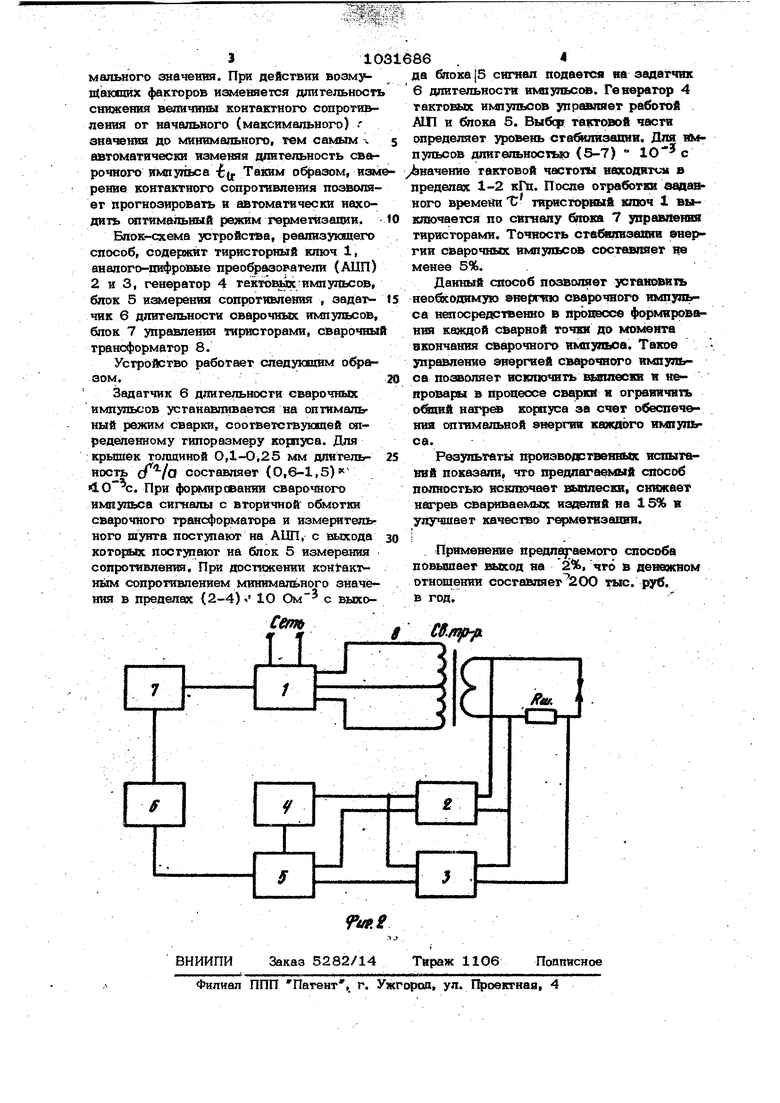
Изобретение относится к сварочной технике и может быть использовано в системах управления режимом односторонней шовной контактной сварки с использованием импульсов частоты промышленгной сети при герметизации корпусов интегральных схем. Иавесген способрегулирования процесса контактной сварки по величине сопротивления между каждым электродом и свариваемой деталью С ll, . Недостатком способа является большая инерционность рег5отарования, что объясняется разнесением во времени моментов измереютя и управления. Известен способ стабилизации энергии сварочных импульсов, при котором измеренное напряжение сварочных импульсов ; сравнивают с заданным и управляют ; длительностью включения тиристоров в .каждом сварочном импульсе по изменению крутизны нарастания фронта сварочного импульса С 2} . Недостатком данного способа является невозможность регулирования энергии сварочного импульса при изменении контактного сопротивления, значительный, разброс которого имеет место при герметизации корпусов односторонней контактной шовной сварки, что приводит в проиео се свар КЗ к вьшлёокам и непровараМ и С Ошжает качество сварки. . . Наиболее близким по технической сущности к предлагаемому является способ стабилизации энергии сварочных импупьсов, при котором в процессе формирования каждого сварочного импульса определяют величину контактного сшротивления, во изменению которой управляют длительностью сварочного импульса . Недостатком способа является те, что аомерение сопротивления производится в промежутках между сварочными импульса-йи и управление энергией сварочных им.п тшсов может не соответствовать измеренному сопротивлению сварочного контакта, тагсое управление имеет большую инерционность и снижает качество сварки. Цепь изобретения - понЬппение качест-г щ сварки. ,, Поставленная цель достигается тем, . что в способ стабилизации энергии сварочных импульсов, преимущественно герметизации корпусов икpocxeм односторон ней шовной контактной сваркой иьдауяьсами частоты промышленной сети, при котором в яроцессе формирования каждого сварочного импульса определяют величину контактного сопротивления, по изменению которой управляют длительностью сварочноГО импульса, перед проведением герметизации определяют длительность времени распространения фронта температуры в зону соединения, а в процессе формирования каждого сварочного импульса определяют длительность времени изменения контактного сопротивления от его макисмального до минимального значения, суммируют вычисленное и измеренное время и по его величине управляют длительностью формируемого сварочного импульса. Способ стабилизации энергии сварочных импульсов реализует зависимость величины контактного сопротивления в каждом сварочном импульсе от времени при действии возмуЕдакидих факторов (разфос начального контактного сопротивпения, изменение напряжения сети, нестабильность параметров технологического режима герметизации) с учетом толщины крышки герметизируемого прибора. На фиг.. 1 изображена зависимость величины контактного сопротивления от времени, пояснякщай принцип стабилизации; на фиг. 2 - блок-схема устройства. При прохождении сварочного импут&са происходит одновременное определение зависимости изменения контактного сопротивления. В момент достижения времени t величина контактного сопротивления принимает минимальное значение, что соответствует предельному значению площади контакта сварочного электродвигателя и и максимальной температуре в плоское ти контакта. . Основной особенностью способа односторонней шовной контактной cBapioi является то, что плоскость сварного соединения не совпадает с плоскостью максимальных температур, а это требует увеличения длит 5яьности свар10чного импульса на время распространения гепла к плоскости образования средйнешш из зоны максимальных температур, которое зависит от толшншл крышки S гертиегизнруемого корпуса н коэф(|я1циентом температуропроводности материала крбпики О и может быть определено с помощью следующего соотношешш trrcf /р Таким образом, длительность свфочного импульса с ределяется следукядим об Л. Дгштёльность импульса с устанавливав ся определенно для данного тшюразмера герметизирующего корпуса. Отсчет дпитель ности импульса начинается с момента достvшeния контактным сойрптпениэм минимального значения. При действии возмуо аюшйх факторов изменяется длительност снижения величины контактно сопротивления от начЕшьного (максимального) до минимального, тем самым ч автоматически изменяя ддительность сварочного импульса (:. Таким образом, и:ш рение контактного сопротивления позволяет прогнозировать в автоматически находить оптимальный режим герметизадии. Блок-схема устройства, реализующего способ, содержит тиристорный ключ 1, аналого-цифровые преобразователи (АЦП) 2 и 3, генератор 4 такт овихимпульсов, блок 5 измерения сопротивления , задатчик 6 длительности сварочных импульсов, блок 7 управления тиристорами, сварочны трансформатор 8. Устройство работает следующим образом. Задатчик 6 длительности сварочных импульсов устанавливается на оптимальный режим сварки, соответствукшей сшредетенному типоразмеру корпуса. Для крьшек толщиной 0, мм дпвтельность составляет (0,6-1,5) . При фо|жгаровашш сварочного импульса сигналы с вторичной обмотш сварочного трансформатора и измерительного шунта поступают на А11П, с выхода которых поступают на блок 5 измерения сопрютивления. При достижении KOHl-aKTным сопротивлением минимального значения в пределах (2-4). 1О Ом с выхоC&ntt
