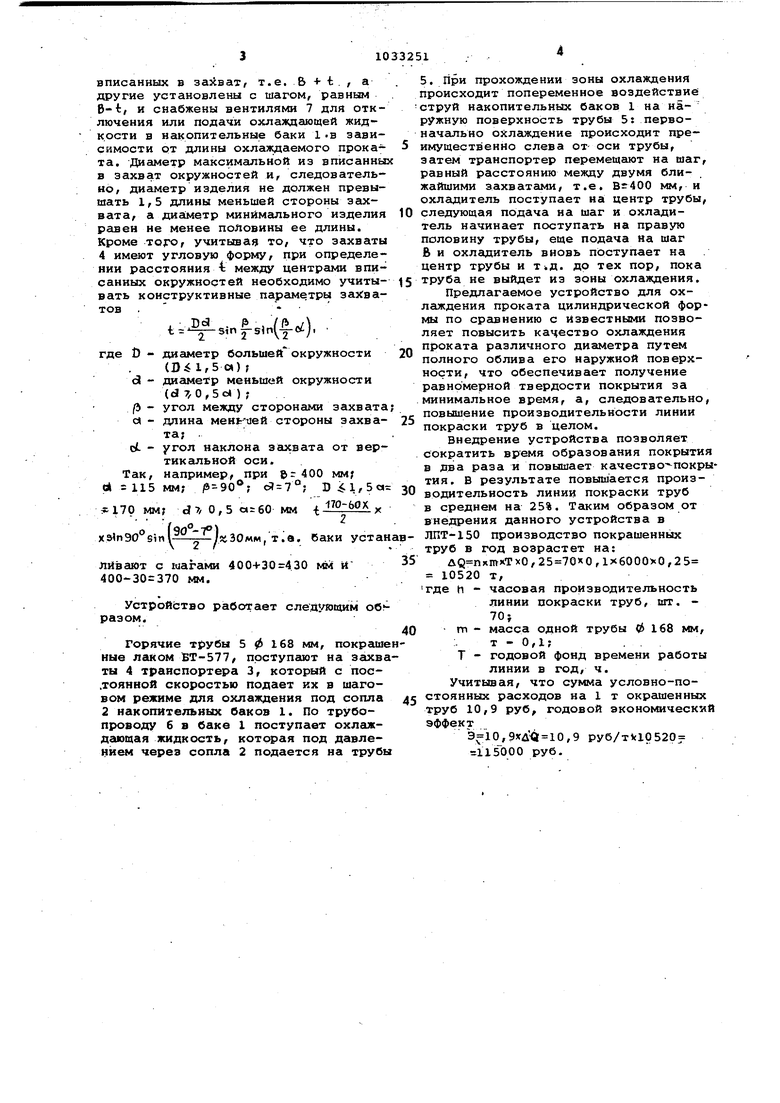
Изобретение относится к прокатно му производству, а точнее к устройс вам, используемым для охлаждения горячего проката, и может быть использовано в линиях покрытия труб для достижения минимги1ьного времени сушки лакокрасочного покрытия типа битумного, нанесенного на горячую п верхность проката цилиндрической фо мы, а также при изготовлении труб на редукционных станах. Известны устройства для охлаждения проката, содержащие накопительн баки с отверстиями для подачи струи охлаждающей жидкости, устанавливаем с постоянным шаго.м под охлаждаемым прокатом, который подают на транспо терах или рольгангах. При этом нако пительные баки установлены так, что струи Охлаждающей жидкости из всех накопительных баков могут быть или направлены перпендикулярно к охлаждаемому прокату, или под определенным углом к нему в одну сторону 13 Недостатком известных устройств является то, что они не позволяют обеспечить равномерный и полный обл горячей поверхности цилиндрического проката во всем диапазоне их диамет ров, что вызывает в дашьнейшем его деформацию и снижение качества. Наиболее близким к изобретению по технической сущности является устройство/ содержащее наполнительные баки с соплами для подачи охлаж дающей жидкости, установленные вдол транспортера с угловыми захватами для удержания изделий С2 . , Однако установка наполнительных баков с одинаковым шагом по длине транспортера не обеспечивает сплошной облив горячей поверхности цилиид рических изделий во всем диапазоне их размеров, так как струи охлаждающ .жидкости, истекающие из сопел наполнительных баков, напргшлены перпенди кулярно направлению перемещения цилиндрических изделий и при обработке, например, труб малого диаилетра часть трубы может оказаться.вне зоны действия струи. Вследствие этого про исходит искривление труб и снижение их качества. Целью изобретения является повышение качества охлаждения проката различного.диаметра путем обеспечения полного облива его наружной поверхности.. Поставленная цель достигается тем что в устройстве для охлаикдения проката цилиндрической формы, содержаще наполнительные баки с соплами для подачи охлаждающей жидкости, установленные Ьдоль транспортера с угловыми захватами для удержания изделий наполнительные баки установлены с попарно повторяющимися шагами, при этом шаг установки одной группы баков превышает расстояние между угловыми захватами транспортера, а .шаг другой группы - меньше этого расстояния на эту же величину, зависящую от диапазона диаметров охлаждаемого проката. Такое конструктивное выполнение устройства для охлаждения проката цилиндрической формы позволяет обеспечить полный облив Наружной поверхности проката, за счет установки баков указанным образом, что позволяет охлаждать .каждое изделие сначала по центру, затем с левой стороны, опять по центру и с правой стороны и т.