(54) УСТРОЙСТВО ДЛЯ АВТСМАТИЧЕСКОГО ЗАПУСКА И РЕГУЛИРОВАНИЯ УРОВНЯ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ МАШИНЫ НЕПРЕРЫВНОГО
1
Устройство относится к черной металлургии, а точнее - к- машинам непрерывного литья стали (МНЛС), работающих самостоятельно или в общей линии с прокатньм станом и другими механизмами, связанных непрервашным слитком.
Известно устройство регулирования уровня, которое содержит измеритель уровня жидкого металла,задатчик уров-0 ня, регулятор уровня, релейный индикатор заданного уровня, электропривод тянуших валков или систему мно1годвигательного электропривода механизмов МНЛС - качания кристаллизатора, тяну-15 ших валков и перемещения затравки, на которые помимо общего сигнала задания скорости воздействует сигнал с выхода регулятора уровня жидкого металла 1.20
Недостатки устройства состоят в том, что механизмам МНЛС скорость задается оператором с поста управления и, как правило, к моменту автозапуска не соответствует скорости 25 поступления струи жидкого металла в кристаллизатор, что приводит к излишней колебательности системы регулирования при выравнивании скоростей поступления струи жидкого металла в 30 ЛИТЬЯ СТАЛИт
кристаллизатор и вытягивания слитка и установления заданного уровня жидкого металла в кристаллизаторе. При наличии в устройстве интегральной части регулятора уровня разница скоростей вытягивания слитка и поступления струи жидкого металла в кристаллизатор, вызванная различными причинами (например, из-за ошибки оператора в выборе скорости, изменения уровня жидкого мета.пла в промежуточной емкости и др.), устраняется за счет интегральной части регулятора уровня, однако, после прекращения подачи струи жидкого металла в кристаллизатор вход регулятора уровня отключается и тогда возможно изменение выходного сигнала регулятора из-за дрейфа нуля его усилителя.
Отмеченные недостатки отрицательно сказываются на качестве непрерывного слитка .и являются одной из причин прорывов жидкого металла.
Цель изобретения - улучшение качества регулирования уровня металла в кристаллизаторе и предотвращение прорывов.
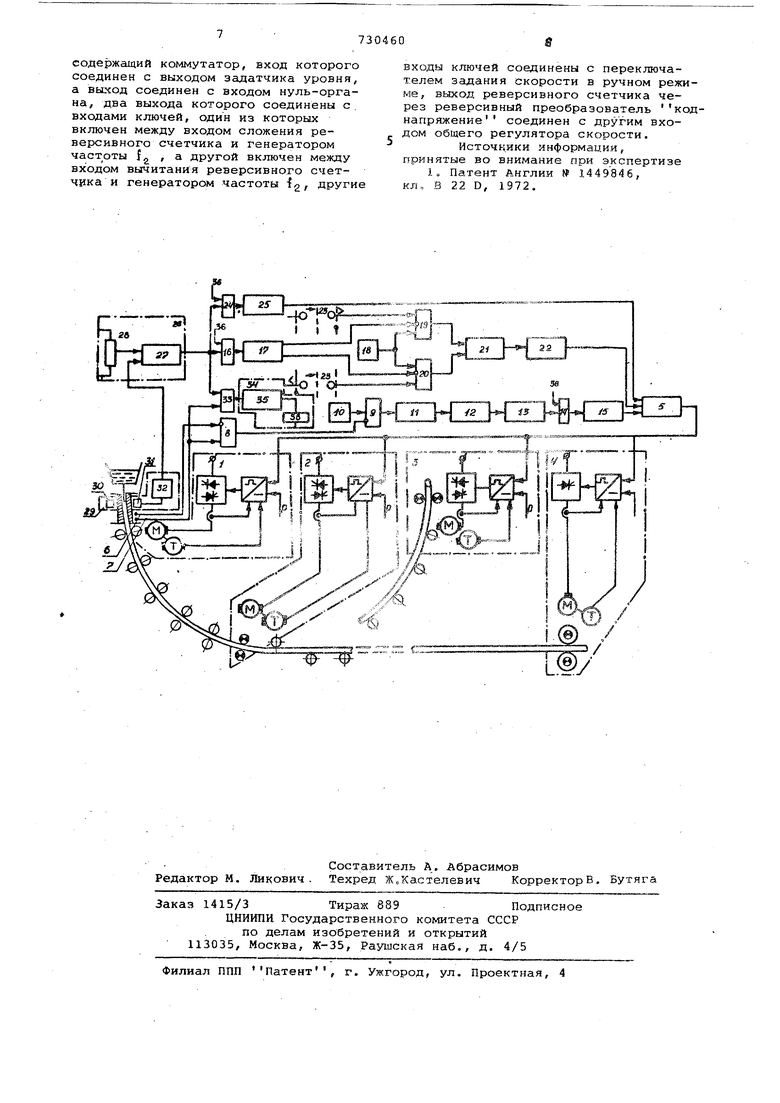
Цель достигается тем, что в устройство, содержащее измеритель уровня жидкого металла в кристаллизаторе, задатчик уровня, пропорциональ ный или пропорционально-дифференциал ный регулятор уровня, релейный индикатор заданного уровня и систему мно годвигательного электропривода механизмов МНЛС - качания кристаллизатора, тянущих валков, перемещения затравки и других механизмов, работа щих в общей линии МНЛС, например, прокатного стана, имеющую общий регулятор скорости, вводится два канала, один из которых, канал задания скорости, включен между входом общего регулятора скорости и двумя датчиками, установленными в корпусе кристаллизатора, а второй, астатический канал поддержания заданного уровня, включен между другим вхо дом общего регулятора скорости и вы ходом задатчика уровня. На чертеже представлена блок-сх ма устройства для автозапуска и регулирования уровня жидкого металла в кристаллизаторе МНЛС. Устройство содержит систему мног двигательных электроприводов МНЛС, механизма 1 качания кристаллизатора механизма 2 тянущих валков, механиз ма 3 перемещения затравки и работаю щего в общей линии с МНЛС прокатног стана 4, имеющую общий регулятор 5 скорости, у которого на входе имеет ся три канала. Первый - канал задан скорости - сожержит датчики б и 7, установленные в корпусе кристаллиза тора на определенном расстоянии дру от друга, клюvи 8 и 9, генератор 10 частоты f , счетчик 11 импульсов, преобразователь 12 код напряжение множительно-делительное устройство 13, коммутатор 14 и задатчик 15 интенсивности. Второй - астатический канал поддержания заданного уровня содержит коммутатор 16, нуль - орга 17, генератор 18 частоты {« , ключи 19 и 20, реверсивный счетчик 21 импульсов, реверсивный преобразователь 22код-напряжение и переключатель 23 задания скорости в ручном режиме. Третий - статический канал поддержания заданного уровня содержит коммутатор 24 и пропорционально-дифференциальный регулятор 2 уровня. Входы коммутаторов 16 и 24 соединены с выходом блока 26, содержащего усилитель 1.1 и задатчик 2Й. Вход блока 26 соединен с выходом измерителя 29 уровня, содержащего источник гамма-излучения 30, газоразрядные счетчики 31 и измерительный блок 32. Выход блока 26 соединен также через коммутатор 33с входом релейного индикатора 34заданного уровня, содержащего усилитель 35 и реле 36. В исходном положении перед началом разливки металла коммутаторы 14, 16, 24, 33 и ключи 8, 9, 19, 2Q закрыты. Сигнал на выходе регупятора 5 скорости равен нулю. При подаче жидкого металла в кристаллизатор МНЛС и достижении уровня, фиксируемого датчиком 7, открываются ключи 8, 9 и коммутатор 33, Импульсы с частотой f поступают на вход счетчика 11 с выхода генератора 10. При достижении жидким металлом уровня в кристаллизаторе, фиксируемого датчиком 6, ключи 8 и 9 закрываются и прекращают подачу импульсов на вход счетчика 11. Дискретный сигнал с выхода счетчика 11с помощью преобразователя 12 код-напряжение и множительно-делительного устройства 13 преобразуются в аналоговый сигнал напряжения, величина которого соответствует заданию скорости механизма МНЛС и скорости поступления струи жидкого металла в кристаллизатор. При достижении жидким металлом зоны действия измерителя 29 уровня начинает изменяться сигнал с выхода измерительного блока 32. Этот сигнал сравнивается с сигналом задатчика 28 на входе усилителя 27. При достижении жидким металлом уровня в кристаллизаторе, соответствующего уставке задатчика 28, на выходе усилителя 35 появляется сигнал, включающий реле 36. С помощью контактов реле 36 открываются коммутаторы 14, 16, 24. Коммутатор 14 через задатчик 15 интенсивности подключает к входу регулятора 5 скорости канаЛ задания скорости. Коммутаторы 16 и 24 подключают астатический и статический каналы поддержания заданного уровня к выходу задатчика 26 уровня. Начинается автозапуск электроприводов механизмов МНЛС и вытягивание слитка из кристаллизатора. Статический канал с пропорционально-дифференциальным регулятором 25 обеспечивает необходимое качество процесса отработки рассогласования по уровню жидкого металла в кристаллизаторе. При отклонении уровня жидкого металла в кристаллизаторе от заданного появляется Сигнал на выходе нуль-органа 17 ив зависимости от знака сигнала открывается -ключ 19 или 20, импульсы с частотой { IQCT- USXIT: на шину сложения или ашну вычитания реверсивного счетчика 21с выхода генератора 18. Преобразователь 22 коднапряжение преобразует дискретный сигнал с выхода реверсивного счетчика 21 в аналоговый сигнал напряжения, соответствующий отклонению уровня жидкого металла в кристаллизаторе от заданного. Благодаря астатическому каналу на входе регулятора 5 скорости скорость вытягивания слитка из кристаллизатора равна скорости поступления струи жидкого металла вкристаллизатор, при этом уровень жидкого металла в кристаллизаторе соответствует заданной величине. Сигнал Зсшания регулятора 5 скорости равен алгебраической сумме сигналов по каналу задания (с выхода задатчика 15 интенсивности и по астатическому каналу с выхода реверсивного преобразователя 22 код-напряжение) в установившемся режиме, а в переходных режимах, при отработке, например, рассогласования по уровню, к ним добавляется сигнал по ст атическому каналу от пропорцио нальнЪ-дифференциального регулятора 25 уровня. В режиме выдача заднего конца , когда прекращается подача струи жидкого металла в кристаллизатор, коммутаторы 16, 24 закрываются, механизмы МНЛС продолжают вытягивать слиток со скоростью определяемой алгебраической суммой сигналов канала задания и астатичес кого канала на входе регулятора 5 скорости, В случае необходимости изменить скорость вытягивания слитка можно воспользоваться переключателем 23, с помощью которого, отрывая ключ 19 или 20, на шину сложения или шин вычитания реверсивного счетчика 21 будут поступать импульсы с генерато ра 18 до тех пор, пока механизмы МН не достигнут заданной скорости. пос чего ключи 19 или 20 закрываются во вратом переключателя 23 в исходное положение. Приведённая блок-схема и описание устройства достаточно хорошо показывают его преимущества перед существующими устройствами, предназначенными для регулирования уров жидкого металла в кристаллизаторе и автозапуска МНЛС. Во-первых, скорост поступления струи жидкого металла в кристаллизатор в начале каждой разливки может быть различной, что затрудняет оператору выбор задания скорости для механизмов МНЛС. К моменту автозапуска по каналу задания скорости на выходе множительно-делительного устройства формируется сигнал, Соответствующий скорости поступления струи жидкого металла е кристаллизатор. Благодаря датчикам, установленным в кристаллизаторе на строго определенном расстоянии друг от друга, при различной скорости заполнения кристаллизатора будет различное заполнение счетчика то есть количество импульсов, которое поступит с генератора i на вход счетчика будет различным и, следовательно, напряжение на выходе преобразователя код-напряжение также будет различное. При большей скорости поступления струи жидкстЬо металла в кристаллизатор на выходе пре образователя код-напряжение буде меньшее по величине напряжение. Это напряжение в множительно-делительном устройстве преобразуется в сигна соответствующий заданию скорости эле троприводом МНЛС, равной скорости по тупления струи жидкого металла в кри таллизатор. Во-вторьгх, после прекращения подачи струи жидкого металла в кристаллизатор в режиме вьщача . заднего конца необходимо отключить контур регулирования уровняметалла вjкристаллизаторе. При снятии сигнала с входов статического и астатического каналов поддержания зашанного уровня на выходе реверсивного преобразователя код-напряжение астатического канала будет сохраняться сигнал, отражающий коррекцию по уровню металла в кристаллизаторе первоначального сигнала, заданного в начале разливки по каналу задания скорости. Поэтому в устройстве при отключении задатчика уровня не будет происходить изменения скорости механизмов МНЛС, вытягивакнцих слиток. Таким образом, устройство обеспечивает лучшее качество регулирования уровня жидкого металла в кристаллизаторе, процесс автозапуска в работу механизмов МНЛС и др., работающих в общей линии с МНЛС, после прекращения подачи струи жидкого металла в кристаллизатор, что позволяет предотвратить прорывы жидкого металла из кристаллизатора, улучшить качество металла, уменьшить простои МНЛС, а т.акже обеспечивает докатку металла в заданном режиме и в случае совмещения разливки с прокаткой металла. Формула изобретения Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали, содержащее измеритель уровня жидкого металла в кристаллизаторе, задатчик уровня, регулятор уровня релейный индикатор заданного уровня и систему многодвигательного электропривода механизмов качания кристаллизатора, тянущих валков, перемещения затравки, прокатного стана, имеющих общий регулятор скорости, отличающееся тем, что, с целью улучшения качества регулирования уровня металла в кристаллизаторе и предотвраЪдения прорывов металла, оно дополнительно содержит канал задания скорости, содержащий два датчика, установленных в корпусе кристаллизатора, выходы которых соединены с входом ключа, выход ключа соединен с входом другого ключа, включенного между выходом генератора частоты { и входом счетчика импульсов, выход которого через преобразователь коднапряжение , множительно-делительное устройство, коммутатор и задатчик интенсивности соединен с одним из входов общего регулятора скорости; канал поддержания заданного уровня,
соде эжащий коммутатор, вход которого соединен с выходом задатчика уровня, а выход соединен с входом нуль-органа, два выхода которого соединены с. входами ключей, один из которых включен между входом сложения реверсивного счетчика и генератором fg, , а другой включен между входом вычитания реверсивного счетчика и генератором частоты i, други
входы ключей соединены с переключателем задания скорости в ручном режиме, выход реверсивного счетчика через реверсивный преобразователь коднапряжение соединен с входом общего регулятора скорости.
Источники информации, принятые во внимание при экспертизе
1. Патент Англии № 1449846, кл, В 22 D, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регу-лиРОВАНия уРОВНя МЕТАллА B КРиСТАл-лизАТОРЕ МАшиНы НЕпРЕРыВНОгО лиТьязАгОТОВОК | 1979 |
|
SU804189A1 |
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
| Устройство для управления режимом работы печи-миксера установки непрерывного литья металлов | 1985 |
|
SU1320633A1 |
| Способ автоматического регулирования уровня металла в кристаллизаторе машин непрерывного литья заготовок | 1980 |
|
SU884844A1 |
| Способ регулирования температуры жидкой стали,разливаемой на машине непрерывной разливки,и устройство для его осуществления | 1983 |
|
SU1158286A1 |
| Устройство для автоматической подачи металла в промежуточную емкость машины непрерывного литья металла | 1980 |
|
SU908496A1 |
| Устройство для управления распределением металла по ручьям машины непрерывного литья заготовок | 1985 |
|
SU1294466A1 |
| Устройство автоматического управления режимом работы кристаллизатора машины непрерывного литья металла | 1980 |
|
SU925536A1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Система автоматизации совмещенного литейно-прокатного агрегата непрерывного действия | 1979 |
|
SU884843A1 |
