1
Изобретение относится к области сварочной техники и может быть использовано - в системах управления режимом герметизации интегральных схем шовной контактной сваркой с использованием импульсов частоты промышленной сети.
Известен способ регулирования процесса сварки по сопротивлению между электродами, измеренному в промежут- ках между сварочными импульсами .
Недостатком данного способа даляет- ся большая инерционность регулирования, что объясняется разнесением во времени моментов измерения и управления.
Известен также способ стабилиза- ции энергии сварочных импульсов по обобщенному параметру контроля и регулирования режима контактной сварки напряжению между электродами, при котором измеряют амплитуду напряжения, сравнивают ее с опорным напряжением и по результату сравнения осуществляют корректировку энергии путем, изменения
момента включения управляемых силовых вентилей 2.
Недостатком этого способа является перегрев герметизируемых элементов, а также выплеск и прожоги соединяемых деталей в результате высокой крутизны переднего фронта сварочного импульса.
Наиболее близким по техническому решению к данному изобретению являет10ся способ стабилизации энергии сварочных импульсов, при котором измеренное напряжение сварочных импульсов сравнивают с данным и управляют длительностью включения тиристоров .
15
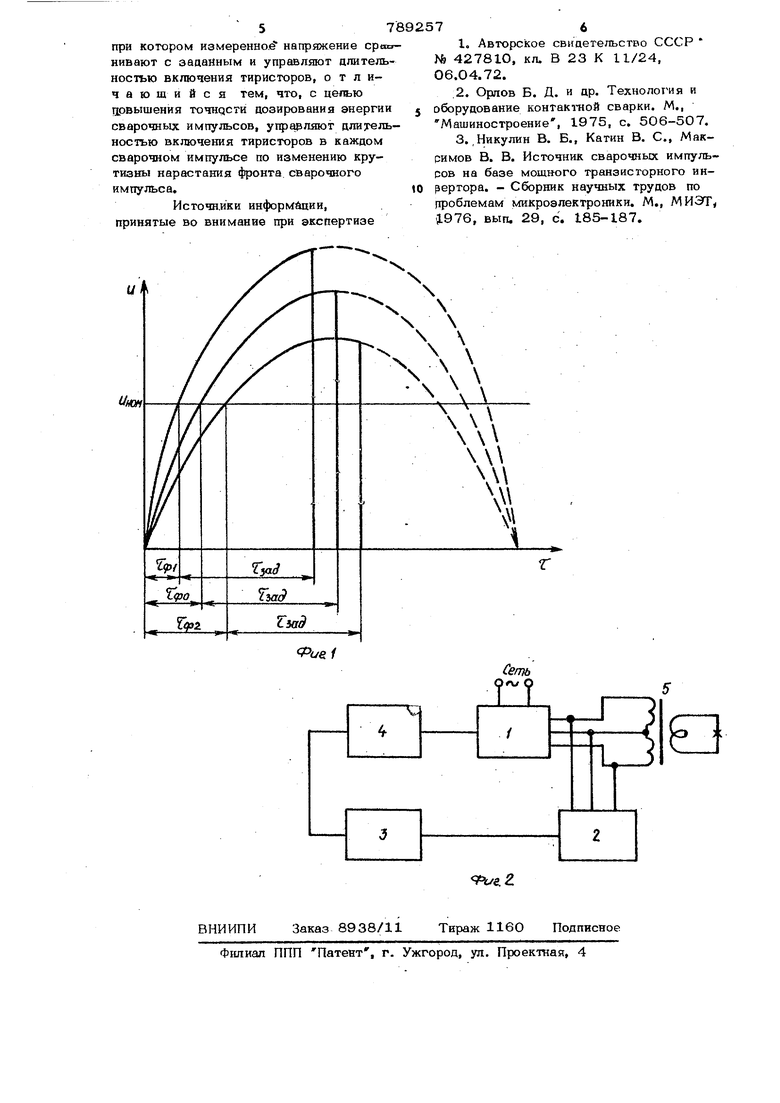
Недостатком данного способа является невозможность регулирования энергии сварочного импульса непосредственно в измеренном импульсе. Быстродействие системы регулирования с исполь20зованием данного способа составляет не менее периода частоты промышленной сети, что является недостаточным для такого быстро протекающего технологического процесса, каким является герметизация корпуса контактной шовной сваркой, осуществляемая путем поспецовательного создания оциночньос перекрьтающихся точек от каждого импульса тока. Цель изобретения - повышение точности дозирования энергии сварки, что непосредственно связано с качеством сварного соединения. Указанная цель достигается тем, что управляют длительностью включения тиристоров в каждом сварочном импульсе по изменению крутизны нарастания фронта импульса. Способ стабилизации энергии сварочных импульсов реализует зависимость изменения крутизны фронта нарастания напряжения от изменения амплитуды нап ряжения в каждом сварочном импульсе при действии возмущающих факторов (из менения напряжения сети, изменения соп ротивления между электродагуги, нестабил ности сопротивления в сварочных контак тах). На фиг. 1 изображена временная диа рамма, поясн51Ющая принцип измерения крутизны фронта нарастания .