д. Благодаря сплошному обливу наружная поверхность проката охлаждается равномерно, что исключает деформации проката и повышает его- качество. Кроме того, использование предлагаемого устройства в линии покраски труб, в частности при нанесении битумного лакокрасочного покрытия, позволяет получать высокое качество покрытия в связи с тем, что равномерное охлаждение поверхности труб способствует получению равномерной твердости нанесенного покрытия на минимальное время, и, как следствие, повышению производительности в целом. Поскольку размер захвата зависит от диаметра охлаждаемого изделия, то для устойчивого расположения изделий на захвате при их разном сортаменте, размер меньшей стороны а захвата и диаметр большего изделия D должны рыть связаны соотношением D 1,5 а. В противном случае, т.е. при ,5(S, при перемещении захватом возможно скатывацие с них изделия. Гарантированное охлаждение изделий на захв ате при-изменении их типоразмера возможно, если диаметр меньшего изделия, будет не менее 0,5 длины меньшей стороны захвата, иначе часть поверхности изделия не будет охлаждаться водой, что ухудшит качество покрытия. На фиг.1 изображено устройство для охлаждения проката цилиндрической формы, общий вид; на фиг.2 - то же, план; на фиг.З - сечение А-А на фиг.2; на фиг.4 - захватка транспортера. Устройство для охлаждения проката цилиндрической формы состоит из наполнительных баков 1 с-соплами 2 для подачи охлаждающейжидкости, установл.ениых над транспортером 3 с угловыми захватс1ми 4 для удержания труб 5, и подводящего воду трубопровода 6. Наполнительные баки 1 установлены с попарно повторяющимися шаггцли, одни из которых равны сумме шага Б. между двумя ближайшими захватами 4 транспортера 3 и горизонтального расстояния i между цаитрами максимальной и минимальной окружностей (изделий), вписанных в захват, T.e.B+t., а другие установлены с шагом, равным B-t, и снабжены вентилями 7 для отключения или подачи охлаждающей жидкости в накопительные баки i.в зависимости от длины охлаяодаемого проката. Диаметр максимальной из вписанны в захват окружностей и, следовательно, диаметр изделия не должен превышать 1,5 длины меньшей стороны захвата, а диаметр минимального изделия равен не менее половины ее длины. Кроме того, учитывая то, что захваты 4 имеют угловую форму, при определе НИИ расстояния t между центрами вписанных окружностей необходимо учитывать конструктивные параметры захватов . где О - дис1метр большей окружности (1)1,5«); d - диаметр меньшей окружности (о17,0,5с«); (Ь угол между сторонами захвата с - длина меньт1ей стороны захвата; . ct. - угол наклона захвата от вертиксшьной оси. Так, например, при в г 400 мм; ok 115 мм; 61 Dil,5oi 170-60 X J, «170 мм; d / 0,5 « 60 ММ /itSOMM, т.е. баки устан ливают с шагами 400+30 430 мм И 400-30 370 мм. Устройство работает следующим обн разом. Горячие трубы 5 0 168 мм, покраше ные лаком БТ-577/ поступают на захва ты 4 транспортера 3, который с пос.