Изобретение относится к обработке металлов давлением, в частности к сортовой прокатке, и может быть использовано при холодной прокатке контактных фасонных профилей, в том числе из высокопрочных износостойких медных сплавов, используемых на железных дорогах и в городском транспорте (троллейбусы, трамваи).
Технические условия на провода контактные из меди и ее сплавов и размеры контактных проводов определены ГОСТ 2584, ASTM В 9, ASTM В 47, DIN 43140, DIN 43141, NF С 34 800, pr EN 50 149. Настоящее изобретение посвящено изготовлению фасонных контактных проводов сечением от 80 до 150 мм включительно.
Известна система калибров для холодной прокатки фасонного контактного провода, содержащая систему вытяжных калибров различной формы и формообразующих двухручьевых калибров (Патент РФ №2113293, В 21 В 1/16, опубл. 1998 г.). Система содержит чередующиеся овальные и круглые калибры, формообразующие предчистовой и чистовой калибры и дополнительные формообразующие подготовительный и черновой калибры. Профили ручьев каждого калибра, начиная с предчистового, против хода прокатки выполнены в зависимости от профиля ручьев каждого предыдущего калибра по определенным зависимостям.
Основным ограничением этого технического решения является необеспечение точности размеров и формы контактного провода.
Наиболее близкой к заявленной является система калибров для холодной прокатки фасонного контактного провода, содержащая систему вытяжных калибров различной формы и формообразующих двухручьевых калибров, выполненную из подготовительного, чернового, предчистового и чистового калибров, а чистовой калибр по форме и размерам соответствует поперечному сечению профиля готового фасонного контактного провода, причем высота ручья каждого валка составляет 0,1-0,3 высоты предчистового калибра, при этом центральная часть дна ручья каждого валка предчистового калибра выполнена горизонтальной и составляет по длине 1-2 мм, черновой калибр образован симметричными ручьями обоих валков, составляющими разрезной калибр, причем форма симметричных ручьев чернового калибра одинакова с формой симметричных ручьев чистового калибра, а высота чернового калибра составляет 1,02-1,2 высоты чистового калибра, для подготовительного калибра боковые стенки ручья, примыкающие к линии его разъема, выполнены с углом наклона к линии разъема подготовительного калибра, ширина дна ручья одного валка составляет 0,65-0,8 ширины подготовительного калибра, при этом расстояние по высоте в подготовительном калибре между плоскостями переходов от трапециальных частей контактного провода в подготовительном калибре составляет 0,8-0,95 той части ширины ручья чистового калибра, которая равна по высоте рабочей части контактного провода (Патент РФ №2178348, В 21 В 1/16, опубл. 2002 г.).
Ограничениями этого технического решения являются: недостаточно точные и стабильные размеры профиля из-за неравномерного (с резкими перепадами) его формирования валками, особенно для подготовительных валков первой клети; недостаточно высокая стойкость инструмента (валков) из-за неравномерного распределения усилий на каждый элемент валка и валок в целом; недостаточно высокие механические свойства провода и повышенный расход меди и ее сплавов из-за выполнения размеров провода в процессе холодной прокатки на границе верхних пределов допусков на готовое изделие.
Решаемая изобретением задача - повышение качества и долговечности инструмента, а также технико-эксплуатационных показателей фасонного контактного провода.
Технический результат, который может быть получен при выполнении изобретения, - увеличение стойкости инструмента, повышение точности и стабильности размеров контактного провода, улучшение его механических свойств.
