Известны автоматические групповые поточные линии с многооперационными конвейерами, которые содержат транспортировочные параллельные линии с общим поводковым транспортером. Однако эти поточные линии сложны по конструкции.
Отличительной особенностью описываемой автоматической групповой поточной линии, например, для разнотипных колец подшипников является то, что между двумя рядами станков устанавливается для каждой технологической операции один многооперационный с поводковым транспортером конвейер прямоугольной формы, выполненный в виде вертикальных и горизонтальных замкнутых питающих секций с направляющими желобами, которые снабжены приемно-передающими механизмами в вертикальных секциях и распределительно-отводящи1ми механизмами в горизонтальных секциях. Смежнь е вертикальные секции конвейеров снабжены передающими многожелобчатыми лотками с рычажно-эксцентриковым запирающим устройством. Групповая поточная линия такой конструкции является более простой, экономичной, удобной в эксплуатации и занимает меньшую площадь.
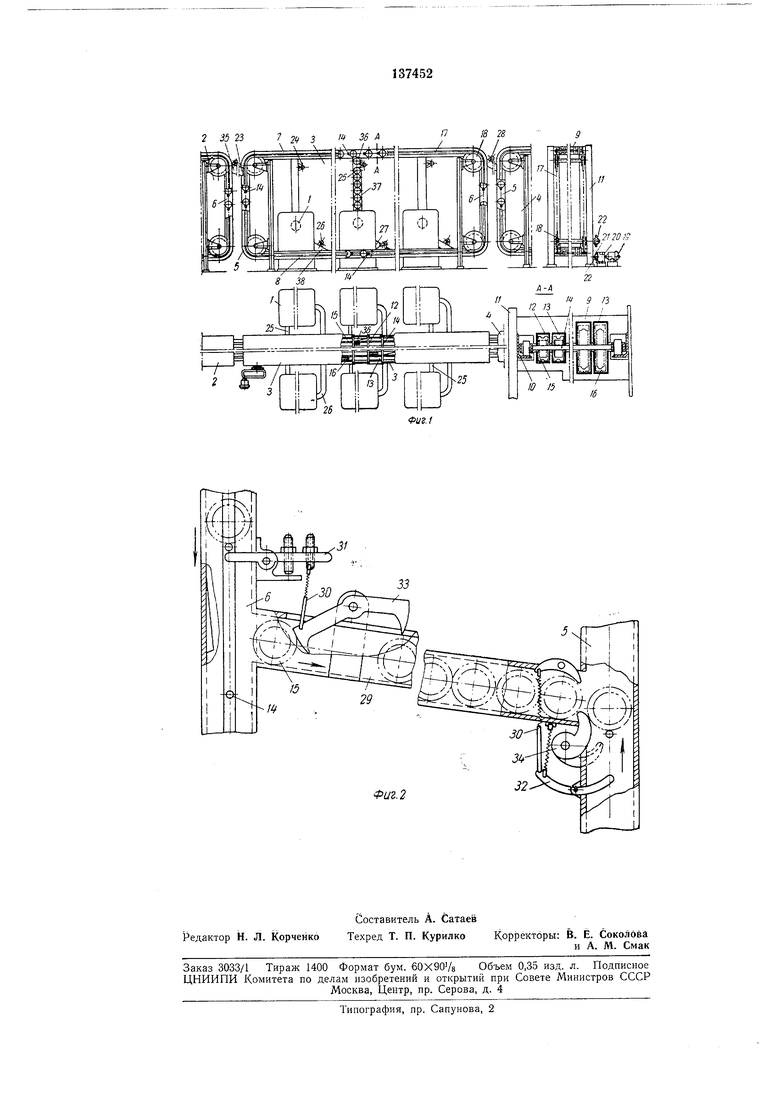
Для каждой технологической операции между двумя рядами станков / расположены многоонерационные конвейеры 2, 3 - 4 прямоугольной формы, выполненные в виде питающих замкнутых вертикальных и горизонтальных рабочих секций 5, 6, 7 и 8 с. направляющими многожелобчатыми лотками 9. Лотки, состоящие из двух половин, монтируются на угольниках 10, закрепленных на стойках 11.
В нриемно-распределительных и отводящих желобах 12 и 13 посредством поводков 14 перемещаются кольца подшипников 15 и 16. Поперечно расноложенные в пазах лотков поводки 14 соединяют две бесконечные цепи 17,
находящиеся в зацеплении со звездочками 18, которые приводятся во вращение от электродвигателя 19 через редуктор 20 цепью 21 и звездочками 22. Высота и ширина желобов 12 и 13 конвейеров зависят от диаметра транспортируемых деталей.
