Изобретение относится к прокатному производству и может быть использовано для охлаждения прокатных изделий в потоке стана на различных этапах их производства.
Известно устройство для охлаждения прокатных изделий, преимущественно полос, на отводящем рольганге стана горячей прокатки, включающее наполнительные баки, снабженные патрубками равной длины, входные концы которых расположены внутри бака, а выходные - выще уровня бака 1.
Отличительной особенностью данного устройства является то, что входные концы выполнены загнутыми по дуге окружности и обращены входными отверстиями в направлении входного отверстия бака. При таком Бьиюлнении устройства требуется очень точная установка выходных концов патрубков в одной горизонтальной плоскости, так как даже при незначительном перекосе (в несколько градусов) возникает разновременное отключение патрубков, приводящее к увеличению инерционности истечения охладителя и повышенному его расходу, а также усугубляющее неравномерность охлаждения нроката по периметру и сечению.
Наиболее близким к изобретению является у .тройство для охлаждения проката, включающее наполнительный бак, водозаборник, подающие патрубки и сопла 2.
Однако в этом устройстве велика инерционность при отключении, что приводит к перерасходу охладителя.
Цель изобретения - экономия охладителя за счет снижения инерционности его истечения.
Поставленная цель достигается тем, что в устройстве для охлаждения проката, включающем наполнительный бак, водозаборник, подающие патрубки и сопла, водозаборник выполнен в виде перфорированного поплавка с укрепленными в нем концами подающих патрубков, при этом поплавок связан с баком гибкой регулируемой тягой.
На чертеже показана секция устройства для охлаждения проката, поперечный разрез.
Устройство состоит из нескольких секций, каждая из которых выполнена в виде накопительного бака 1 с установленными в нем патрубками 2 равной длины для истечения охладителя, выполненными в виде гибких щлангов, по меньщей мере одного поплавка 3 в виде перфорированной плиты, щарнирно соединенной по линии действия силы тяжести с внутренней поверхностью бака 1 посредством тяги 4 с винтом 5, закрепленным на поплавке 3 гайкой 6, и с учестком цепи 7. Входные отверстия 8 патрубков 2 размещены в наивысщей точке поплавка 3 в одной плоскости, а выходные отверстия патрубков 2 установлены пи пенту ру профиля отрабатываемого проката 9 в соплах 10 газового коллектора 11.
Размещение входных отверстий патрубков 2 в соплах 10 газового коллектора 11 предпочтительно, так как при этом за счет эжекции жидкости газом обеспечивается постоянная ориентация струй охладителя относительно поверхности проката и дополнительно снижается период инерционного истечения охладителя.
Охлаждение проката, например полособульбового профиля № 18 из низколегированной стали типа 09Г2, в данном устройстве, состоящем из 12-ти отдельных секций - накопительных баков 1 длиной 1500 мм каждый - и смонтированном в потоке крупносортного линейного стана, осуществляется следующим образом.
По соответствующим трубопроводам подают охлаждающую жидкость в каждый
накопительный бак 1 и сжатый газ в газовый коллектор 11. Давление жидкости на входе в накопительные баки 1 устанавливают с помощью запорной арматуры равным 1,5 ати, а давление газа на входе коллектора поддерживают на уровне 4,5 ати.
Охлаждаемый прокат 9 полособульбового профиля выходит из соответствующей клети стана со скоростью 4 м/с и ориентируется с помощью специальных направляющих по оси устройства.
Сжатый газ, заполняя полость газового коллектора 11, начинает истекать из сопел 10 диаметром 10 мм. Одновременно наполняются накопительные баки 1 и повыщается уровень жидкости в них. При достижении жидкостью в баке 1 уровне, превыщающего
длину тяги 4, предварительно установленную с помощью винта 5 и гайки 6, поплавок прекращает всплывать и удерживается тягой на месте при дальнейщем изменении уровня жидкости. Благодаря наличию перфорации в поплавке и его щарнирному креплению к тяге 4 дальнейщее поднятие уровня жидкости приводит к параллельному погружению поплавков, жидкость равномерно поступает через перфорацию на их верхнюю поверхность и растекается по ней. При
этом жидкость одновременно начинает поступать во все входные отверстия патрубков 2 и далее по гибким щлангам транспортируется к их выходным отверстиям диаметром 5,6 мм, размещенным по контуру обрабатываемого полособульба 9 с щагом 20 мм и установленным по оси сопел 10 газового коллектора 11. Вследствие равной длины патрубков 2 транспортное запаздывание истечения жидкости из них постоянно, и жидкость начинает поступать одновременно из
всех выходных отверстий патрубков 2 в каналы сопел 10, где происходит интенсивное перемещивание охлаждающей жидкости с газом и образование мелкодисперсной газожидкостной смеси. Образованный таким образом охладитель истекает на поверхность обрабатываемого проката 9. По мере прохождения прокатом 9 зоны действий струй накопительных баков 1 осуществляется его равномерное охлаждение по периметру и сечению.
При выходе проката из валков клети скорость его транспортировки через устройство снижается с 4 м/с (скорость прокатки) до 2,5 м/с (скорость движения по рольгангу). Следовательно, нужно изменить режим охлаждения проката 9 по длине таким образом, чтобы участки раската, транспортируемые с большей скоростью, охлаждались бы большим количеством секций устройства и время нахождения каждого элемента длины проката 9 в зоне охлаждения в конечном итоге было одинаково. Кроме того, для обеспечения высокого качества проката необходимо устранить температурные колебания по длине раската - температурный клин, глиссажные метки и т.д., что также достигается путем включения или отключения определенного числа секций устройства в заданной последовательности. При отключении подачи охлаждающей жидкости в накопительный бак 1 ее истечение из выходных отверстий отверстий патрубков 2 продолжается еще некоторое время, составляющее период инерционного истечения. Длительность этого периода в основном зависит от объема жидкости, заключенной между плоскостью входных отверстий патрубков 2 и верхней крышкой накопительного бака; разности уровней плоскости входных отверстий патрубков 2 и высшей точки бака; суммарной
О площади патрубков 2.
Благодаря выполнению тяги 4, связывающей поплавок 3 с внутренней поверхностью бака 1, в виде винта 5 с гайкой 6 и применению гибких шлангов возможна ре- гулировка первых двух параметров и, как следствие, изменение в широких переделах периода инерционного истечения, который может быть сведен к минимуму.
Выполнение поплавка 3 в виде перфорированной плиты обеспечивает равномерное
0 ее погружение в жидкость при поднятии уровня последней. При этом обеспечивается равномерное поступление жидкости через перфорацию на верхнюю поверхность плиты и равномерное растекание жидкости по ней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения полосового проката | 1980 |
|
SU889172A1 |
| Коллектор для охлаждения проката | 1990 |
|
SU1768341A1 |
| Устройство для охлаждения полосового проката | 1982 |
|
SU1106561A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| Устройство для ускоренного охлаждения полосового проката | 1990 |
|
SU1722642A1 |
| Устройство для поверхностной обработки проката | 1981 |
|
SU1002371A1 |
| Устройство для охлаждения проката | 1982 |
|
SU1076161A1 |
| Устройство для охлаждения поверхности прокатных валков | 1984 |
|
SU1256828A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ТРУБ В МНОГОКЛЕТЬЕВОМ ПРОКАТНОМ СТАНЕ | 2004 |
|
RU2254189C1 |
| Коллектор для охлаждения полос | 1984 |
|
SU1146114A1 |
УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА, включающее наполнительный бак, водозаборник, подающие патрубки и сопла, отличающееся тем, что, с целью экономии охладителя за счет снижения инерционности его истечения, водозаборник выполнен в виде перфорированного поплавка с укрепленными в нем концами подающих патрубков, при этом поплавок связан с баком гибкой регулируемой тягой. (Л N9 (С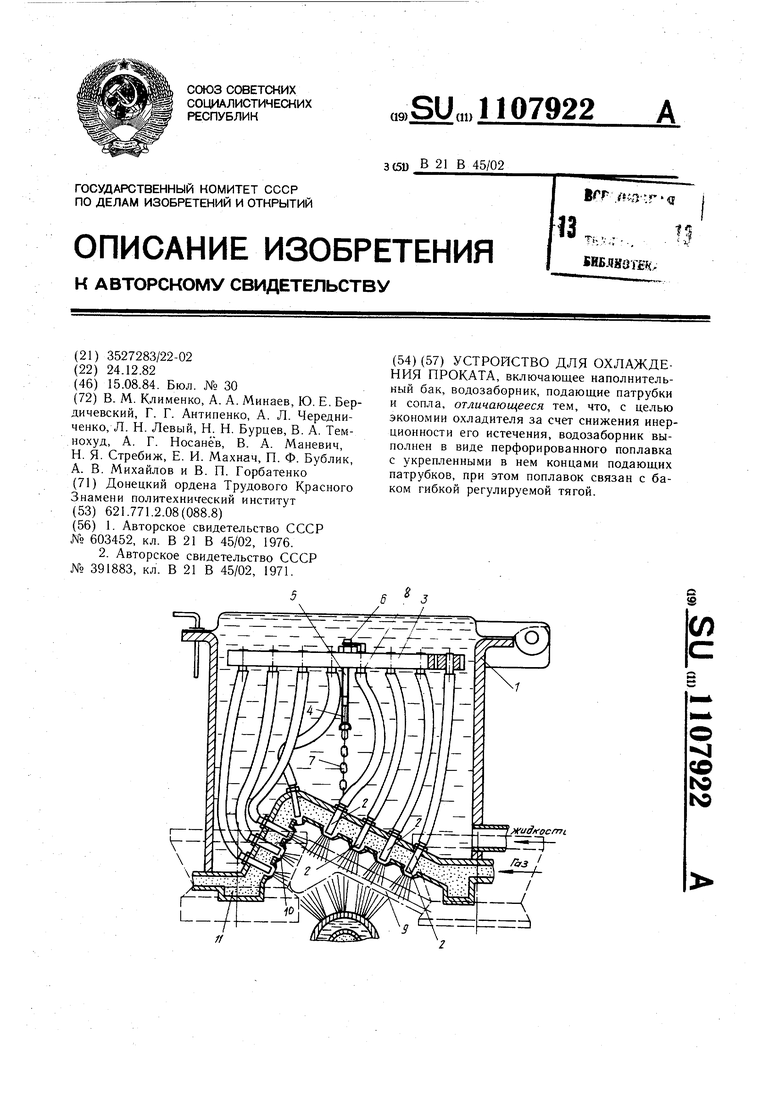
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Наполнительный бак системы охлаждения полос на отводящем рольганге стана горячей прокатки | 1976 |
|
SU603452A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПОЛОС | 0 |
|
SU391883A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ,13 ВИБЛМЙТШ, | |||