Для решения поставленной задачи с достижением указанного технического результата в известной системе калибров для холодной прокатки фасонного контактного провода, содержащей систему вытяжных калибров различной формы и формообразующих двухручьевых калибров, выполненную из подготовительного, чернового, предчистового и чистового калибров, а чистовой калибр по форме и размерам соответствует поперечному сечению профиля готового фасонного контактного провода, причем высота ручья каждого валка составляет 0,1-0,3 высоты предчистового калибра, при этом центральная часть дна ручья каждого валка предчистового калибра выполнена горизонтальной и составляет по длине 1-2 мм, черновой калибр образован симметричными ручьями обоих валков, составляющими разрезной калибр, причем форма симметричных ручьев чернового калибра одинакова с формой симметричных ручьев чистового калибра, а высота чернового калибра составляет 1,02-1,2 высоты чистового калибра, для подготовительного калибра боковые стенки ручья, примыкающие к линии его разъема, выполнены с углом наклона к линии разъема подготовительного калибра, ширина дна ручья одного валка составляет 0,65-0,8 ширины подготовительного калибра, при этом расстояние по высоте в подготовительном калибре между плоскостями переходов от трапециальных частей контактного провода в подготовительном калибре составляет 0,8-0,95 той части ширины ручья чистового калибра, которая равна по высоте рабочей части контактного провода, согласно изобретению предчистовой калибр имеет профиль ручья одного валка, выполняемый радиусом, равным 1,25-1,5 радиуса части ручья чистового калибра, образующей рабочую поверхность контактного провода, профиль ручья второго валка предчистового калибра выполнен радиусом, равным 1,8-2,7 радиуса части ручья чистового калибра, образующей крепежную часть контактного провода, черновой калибр имеет профиль боковых частей ручьев, выполняемый радиусом, равным 1,002-1,02 радиуса части ручья чистового калибра, образующей рабочую поверхность контактного провода, профиль боковых частей ручьев чернового калибра выполнен радиусом, равным 1,0-1,05 радиуса части ручья чистового калибра, образующей крепежную часть контактного провода, размер симметричных ручьев по ширине чернового калибра выполнен равным 1,007-1,011 размера по ширине симметричных ручьев чистового калибра, подготовительный калибр имеет профиль дна ручья одного валка, выполненного радиусом, равным 1-1,26 радиуса части чистового калибра, образующей рабочую часть контактного провода, профиль дна ручья второго валка подготовительного калибра выполнен радиусом, равным 1,7-2,57 радиуса части чистового калибра, образующей крепежную часть контактного провода, ширина дна ручья второго валка составляет 0,9-1,2 ширины дна смежного ручья подготовительного калибра, боковые стенки ручья одного валка подготовительного калибра, примыкающие к линии его разъема, выполнены с углом наклона к линии разъема подготовительного калибра, равным 60-80°, боковые стенки ручья второго валка подготовительного калибра, примыкающие к линии его разъема, выполнены с углом наклона к линии разъема подготовительного калибра, равным 30-60°, введены первый и второй предварительные калибры, размещенные соответственно в указанной последовательности перед подготовительным калибром по ходу прокатки, второй предварительный калибр образован симметричными ручьями обоих валков, составляющими разрезной калибр, второй предварительный калибр имеет профиль боковых частей ручьев, выполняемый радиусом, равным 1,12-1,25 радиуса части ручья чернового калибра, образующей рабочую поверхность контактного провода, профиль боковых частей ручьев второго предварительного калибра выполнен радиусом, равным 1,25-1,33 радиуса части ручья чернового калибра, образующей крепежную часть контактного провода, размер симметричных ручьев по ширине второго предварительного калибра выполнен равным 1,12-1,25 размера по ширине симметричных ручьев чернового калибра, высота второго предварительного калибра составляет 1,08-1,12 высоты чернового калибра, первый предварительный калибр имеет профиль дна ручья одного валка, выполненного радиусом, равным 1,3-2,7 радиуса части подготовительного калибра, образующей рабочую часть контактного провода, боковые стенки ручья одного валка, примыкающие к линии разъема первого предварительного калибра, выполнены с углом наклона к линии разъема калибра, равным 60-80°, ширина дна ручья одного валка составляет 0,7-0,91 ширины первого предварительного калибра, профиль дна ручья второго валка первого предварительного калибра выполнен радиусом, равным 0,8-1,7 радиуса части подготовительного калибра, образующей крепежную часть контактного провода, боковые стенки ручья второго валка, примыкающие к линии разъема первого предварительного калибра, выполнены с углом наклона к линии разъема калибра, равным 30-50°, ширина дна ручья составляет 0,68-0,96 ширины дна смежного ручья подготовительного калибра, высота первого предварительного калибра составляет 1,05-1,18 высоты подготовительного калибра.
В известном техническом решении первые две клети подготовительного и чернового калибров предназначались для нагортовки поверхности с целью увеличения предела прочности провода, а последующие две клети - для формирования заданного профиля. В заявленном техническом решении введены дополнительно первый и второй предварительные калибры, а каждая из шести используемых клетей одновременно выполняет функции получения определенных свойств провода и формообразования профиля.