Вертикальная секция 5 конвейера снабжена механизмом 23, предназначенным для приема заготовок, поступающих с конвейера 2 нредыдущей технологической операции. Верхняя горизонтальная секция 7 снабжена распределительными механизмами 24, направляющими заготовки 25 на каждый ряд обрабатывающих станков. Нижняя горизонтальная секция 8 имеет механизмы 26 отвода обработанных демеханизм 28 передачи обработанных деталей на конвейер 4 посочедующей технологической операции.
Групповые передающие механизмы, выполненные в виде многожелобчатых лотков 29, предназначены для одновременного отвода деталей нескольких тнпо-размеров из секции 6 конвейера 3 данной операции и для непосредственной передачи их в секцию о конвейера 4 последующей операции. На входе и выходе лотков 29 монтируются подпружиненные, кинематически связанные между собой при помощи тяг 30, шарнирно закрепленные коромысла 31, 32 н 33 и свободно вращающиеся вокруг оси блокирующие эксцентрики 34, также взаимодействующие между собой и препятствующие поступлению деталей при заполнении вертикальной секции конвейера 4 или передающего многожелобчатого лотка 29.
Весь комплекс подъемно-транспортных операций осуществляется в зоне действия каждого из, многооперационных конвейеров, обслуживающих группу станков одноименных технологических операций. Заготовки из бункера или полуфабрикаты из вертикальной секции конвейера 2 по гравитациоиному лотку 35 поступают через приемный механизм 23 в соответствующий желоб 12 вертикальной секции 5 конвейера 3. Далее заготовки поводками 14 транспортера передаются в распределительную секцию 7 конвейера.
Против каждого из станков /, распололсенных вдоль конвейера с обеих его сторон, в желобах 12 горизонтальной секции 7 выполнены люки 36 с механизмом 24 выдачи колец, при срабатывании которого детали по желобу 37 скатываются к загрузочным позициям станков. Обработанные детали с загрузочной позиции скатываются по желобу 38 к механизму 26 отвода деталей, нри срабатывании которого детали передаются в желобы 13 отводящей секции конвейера. Передача обработанных деталей данной операции на конвейер 4 последующей технологической операции осуществляется механизмом 28 передачи деталей.
Предмет изобретения
1.Автоматическая групповая поточная линия с многооперационными конвейерами, состоящая из нескольких параллельных линий
для транспортировки, например, разнотипных колец подшипников с общим поводковым транспортером, отличающаяся тем, что, с целью упрощения механизмов, уменьшения занимаемой площади и снижения стоимости и эксплуатации ее, она состоит из двух рядов станков с размещением между ними для каждой технологической операции многооперационных конвейеров прямоугольной формы в виде ряда питающих замкнутых
вертикальных и горизонтальных рабочих секций с направляющими желобами, снабженными приемно-передающими механизмами в вертикальных секциях и распределительно-отводящими механизмами в горизонтальных
секциях, при этом принудительное перемещение подвижного запаса колец производится при помощи поводкового транспортера.
2.Поточная линия по п. 1, отличающаяся тем, что для передачи колец по линии от одного конвейера к другому без применения самостоятельных приводных транспортеров и подъемных устройств смежные вертикальные секции конвейеров снабжены передающими многожелобчатыми лотками, имеющими на
входе и выходе подпружиненные, кинематически связанные мелсду собой при помощи тяг, шарнирно закрепленные коромысла и свободно вращающиеся вокруг оси блокирующие эксцентрики, взаимодействующие между собой
и препятствующие поступлению деталей при заполненной вертикальной секции транспортера или передающего многожелобчатого лотка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Групповая автоматическая поточная линия | 1950 |
|
SU97213A1 |
| МНОГОЖЕЛОБЧАТЫЙ ТРАНСПОРТЁР | 1945 |
|
SU69435A1 |
| Устройство для сбора и транспортировки пакетов | 1982 |
|
SU1030275A1 |
| РАСПРЕДЕЛИТЕЛЬНО-СБОРОЧНЬ!Й ТРАНСПОРТЕР | 1968 |
|
SU221561A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ВАЛЯНОЙ ОБУВИ | 1964 |
|
SU165312A1 |
| Гибкая автоматическая линия | 1989 |
|
SU1662808A1 |
| РАСПРЕДЕЛИТЕЛЬНО-СБОРОЧНЫЙ ТРАНСПОРТЕР | 1968 |
|
SU210021A1 |
| Автоматизированный участок | 1980 |
|
SU917911A1 |
| КОНВЕЙЕРНАЯ СИСТЕМА УНИВЕРСАЛЬНАЯ БЛОЧНО-ИНТЕГРАЛЬНО-СЕКЦИОННАЯ ЗООПЕРЕРАБАТЫВАЮЩАЯ | 2002 |
|
RU2239982C2 |
| Автоматическая поточная линия для транспортировки деталей | 1952 |
|
SU98523A1 |
Фиг.2