сварочного импульса;на фиг. 2 - блок-схема устройства, реализующего способ. При прохолсдении синусоидального нап ряжения сети через нуль происходит вкл чение сварочного импульса, одновременно осуществляется измерение крутизны фронта Sd нарастания импульса V JHOK/ - напряжение, при котором измеряется фронт сварочно импульса; - длительность фронта сваро шого импульса. Длительность сварочного импульса определяется следующим образом Длительность импульса г,о(а устанав ливается определенная для данного типо размера герметизируемого корпуса Отсч длительности импульса начинается от тоади пересечения изменяющегося синусоидашзного напряжения с пвдией номинального напряжения. При увеличении напряжения на обмотке сварочного транс форматора до увеличива ся крутизна фронта нарастания . , длительность фронта нарастания ф уме щается, автоматически уменьшая 74 ость сварочного импульса ty , При том энергия сварочного импульса осается постоянной. При уменьшении напяжения на обмотке сварочного трансфоратора до величины U уменьшает я крутизна фронта нарастания Вф длительность фронта нарастания . величивается, при этом длительность. варочного импульса t также увеличи- ается, а энергия сварочного импульса автоматически стабилизируется. Таким бразом, измерение крутизны фронта нарастания позволяет прогнозировать качество сварного соединения и автоматически находить оптимальный режим герметизации. Блок-схема устройства, реализующего способ, содержит тиристорный ключ 1, блок 2 измерения крутизны фронта нарастания импульса, задатчик 3 длительности сварочных импульсов, блок 4 управления тиристорами, сварочный трансформатор 5. Устройство работает следующим образом. Задатчик 3 длительности сварочнЫх импульсов устанавливается на оптимальный режим сварки, соответствующий определенному типоразмеру корпуса. При прохождении синусоидального напряжения сети через нуль происходит включение тиристорного ключа 1. Одновремен- но на блок 2 измерения крутизны нарастания импульса поступает сигнал со сварочного трансформатора 5, и при достижении напряжением величины выдается сигнал на задатчик длительности сварочных импульсов 3. После отработки заданного времени f зад тиристорный ключ 1 выключается по сигналу блока 4 управления тиристорами. Данный способ позволяет определить необходимую энергию сварочного импульса непосредственно в процессе формирования каждого сварочного импульса до времени окончания сварочного импульса. Такое управление энергии сварочного импульса позволяет исключить выппеск и непровары в процессе сварки. Формула из. обретени.я Способ стабилизации э 1ергии сварочных импульсов, преимущественно для герметизации интегральных схем шовной контактной сваркой с использованием импульсов частоты промышленной сети,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стабилизации энергии сварочных импульсов | 1982 |
|
SU1031686A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| Источник питания для контактной сварки с автоподстройкой режима | 1988 |
|
SU1586877A1 |
| Устройство для высокочастотной контактной сварки | 1975 |
|
SU764894A1 |
| Устройство для питания сварочной дуги и управления процессом сварки | 1983 |
|
SU1178557A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| Способ измерения коэффициента мощности однофазной контактной сварочной машины | 1986 |
|
SU1310149A1 |
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |
