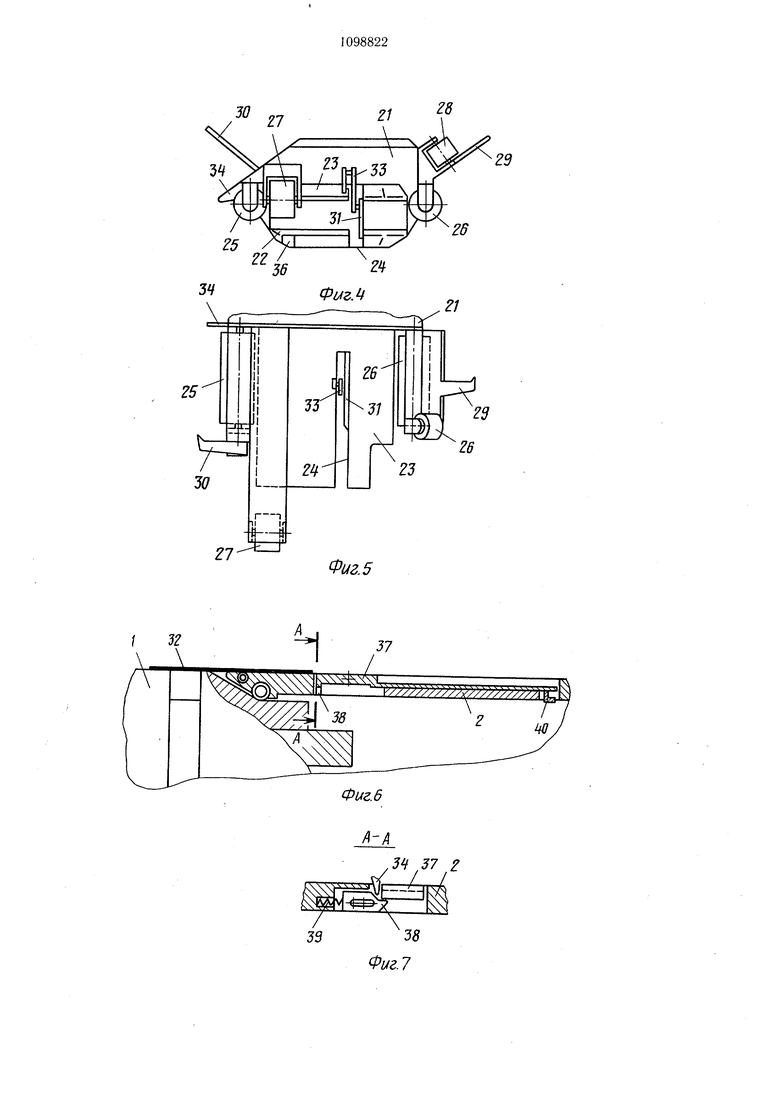
На фиг. 1 изображено устройство для сборки покрышек пневматических шин; на фиг. 2 - то же, вид сверху; на фиг. 3 - захват, вид спереди; на фиг. 4 - то же,
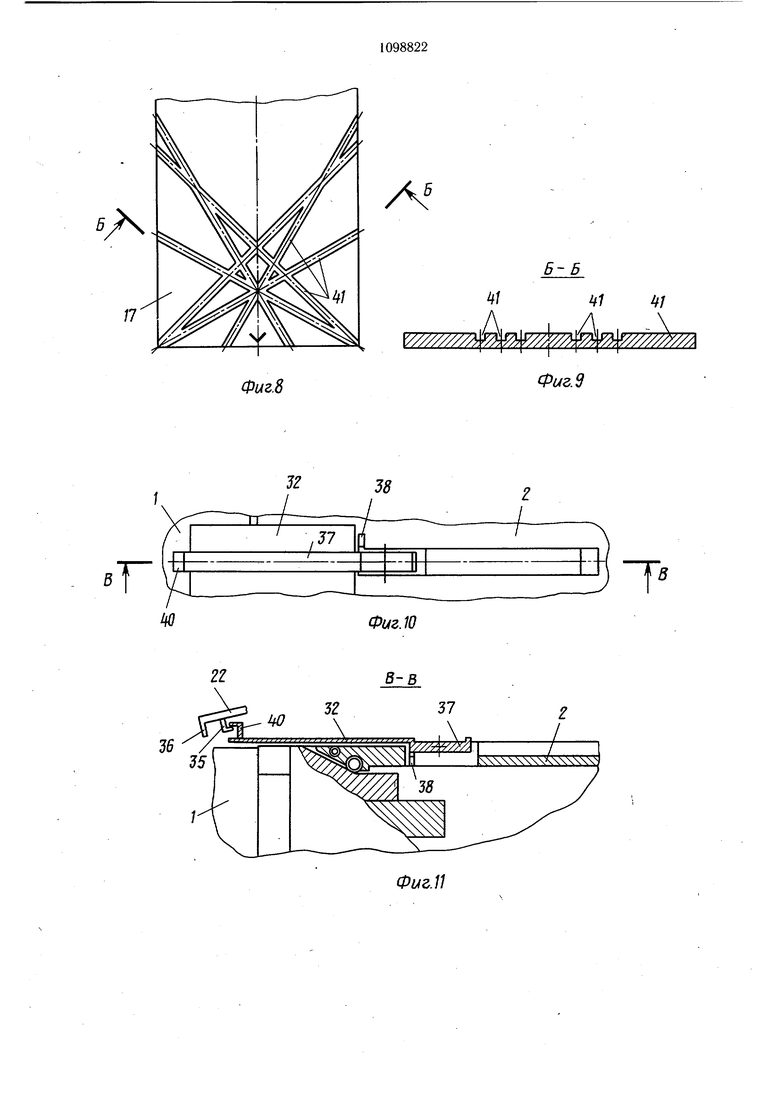
вид слева; на фиг. 5 - то же, вид сверху, (повернуто); на фиг. 6 - приспособление для ударжания кромки ленточного материала на сборочном барабане, разрез; на фиг. 7- разрез А-А на фиг. 6; на фиг. 8 - лоток;
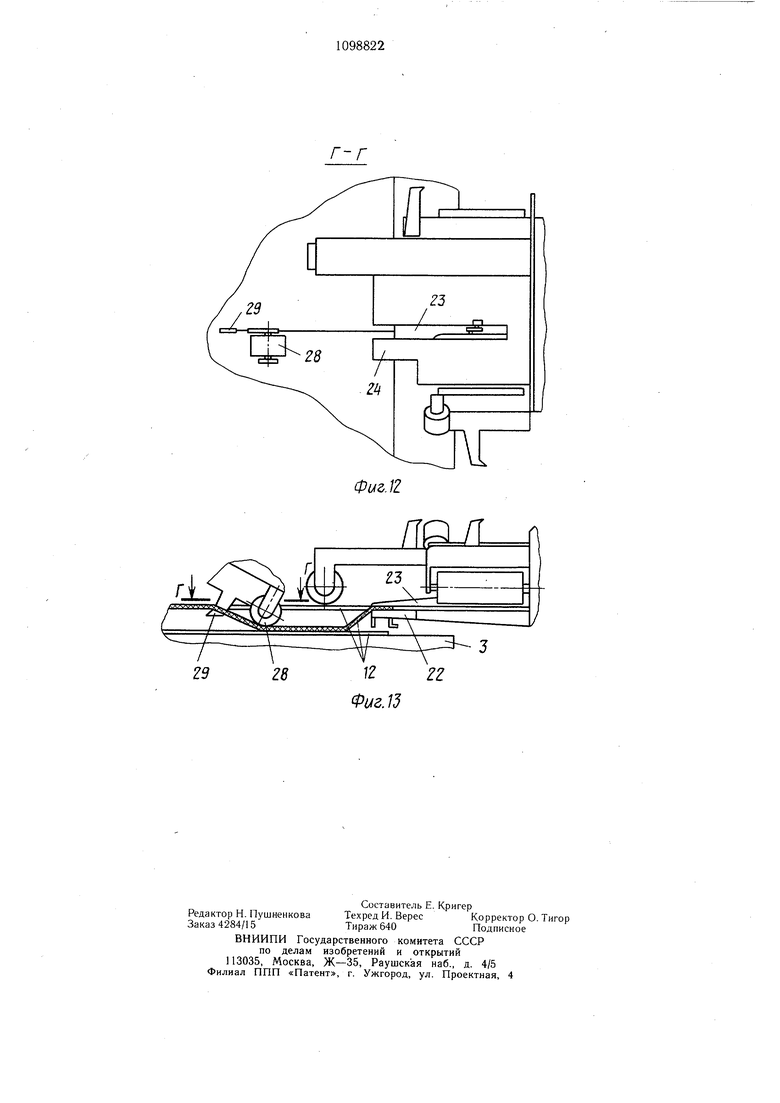
на фиг. 9 - разрез Б-Б на фиг. 8; на фиг. 10 - удержание на сборочном барабане кромки резинотканевой бортовой ленты; на фиг. 11- - разрез Б-В на фиг. 10; на фиг. 12 - разрез Г-Г на фиг. 13 (элементы устройства при отрезке и стыковке слоя обрезиненного корда с радиальным расположением нитей); на фиг. 13 - то же, вид снизу. Устройство для сборки покрышек пневматических шин содержит (фиг. 1) консольно установленный сборочный барабан 1, у торцов которого расположены дополнительные сборочные барабаны 2 и 3, конструктивно объединенные с устройствами для оформления бортов, на которых установлены приспособления 4 и 5 (фиг. 2) для удержания кромок ленточных материалов. Сборочный барабан 6 для сборки брекерно-протекторного браслета и установленный соосно с ним формующий сборочный барабан 7 расположены параллельно сборочному барабану 1. Сборочные барабаны 1, 6 и 7 снабжены индивидуальными приводами вращения (не показаны). По обе стороны от сборочного барабана 1 расположены шаблоны 8 и 9 для бортовых колец 10, снабженные индивидуальными приводами для перемещения вдоль оси сборочного барабана 1. Для опрессовки собранных узлов покрышки служит опрессовочное устройство 11, одновременно выполняющее функции перекладчика для снятия и установки заготовок покрышек на сборочных барабанах. Ленточньге материалы, например слои корда 12, с радиальным расположением нитей и брекера 13 (фиг. 1) подаются на сборные барабаны 1 и 6 из питателей 14 и 15 кареточного типа с подающих лотков 16 и 17. Питатель 14 установлен на карусели (не показана), на которой установлены и другие питатели (не показаны) для подачи материалов на сборочный барабан 1, причем нужный питатель подводится к сборочному барабану 1 путем поворота карусели на определенный угол. Питатель 15 вместе с другими питателями для подачи материалов на сборочный барабан 6 установлен на другой карусели (не показано).. Манипуляторы 18 и 19 установлены над сборочными барабанами 1, 6 и 7 у их торцов и имеют по пять степеней подвижности и по пять подвижных звеньев и снабжены захватами 20 и 21. Конструкция захвата 21 показана на фиг. 3-5, а захват 20 имеет симметричную конструкцию. Каждый захват 20 и 21 имеет неподвижную 22 и подвижную 23 губки, снабженные сквозной прорезью 24. Вдоль кромок губок 22 и 23 установлены дублировочные ролики 25-27, а над губками установлены дублировочный ролик 28, нож 29 для резки радиальных слоев корда и нож 30 для резки диагональных слоев корда (брекера). На несущем захвате -звене каждого манипулятора между губками 22 и 23 шарнирно установлен нож 31 для резки бортовых лент 32 (фиг. 6, 10 и 11), приводимый в действие от подвижной губки 23 через тягу 33. У торца дублировочного ролика 25 установлен толкатель 34 для взаимодействия с приспособлением 5(4). На неподвижной губке 22 захвата имеется упорный 35 и вспомогательный 36 выступы предназначенные для взаимодействия с приспособлением 5(4) при приведении последнего в исходное положение до закрепления кромки материала. Конструкция приспособления 4 показана на фиг. 6, а приспособление 5 имеет симметричную конструкцию. Оба приспособления (фиг. 6, 7, 10 и 11) содержат установленную с возможностью вращения на донолнительном сборочном барабане 2(3) заподлицо с его поверхностью прижимную пластину 37, подпружиненную пружиной (не показана), под действием которой пластина 37 в свободном юложенин всегда поворачивается против часовой стрелки до упора. Для предотвращения самопроизвольного вращения пластины 37 на внутренней стороне дополнительного сборочного барабана 2(3) установлена с аозможностью возвратно-поступательного движения профилированная пластина 38, подпружиненнная пружиной 39, под действием которой пластина 38 всегда перемещается (фиг. 7) вправо до упора. Прижимная пластина снабжена Г-образным выступом 40, взаимодействующим с упорным выступом 35 при приведении пластины 37 в исходное положение. Лоток 17 снабжен взаимопересекающимися прорезями 41 для прохода ножа 30 при отрезке диагональных слоев корда (брекера) 13. Различные прорези 41 используются при различных углах закроя слоев брекера. Устройство работает следующим образом. После установлен; бортовых колец 10 (фиг. 1, 2) в шаблоны 8 и 9 осуществляется наложение на сборочный барабан бортовых лент. При этом оба манип лято|д.а 18 и 19 действуют синхронно и каждый из них выполняет полностью все операции по наложению одной из двух бортовых лент на сборочный барабан. Кромка бортовой ленты 32 (фиг. 6, 10 и 11); захватывается губками 22 и 23 (фиг..З5), точнее теми частями рабочих поверхностей губок, которые расположены под роликом 25, перемещается к сборочному барабану 1 (фиг. 1 и 2) и прижимается к нему и к примыкающему к нему дополнительному сборочному барабану 2(3) роликом 25 (фиг. 3-5), после чего губка 23 отводится от губки 22, освобождая кромку ленты 32 от захвата, ролик 25 прикатывает кромку ленты, расправляя ее, а толкатель 34 передвигает спрофилированную пластину 38, освобождая прижимную пластину 37, которая под действием пружины поворачивается (на фиг. 6 - против часовой стрелки) и прижимает кромку бортовой ленты 32 к сборочным барабанам 1 и 2(3). Далее барабаны 1-3 делают оборот, наматывая на себя обе бортовые ленты, после чего манипулятор 18(19) устанавливается в положение, в котором лента 32 располагается между губкой 22 и ножом 31 (губка 22 располагается под лентой 32), причем нож 31 несколько смещен относительно удерживаемой кромки бортовой ленты 32 в направлении подачи ленты с целью обеспечения необходимого нахлеста в стыке, ролик 26 прижимает ленту 32 к сборочным барабанам 1 и 2 (3) губка 23 прижимается к губке 22 и при этом через тягу 33 приводит в движение нож 31, который, взаимодействуя с губкой 22, отрезает ленту 32, которая затем стыкуется роликом 26. После этого упорный выступ 35 (фиг. 11) вводится в зацепление с Г-образным выступом 40 на прижимной пластине 37 и приводит последнюю во вращение, а после того, как пластина 37 повернулась примерно на ,90°, она входит в зацепление с выступом 36, под действием которого окончательно устанавливается в исходное положение, в котором фиксируется пластиной 38, перемещающейся под действием пружины 39. Перед началом наложения на сборочный барабан радиального слоя корда 12 питатель 14 устанавливается у сборочного барабана 1 (фиг. 1). Затем кромка корда 12 захватывается с лотка 16 губками 22 и 23 захватов 20 и 21, которые расположены под роликом 27, перемещается к сборочному барабану 1, прижимается к сборочным барабанам 2 и 3 роликами 27, после чего губки 23 отводятся от губок 22, освобождая кромку корда 12 от захвата, а ролики 27 дублируют кромку корда 12 к бортовым лентам 32, уложенным ранее на сборочный барабан. После этого манипуляторы отводятся, а сборочные барабаны 1-3 поворачиваются на один оборот, наматывая на себя слой корда. Затем неподвижная губка 22 захвата 21 устанавливается под нависающим над сборочным барабаном 3 слоем корда 12 и над уложенной на сборочном барабане кромкой корда с некоторым смещением прорези 24 в направлении подачи корда для обеспечения необходимого нахлеста в стыке, а губка 23 прижимается к губке 22, захватывая корд 12. Далее манипулятор 19 перемещается так, что установленный на нем нож 29 отрезает корд. начиная с края, расположенного в прорези 24, а ролик 28 стыкует отрезанную часть корда. Окончательная стыковка корда и прикатка стыка осуществляются роликами 27. Аналогичным способом накладывается необходимое число слоев корда. Затем сборочный барабан 1 раздвига,ется, образуя плечевые зоны, на которые осуществляется посадка бортовых колец 10 шаблонами 8 и 9. Далее известным способом осуществляется оформление бортов, а наложение остальных ленточных материалов в зависимости от их размеров и конфигурации осуществляется либо