Указанные преимущества, а также особенности настоящего изобретения поясняются лучшим вариантом его выполнения со ссылками на прилагаемые фигуры:
фиг.1 схематично изображает первый предварительный калибр;
фиг.2 - второй предварительный калибр;
фиг.3 - формообразующий подготовительный калибр;
фиг.4 - черновой разрезной калибр;
фиг.5 - предчистовой калибр;
фиг.6 - чистовой калибр.
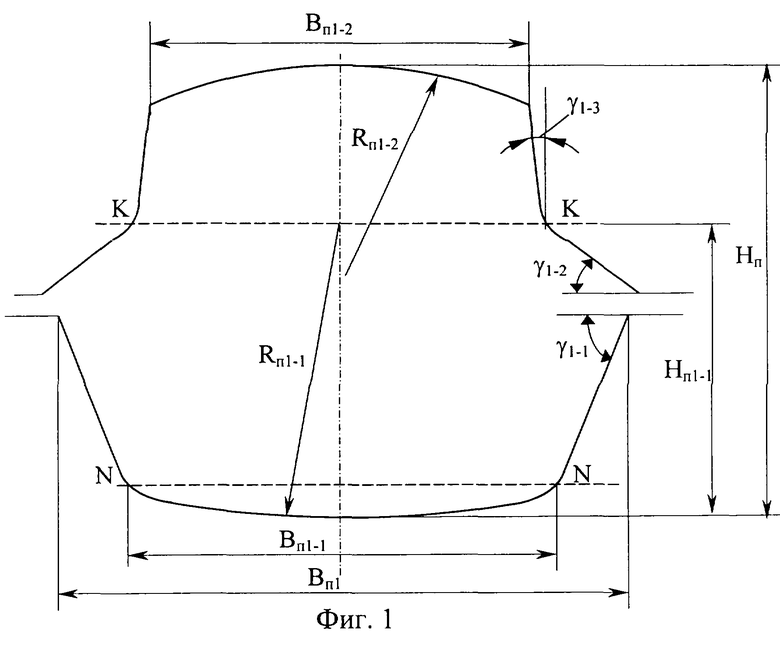
Чистовой калибр (фиг.6) выполнен по размерам, соответствующим профилю готового контактного провода, ширина калибра В4 составляет сумму ширины ручья Вк, соответствующей высоте крепежной части провода, и ширины ручья Вр. соответствующей высоте рабочей части провода. Высота калибра H4 равна максимальной ширине контактного провода. Радиусы R4-1 и R4-2 равны радиусам соответствующих частей провода. Угол А равен углу наклона полки рабочей части провода к горизонтали.
Предчистовой калибр (фиг.5) имеет профиль ручья одного валка, выполняемый радиусом R3-1, равным 1,25-1,5 радиуса R4-1 части ручья чистового калибра, образующей рабочую поверхность контактного провода. Профиль ручья второго валка предчистового калибра выполнен радиусом R3-2, равным 1,8-2,7 радиуса R4-2 части ручья чистового калибра, образующей крепежную часть контактного провода. Высота ручья каждого валка Н3-1 и Н3-2 составляет 0,1-0,3 высоты Н3 предчистового калибра. Центральная часть В3 дна ручья каждого валка предчистового калибра выполнена горизонтальной и составляет по длине 1-2 мм.
Черновой калибр (фиг.4) образован симметричными ручьями обоих валков, составляющими разрезной калибр, причем форма симметричных ручьев чернового калибра одинакова с формой симметричных ручьев чистового калибра. Черновой калибр имеет профиль боковых частей ручьев, выполняемый радиусом R2-1, равным 1,002-1,02 радиуса R4-1 части ручья чистового калибра, образующей рабочую поверхность контактного провода. Профиль боковых частей ручьев чернового калибра выполнен радиусом R2-2, равным 1,0-1,05 радиуса R4-2 части ручья чистового калибра, образующей крепежную часть контактного провода. Высота H2 чернового калибра составляет 1,02-1,2 высоты Н4 чистового калибра. Размер В2 симметричных ручьев по ширине чернового калибра выполнен равным 1,007-1,011 размера В4 по ширине симметричных ручьев чистового калибра.
Подготовительный калибр (фиг.3) выполнен высотой H1, составляющей 0,96-0,992 ширины В4 чистового калибра, и имеет профиль дна ручья одного валка, выполненного радиусом R1-1, равным 1-1,26 радиуса R4-1 части чистового калибра, образующей рабочую часть контактного провода. Боковые стенки ручья одного валка подготовительного калибра, примыкающие к линии его разъема, выполнены с углом наклона α1-1 к линии разъема подготовительного калибра, равным 60-80°. Ширина дна ручья В1-1 одного валка составляет 0,65-0,8 ширины B1 подготовительного калибра.
