i )OjiiMivOiibK оаой.м для иротяж.- зщ)1цв;1 |Л1телБно прошитых кругл 1Х затоTCiBo:; 1;;ыи5ровк.а iiiiwijraiHbiX р.осцгЕов вытаанена с .малым :1)азвал03 (вьщуеком) по типу кал И1орО ВКИ .дкУ васлвовых КчииороВОЧньк стамсщ.
Такая Ka.HiiOrpliiiiBa рошг.вов дс;иус-|Кает в 1иьжло:й обойме не:большую .ку, тал; как |Л1)и ioci.ibuiDH 1)1тяЖКе за сенец, о:5pasiyioiujHik} иа Сачлках роликов, п/ри irp;)тяж1ке через с.тедующую обойму згйкатываетйя 13 тело за готоа ки. {loawnty для тлУЧ&нНЯ не01йх1)дююй ВЫТяжки требуется snaiHiirreaHHOs косшчгсгво обийм. ytTCiHtiBKa ,К1;д1{|рЫ1Х связана е 1Г1;еТ:|юЙ1;ой сиецщалыньгх ги.ирав тичеокд.х Иргт.:.-; малюй MOlUIIOiJTIH, но с большим ХСаОМ 1)1).Движжых частей.
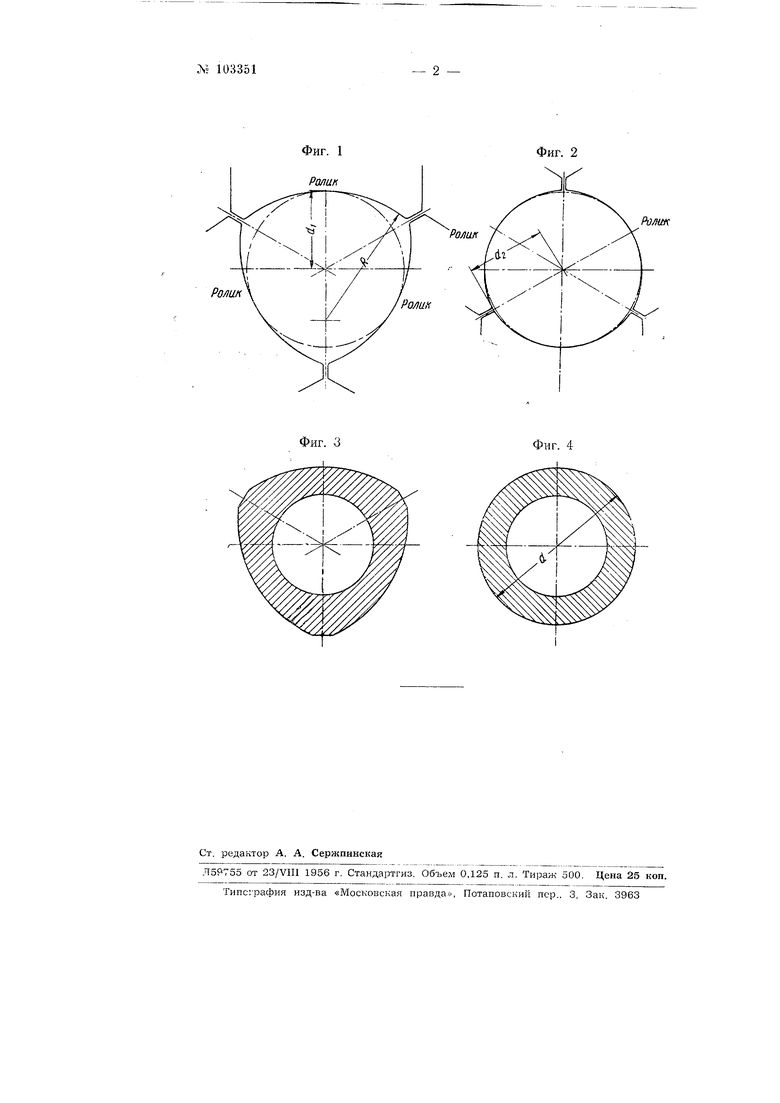
Описываемый .способ про.тяжжи пр;о)Шитых lia.roTCiBCiii «т тнчаедся тем, чтю. не((бходимая сте-(.;нь щытяжк.и доСпигаетгя при иф(}, aaiiOTioaiKii через две лро.хролмвсвые (обонмы и р ичеМ iiiip.oi( калибра пе:1) обоймы значите л ьйо .отлича.етч:я €Т .ivi)yiij:B.jTio Ирс-:|11гля с ма.дым БЫ1Щ-С.К1ПГ, .11я&М:УГ() IH;I. вальвах к.ал;11бровомиых ста:но:В, а также тем, .что ка:ждая с бОйма доводит ,до требуемы:х )a:nie. .литпь часть на1)уж«;о11 иоверхности про.тя.гива(.мой зат-от..
На
|||Иг. 1 и 2 изо:б.ра/1,ен )грО|;11И-ль ваa.HOipii;iB исрвои и .второй оо.эим; .на ilHtr. . и 4 - HC ieipS4Hbie сечгнии нротяпутых че-рез вбоймы упеткл:.
Так .как в лгаждой обойме только частт,
иоиерх.чости заготовки после и{)отяж.ки приобретает требуемьп размер, то при псстроепни профилей ручьев протяжных роликов размер di первой обоймы (фит. 1) принимается равпым размеру d второй обоймы (фиг. 2). Таким образом, в первой обойме в районе стыков протяжных роликов металл деформировать-ся не будет и заготовка после протяжкп через обойму будет пметь в поперечном сечении форяу, показанную на фит. 3, т. е. она будет получена ирп прокатке только средними частями роликов.
По сравнению с первой обоймой нрофиль ручьев второй обоймы выполнен с малым вьшу-ском, а -стыки ))олкков iai коложены под другим угло.м. позтому срсдниоп частями рол.икоВ будет дефор мнроиаться металл в тех частях иоверхяости заготовки, где он не подвергался деформации при протяжке через не|)ву10 обойму, и в ноне)еч1Ном сечении загот1 вка 1ЛЛ1мет кольцевую Форму, показанную на vjnr. 4.
II р е д л о т и 3II б 1) о т ( н и и
Способ протяжки прошитой заготовки че)е;1 две трехроликовые калибровочные обоймы, о т л и ч а ю щ п ii с я тем, что профиль калибра первой трехроликовой обоймы отступает от крутового и каждая обойма доводит до готовых размеров лишь часть наружной поверхя-ости протягиваемпй заготовки.
Фиг. 2
PiimtK
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ СОРТОВОГО ПРОФИЛЯ В ЗАКРЫТЫХ КАЛИБРАХ | 2014 |
|
RU2582839C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2070448C1 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОДА КОНТАКТНОГО ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2012 |
|
RU2492010C1 |
| Способ прокатки сортовых профилей | 1989 |
|
SU1623803A1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 2003 |
|
RU2230617C1 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 2000 |
|
RU2179103C2 |
| СПОСОБ КАЛИБРОВКИ ЧИСТОВЫХ ВАЛКОВ ДЛЯ ПРОКАТКИ РАВНОПОЛОЧНОЙ УГЛОВОЙ СТАЛИ | 1993 |
|
RU2061561C1 |
| СОСТАВНАЯ ПРОТЯЖКА | 2013 |
|
RU2553149C2 |