аналогично наложению бортовых лент, либо аналогично наложению слоев корда. На этом сборка каркаса заканчивается, он опрессовывается опрессовочным устройством 11, снимается последним со сборочного барабана И и устанавливается на формующем сборочном барабане 7. Наложение слоя брекера на сборочном барабане 6 производится в следующем порядке. Кромка брекера 13 захватывается на лотке 17 у имеющего заостренную форму края брекера губками 22 и 23| захвата 20 (21), перемещается к сборочному барабану 6 и прижимается к нему роликом 26, после чего губка 23 отводится от губки 22, освобождая кромку от захвата, а ролик 26 прикатывает кромку к поверхности барабана 6. Закрепление кро.мки брекера на барабане 6 осуществляется благодаря взаимодействию металлокорда с встроенным в барабан 6 постоянным магнитом (не показан). Затем сборочный барабан поворачивается на определенный угол, благодаря чему отмеривается слой необходимой длины, а нож 30 одного из манипуляторов проходит через одну из прорезей 41, соответствующую углу закроя брекера 13. Далее задняя кромка брекера 13 захватывается губками захвата 21(20) и приподнимается над лотко.м 17, который отводится, после чего задняя кромка брекера 13 прижи.мается к барабану 6 роликом 25 манипулятора 19, губка 23 захвата 21 отводится от губки 22, свобождая заднюю кромку брекера от захвата, а ролик 25 прикатывает заднюю кромку брекера 13, укладывая ее таким образом «встык с передней кромкой. Затем стык прикатывается роликами 26 и 27. Наложение второго слоя брекера на сборочный барабан 6 производится аналогично первому за исключением того, что при отрезке брекера на лотке 17 используется другая прорезь 41, расположенная симметрично (относительно продольной оси лотка 27 прорези,использовавшейся при отрезке первого слоя брекера, и пересекающая ее. Наложение на сборочный барабан 6 мерной заготовки протектора (не показан) производится так же, как наложение слоя брекера, кроме отрезки, которую производить не требуется. После этого брекерно-протекторный браслет опрессовывается устройством И, снимается им со сборочного барабана 6 и перемещается к сборочному барабану 7, на котором известным способом производится формование каркаса, его соединение с брекерно-проекторным браслетом, опрессовка и
съем собранной покрышки. Последняя извлекается из опрессовочного устройства 11 специальным устройством.
Преимуществами предлагаемого устройст ва являются простота управления и оснащение манипуляторов универсальными рабочими органами, позволяющими осуществлять наложение на сборочные барабаны всех материалов, из которых состоит радиальная пневмокрыщка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наложения слоев корда на сборочный барабан | 1981 |
|
SU1030181A1 |
| Способ сборки браслетов для покрышек пневматических шин и устройство для его осуществления | 1982 |
|
SU1030199A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1980 |
|
SU939292A2 |
| Устройство для наложения слоев корда на сборочный барабан | 1980 |
|
SU929457A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1980 |
|
SU927549A2 |
| Способ сборки браслетов для покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU973393A1 |
| Устройство для наложения слоев кордаНА СбОРОчНый бАРАбАН | 1978 |
|
SU806464A1 |
| Устройство для подачи и наложения полос корда на сборочный барабан | 1983 |
|
SU1118545A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1989 |
|
SU1666351A1 |
| Устройство для наложения металлокордного брекера на сборочный барабан | 1981 |
|
SU1187708A3 |
1. УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, содержащее смонтированные на основании сборочный барабан с приводом его вращения и приспособлением для удержания кромки ленточного материала на сборочном барабане и установленные с торцов сборочного барабана манипуляторы со смонтированными на их звеньях захватами в виде подвижных и неподвижных губок, снабженных сквозной прорезью, закрепленные на том же звене манипулятора, на котором установлен захват, ножи для резки корда и дублировочные ролики, расположенные по обе стороны от прорези, причем часть дублировочных роликов расположена вдоль кромок губок захватов, а на неподвижной губке каждого из захватов закреплен упорный выступ для взаимодействия с приспособлением для удержания кромки ленточного материала на сборочном барабане, подающие ленточный материал лотки и систему программного управления, связанную с манипуляторами, отличающееся тем, что, с целью расширения функциональных возможностей устройства, оно снабжено щарнирно закрепленными одними концами на тех же звеньях манипуляторов, на которых установлены захваты, ножами для резки бортовых лент и смонтированными у торцов по меньшей мере части дублировочных роликов, расположенных вдоль кромок губок захватов, толкателями, а приспособление для удержания кромки ленточного материала на сборочном барабане снабжено Г-образным выступом для взаимодействия с упорным выступом и средством для фиксирования своего положения. 2.Устройство по п. 1, отличающееся тем, что ножи для резки бортовых лент шарнирно соединены с подвижными губками посредством тяг. 3.Устройство по п. 1, отличающееся тем, что на одном из подающих лотков выполнены взаимно пересекающиеся прорези.
36 35
W гв 29
w
Фиг. 5
55
54-57 .
StfcS
vS
s
Фиг. 7
Фиг.в
/
Б- Б
4f
В-в
Фиг.П
яол
W
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1980 |
|
SU929457A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке № 3379653/23-05, кл | |||
| Солесос | 1922 |
|
SU29A1 |