Профиль дна ручья второго валка подготовительного калибра выполнен радиусом R1-2, равным 1,7-2,57 радиуса R4-2 части чистового калибра, образующей крепежную часть контактного провода. Боковые стенки ручья второго валка, примыкающие к дну ручья, выполнены с углом наклона α1-3, равным 1-5°. Боковые стенки ручья второго валка подготовительного калибра, примыкающие к линии его разъема, выполнены с углом наклона α1-2 к линии разъема подготовительного калибра, равным 30-60°. Угол наклона α1-2 равен 1,05-1,3 угла наклона А части ручья чистового калибра, образующей полку рабочей части контактного провода. Ширина В1-2 дна ручья второго валка составляет 0,9-1,2 ширины В1-1 дна смежного ручья подготовительного калибра. Расстояние H1-1 по высоте в подготовительном калибре между плоскостями К-К и N-N переходов от трапециальных частей контактного провода в подготовительном калибре составляет 0,8-0,95 части ширины Вр ручья чистового калибра, равной высоте рабочей части контактного провода.
В систему введены первый и второй предварительные калибры (фиг.1, 2), размещенные соответственно в указанной последовательности перед подготовительным калибром (фиг.3) по ходу прокатки.
Второй предварительный калибр (фиг.2) образован симметричными ручьями обоих валков, составляющими разрезной калибр. Второй предварительный калибр имеет профиль боковых частей ручьев, выполняемый радиусом Rп*1-1, равным 1,12-1,25 радиуса R2-1 части ручья чернового калибра, образующей рабочую поверхность контактного провода. Профиль боковых частей ручьев второго предварительного калибра выполнен радиусом Rп*1-2, равным 1,25-1,33 радиуса R2-2 части ручья чернового калибра, образующей крепежную часть контактного провода. Размер Вп* симметричных ручьев по ширине второго предварительного калибра выполнен равным 1,12-1,25 размера В2 по ширине симметричных ручьев чернового калибра. Высота Нп* второго предварительного калибра составляет 1,08-1,12 высоты Н2 чернового калибра. Поверхность ручьев с меньшим радиусом Rп*1-2 может быть сопряжена с поверхностью большего радиуса Rп*1-1 наклонными стенками или вогнутой поверхностью. Угол βп*1-1 наклона части, предназначенной для изготовления рабочей части провода, может составлять 30-60° к горизонтали, а угол βп*1-2 наклона части, предназначенной для изготовления крепежной части провода, - 75-88°. Размер Bп*1 линии сопряжения наклонных стенок со стороны нижнего края криволинейной поверхности, предназначенной для изготовления рабочей поверхности контактного провода, может составлять 0,62-0,71 размера Вп*.
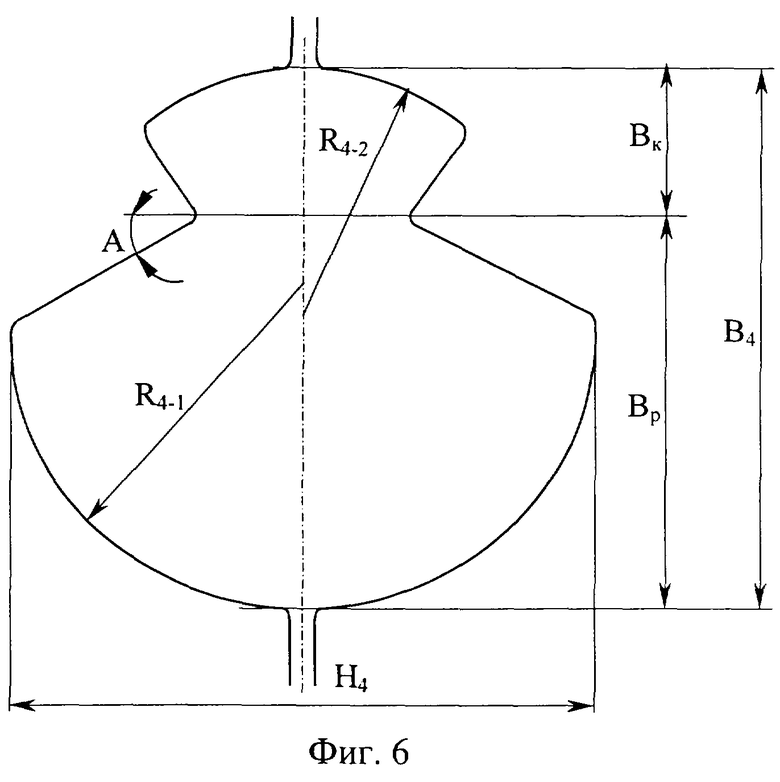
Первый предварительный калибр имеет профиль дна ручья одного валка, выполненного радиусом Rп1-1, равным 1,3-2,7 радиуса R1-1 части подготовительного калибра, образующей рабочую часть контактного провода. Боковые стенки ручья одного валка, примыкающие к линии разъема первого предварительного калибра, выполнены с углом наклона γп1-1 к линии разъема калибра, равным 60-80°. Ширина Bп1-1 дна ручья одного валка составляет 0,7-0,91 ширины Bп1 первого предварительного калибра. Профиль дна ручья второго валка первого предварительного калибра выполнен радиусом Rп1-2, равным 0,8-1,7 радиуса R1-2 части подготовительного калибра, образующей крепежную часть контактного провода. Боковые стенки ручья второго валка, примыкающие к линии разъема первого предварительного