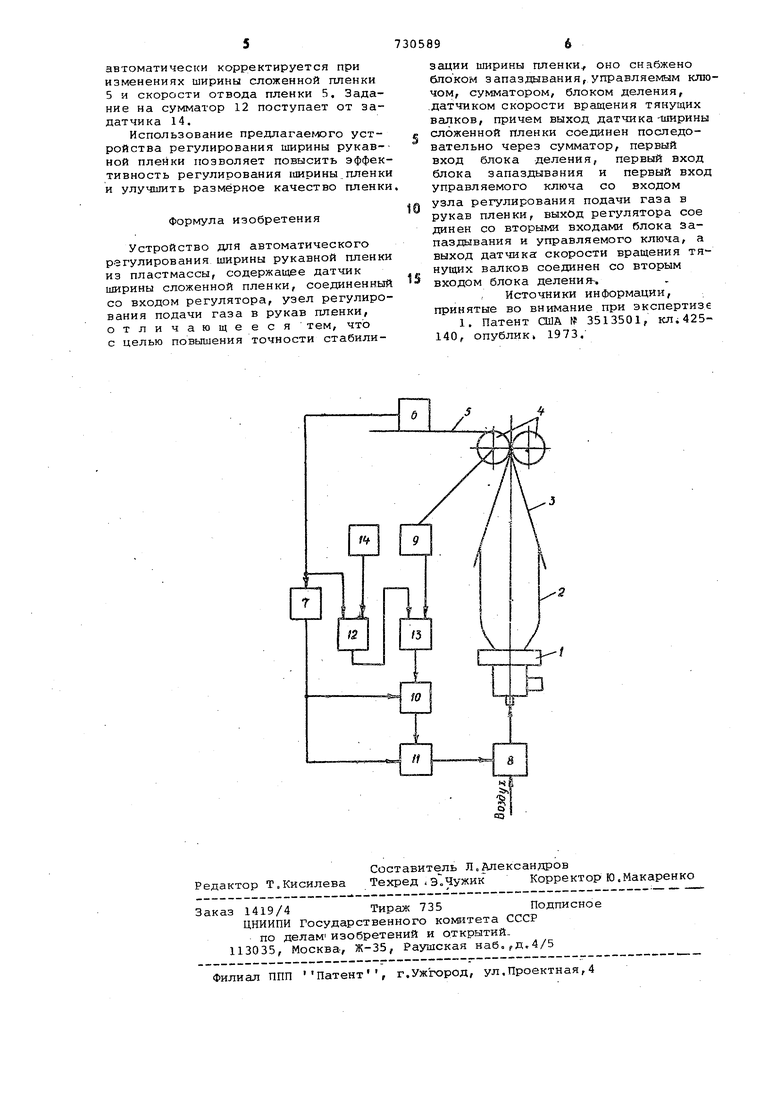
Изобретение относится к автоматизации процессов переработки пластмасс и может быть использовано в про цессе экструзии пластмасс. Известно устройство для автоматического регулирования ширины рукавной пленки из пластмассы, содержащее датчик ширины сложенной пленки, соединенный со входом регулятора, узел регулирования подачи газа в рукав пленки 1 . Недостаток данного устройства зак чается в пониженной точности стабилизации ширины пленки из-за влияния на качество процесса, регулирования., особенностей процесса раздува пленки при ее складывании и транспортного запаздывания в системе регулирования Цель изобретения - повышение точности стабилизации ширины пленки. Указанная цель достигается тем, что устройство для автоматического регулирования ШИРИНЫ оукавной пленки из пластмассы, содержащее датчик ширины сложенной пленки, соединенный со входом регулятора, узел регули-рования Подачи газа в рукав пленки, снабжено дополнительно блоком запаздывакия, управляемым ключом, сумматором, блоком деления, датчиком скорости вращения тянущих валков, причем выход датчика ширины сложенной пленки соединен последовательно через сумматор, первый вход блока деления, первый вход блока запаздывания и первый вход управляемого ключа со входом узла регулирования подачи газа в рукав пленки, выход регулятора соединен со вторыми входами блока запаздывания и управ яемого ключа, а выход датчика скорости вращения текущих валков соеддинен со вторым входом блока деления« На чертеже показана блок-схема предлагаемого устройства. Устройство содержит кольцевую головку 1 экструдера, рукав 2 пленки из пластмассы, складывающие щеки 3, тянущие валки 4, сложенную пленку 5, а также датчик 6 ширины сложенной пленки, регулятор 7, узел 8 регулирования подачи газа в рукав пленки, датчик 9 скорости вращения тянущих валков, блок 10 запаздывания, управляемлй ключ 11, су матор 12, блок 13 деления и задатчик 14. Процесс производства рукавной пленки из пластмассы заключается в экструзии рукава 2 пленки через кольцевую головку 1 акструдера и последующем раздуве рукава 2 до требуемы размеров, охлаждении его, складывачии посредством складывающих шек 3 и отводе пленки при помощи тянугцих валков 4. Раздув рукава осуществляется за счет избыточного давления внутри его, создаваемого подачей сжатого воздуха и замкнутую полость рукава. При отклонении фактической ширин сложенной пленки 5 от требуемого значения происходит регулирующее во действие в виде приращения расхода воздуха подаваемого в рукав 2 или отводимого из него. Для увеличения ширины сложенной пленки 5, вначале увеличение размеров рукава 2 происходит на участке от головки 1 до линии затвердевания где материал находится в пластичном состоянии, При движении рукава 2 к тянущим валкам 4, происходит увеличение объема рукава 2 и выше линии затвердевания, на что затрачивается часть поступающего в рукав 2 воздуха Все регулирующее приращение расхода воздуха затрачивается на увеличение объема рукава 2 выше линии затвердев ния и процесс раздува приходит к рав весному состоянию,При этом радиус ру ва 2 на линии затвердевания остается постоянным. Когда раздутая часть рукава 2 входит в зону складывания, приращение объема рукава 2 за счет пленки .