11
i C8.flyhpi
да блока J5 сигнал подается на задатчик 6 длительности икшульсов. Генератор 4 тактовых импульсов управляет работой АШ и блока 5. BыбqpF тактовой части определяет уровень ста&шиэапин. Для iA«пульсов длительностью (5-7) Ю с Ьначение тактовой частоты находятиы в пределек 1-2 кГи. После отработки ведавного времени тиристорный ключ 1 выключается по сигналу блюка 7 управления тиристорами. Точность ста игазании анергии сварочных импульсе сгютавпяет це менее 5%. Данный способ позволяет установить необкодямую сварочного нмпуяьса н01осредс1«енно в процессе формирования кккдой сварной ТОЧВ8 до момента окончания сварочного импульса. Такое управление энергией сварочного импульса позволяет исключить всшлески и в прслхессе сварки 8 ограничить обгавй нагрев корпуса за счет обеспеч ния оптимальной энергия каждого импупьса. Результаты производственных испытаний показали, что предлагаемый способ полностью сюключает выплески, снижает нагрев свариваемых изделий на 15% и улучшает качество герметизации. Применеше предла| аемогр способа повышает выход на 2%. что в денежном отношении составляет 2ОО тыс. руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стабилизации энергии сварочных импульсов | 1979 |
|
SU789257A1 |
| Способ регулирования процесса контактной сварки | 1978 |
|
SU764896A1 |
| Устройство для высокочастотной контактной сварки | 1975 |
|
SU764894A1 |
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| Способ контактной сварки | 1987 |
|
SU1581516A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| Способ контактной сварки | 1979 |
|
SU870035A1 |
| Устройство для контактной сварки | 1975 |
|
SU685458A1 |
СПОСОБ СТАБИЛИЗАЦИИ ЭНЕРгаи СВАРОЧНЫХ ИМПУЛЬСС, пр мущественно при герметизации корпусов ми1фосхем односторонней шовной контакт ной сваркой импульсами частоты промыш i 1й i2w4i.- 7 :,:, 4 л/ ленной сетн, при котором в процессе формирования каждого св очного импульса определяют величину контактного остро тиаления, по изменению которой управляют длительностью сварочного импупьса, отличаюшийся тем, что, с целью повышения качества сварки, перед проведением сварки определяют длительность емени распространения фронта температуры в зону соедонения, а в процессе формирования каждого сварочного импульса определяют длительность времени изменения контактного сопротивления от его максимального до минимального значения, суммируют вычисленное и изме-, ренное время и по еГо величине управляют длительностью формируемого сварочного импульса.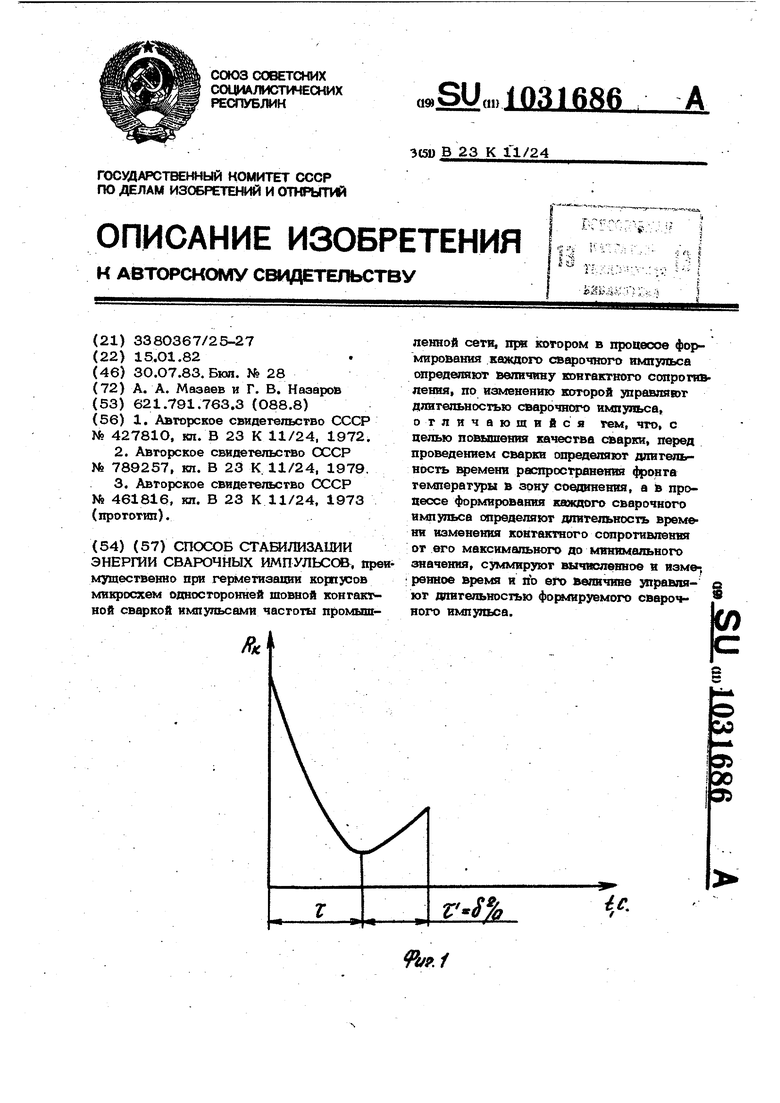
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Воздушный сепаратор | 1934 |
|
SU42781A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