тоянной скоростью подает их в шаговом режиме для охлаждения под сопла 2 накопительных баков 1. По трубопроводу б в баке 1 поступает охлаикдающая жидкость, которая под давлением через сопла 2 подается на трубы 5. При прохождении зоны охларкдения происходит попеременное воздействие струй накопительных баков 1 на наружную поверхность трубы 5: первоначально охлёикдение происходит преимущественно слева от- оси трубы, затем транспортер перемещают на шаг, равный расстоянию между двумя ближайшими захватами, т.е. мм, и охладитель поступает на центр трубы, следующая подача на шаг и охладитель начинает поступать на правую половину трубы, еще подача на шаг Б и охладитель вновь поступает на центр трубы и т.д. до тех пор, пока труба не выйдет из зоны охлаждения. Предлагаемое устройство для охлаждения проката цилиндрической формы по сравнению с известными позволяет повысить качество охлаждения проката различного диаметра путем полного облива его наружной поверхности, что обеспечивает получение равномерной твердости покрытия за минимальное время, а, следовательно, повышение производительности линии покраски труб в целом. Внедрение устройства позволяет сократить время образования покрытия в два раза и повышает качество покрытия. В результате повышается производительность линии покраски труб в среднем на 25%. Таким образом от внедрения данного устройства в ЛПТ-150 производство покрашенных труб в год возрастет на: Дд пх1пхтх0 , , 1x6000x0 ,2 5 10520 т, где h - часовая производительность линии покраски труб, шт. 70jm - масса одной трубы 0 168 мм, т - 0,1; . Т - годовой фонд времени работы линии в год, ч. Учитывая, что сумма условно-постоянных расходов на 1 т окрашенных труб 10,9 руб, годовой экономический эффект , 10,9 py6/TV1052p 115000 руб.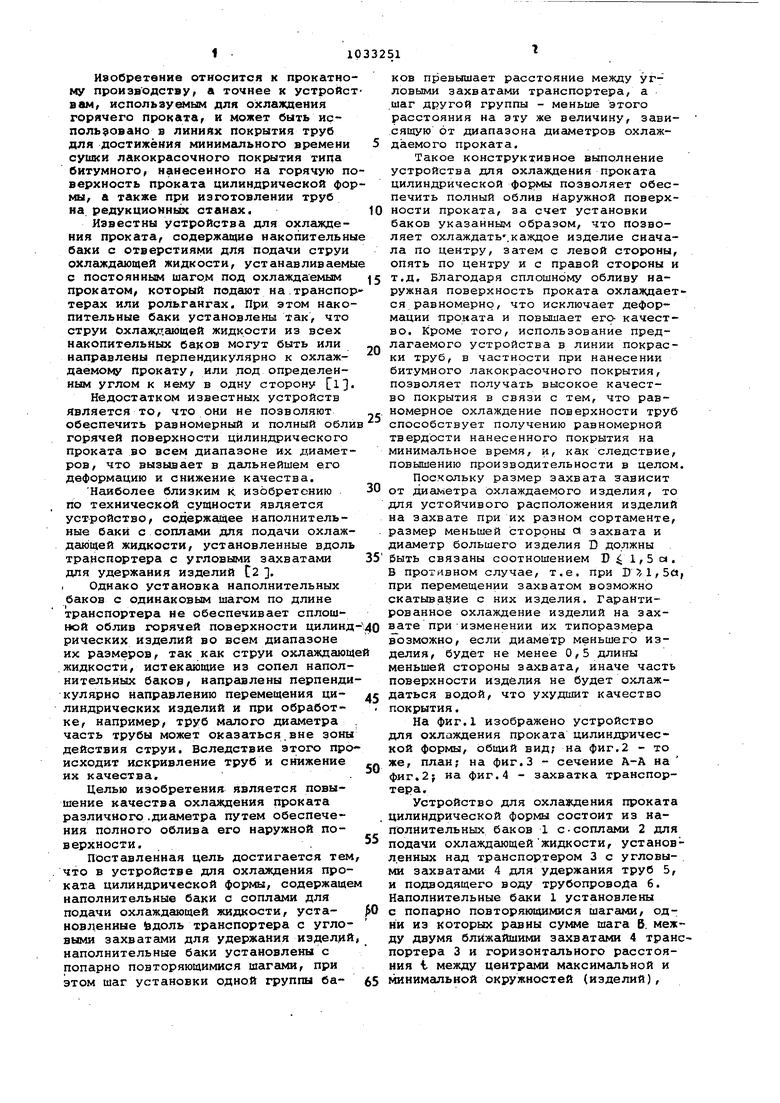
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения проката | 1982 |
|
SU1107922A1 |
| Коллектор для охлаждения проката | 1990 |
|
SU1768341A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА | 2003 |
|
RU2244022C1 |
| СПОСОБ ЗАКАЛКИ ПРУЖИННЫХ КЛЕММ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2459877C1 |
| Устройство для охлаждения проката | 1987 |
|
SU1411070A1 |
| Устройство для быстрого охлаждения горячих металлических труб | 1982 |
|
SU1190994A3 |
| Устройство для охлаждения полосы на отводящем рольганге широкополосного стана | 1980 |
|
SU944701A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ГОРЯЧЕГО ПРОКАТА | 1992 |
|
RU2031143C1 |
| Устройство для охлаждения полосового проката | 1980 |
|
SU889172A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ БЫСТРОЙ ВЫГРУЗКИ ТОЛСТЫХ СТАЛЬНЫХ ЛИСТОВ ИЗ ПРОКАТНОГО СТАНА | 2014 |
|
RU2653518C2 |
Фуг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1972 |
|
SU410845A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| j | |||