постепенно уменьшае ся и в момент подхода к тянущим валкам 4 становился равным нулю. Это приводит к нарушению указанного равн весия и дальнейшему раздуву рукава. Аналогичный процесс имеет место и при отводе воздуха из рукава. Поскольку информация о компенсации отклонения регулирующим воздействием поступает после нарушения равновесного состояния (так как датчик 6 ширины сложенной пленки установлен после тянущих валков), то пре ращение -регулирующего воздействия через время транспортного запаздывания, определяемое местом установки датчика 6 ширины сложенной пленки : и скоростью тянущих валков 4, может привести к значительному перерегулированию ширины (порядка величины самого отклонения к колебательному процессу регулирования),., Снижение коэфф$1циента пропорциона.пьности, уменьшение величины регу лирующего воздействия вызывает, затя гивание процесса регулирования, что также не обеспечивает высокого равномерного качества пленки. Пои прекращении регулирующего воздействия в момент когда участок рукава 2 с измененной шириной находится в зоне складывания, колебания его ширины после окончания регу лирующего воздействия вызываются только перераспределением объемов оздуха между зоной складывания и оной раздува; они меньше о амплитуде компенсируемого отклоения ширины и являются затухающими. Обозначив расстояние от кольцеой головки 1 до тянущих валков 4 ерез , ширину сложенной пленки через В, а угол между складываюими щеками 3 через ck получаем длиВ . у зоны складывания, равную . c.sc - ледовательно, время t, через котоое необходимо прекращать регулируюее воздействие, будет находиться пределах ±(e-|.«.|)U4. где 17 - скорость отвода пленки. Для уменьшения погрешностей регуирующее воздействие прекращается момент, когда участок рукава с изененной шириной доходит до середины оны складывания, т.е. - постоянный коэффициент.. Точность регулирования, а следовательно и равномерное качество рукавной пленки, повышается при прекращении регулирующего воздействия через время t. Устройство работает следующим образом. При отклонении ширины сложенной пленки 5 от заданного значения по сигналу датчика 6 ширины сложенной пленки регулятор 7 вьфабатывает регулирующий сигнал пропорциональный отклонению ширины, который через управляемый ключ 11 Включает узел 8 регулирования подачи газа в рукав пленки и начинается отработка сигнала рассоглассования. Одновременно включается блок 10 запаздывания. Когда участок рукава 2, соответствующий этой обработке, подходит к середине зоны складывания,что определяется уставкой блока 10 запаздывания,управляемый ключ 11 размыкается и отключает узел 8 регулирования подачи газа в рукав пленки. Это исключает колебательный процесс, вызываемый складыванием пленки. При автоматической отработке уставки блика 10 запаздывания на вьаходе сумматора 12 все время присутствует сигнал,пропорциональный расстоянию от кольцевой головки 1 до середины зоны складывания. Деление указанного сигнала на сигнал от датчика 9 скорости вращения тянущих валков пропорциональный скорости отвода сложенной пленки 5 в блоке 13 деления дает сигнал, пропорциональный уставке 10 запаздывания, которая
| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования диаметра рукавной пленки | 1978 |
|
SU949642A1 |
| Способ изготовления рукавной пленки | 1987 |
|
SU1495139A1 |
| Устройство для складывания рукавных пленок | 1976 |
|
SU616147A1 |
| Устройство для двухосного растяжения рукавных полимерных пленок | 1975 |
|
SU595171A1 |
| Система автоматического регулирования диаметра экструдируемого пленочного рукава | 1989 |
|
SU1643170A1 |
| Система автоматического регулирования диаметра рукава рукавной пленки | 1979 |
|
SU882764A1 |
| Устройство для регулирования толщины рукавной пленки | 1974 |
|
SU479650A1 |
| Система управления процессом формообразования экструдируемого пленочного рукава | 1988 |
|
SU1549772A1 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1981 |
|
SU975427A2 |
| Агрегат для защиты внутренней поверхности трубопроводов | 1990 |
|
SU1808724A1 |