калибра, выполнены с углом наклона γп1-2 к линии разъема калибра, равным 30-50°. Ширина Bп1-2 дна ручья второго валка составляет 0,68-0,96 ширины B1-1 дна смежного ручья первого предварительного калибра. Боковые стенки ручья второго валка, примыкающие к дну ручья, могут быть выполнены с углом наклона γп1-3, равным 1-6°. Высота Нп первого предварительного калибра составляет 1,05-1,18 высоты H1 подготовительного калибра. Расстояние Hп1-1 по высоте в первом предварительном калибре между плоскостями К-К и N-N может составлять 1-1,2 расстояния H1-1 по высоте в подготовительном калибре. Ширина Bп1-1 дна ручья одного валка первого предварительного калибра может составлять 1,1-1,5 ширины В1-1 дна ручья соответствующего первого валка подготовительного калибра. Ширина Bп1-2 дна ручья второго валка составляет 1,05-1,25 ширины В1-2 дна ручья второго валка подготовительного калибра. Ширина Bп1-2 первого предварительного калибра может составлять 1,1-1,25 ширины В1 подготовительного калибра.
Работает система следующим образом.
При осуществлении холодной прокатки фасонного контактного провода заготовка поступает в первую клеть с горизонтальным расположением валков - первый предварительный калибр. При обработке заготовки первым предварительным калибром удается исключить резкий перепад формообразования и осуществить предварительную нагортовку поверхности заготовки с целью увеличения предела прочности. Кривизна дна ручья одного и второго валка первого предварительного калибра соответственно связана с кривизной дна валков подготовительного калибра для исключения резкого изменения размеров и повышения точности изготовления изделия. Затем заготовка поступает во вторую клеть - второй предварительный калибр с вертикальным расположением валков. Второй предварительный калибр образован симметричными ручьями обоих валков, размеры которых указанным образом связаны с размерами чернового калибра. Достигается дополнительное упрочнение поверхности и равномерный переход (без резких перепадов) заготовки в третью клеть - подготовительный калибр с горизонтальным расположением валков.
Далее работа осуществляется аналогично ближайшей известной системе с учетом того, что в заявленном техническом решении изменены некоторые размеры формообразующих поверхностей валков. Заготовка последовательно проходит обработку в четвертой клети - черновой калибр с вертикальным расположением валков, в пятой клети - предчистовой калибр с горизонтальным расположением валков, в шестой клети - чистовой калибр с вертикальным расположением валков. Наиболее существенным является отказ от сохранения размеров R2-1, R2-2, В2 чернового калибра соответствующим размерам R4-1, R4-2, В4 чистового калибра, а также изменение некоторых других, ранее указанных параметров валков, что позволяет реализовать улучшенные технико-эксплуатационные характеристики провода, такие как точность его изготовления с минимальными допусками. Это позволяет сэкономить количество металла, требуемого для изготовления изделия. Механические свойства провода оказываются на 3-8% выше минимально заданных стандартом. Повысилась стойкость инструмента валков за счет более равномерного распределения усилий на них.
Указанные соотношения размеров получены экспериментальным путем на опытной установке. Удалось решить задачу, чтобы каждая из шести используемых клетей одновременно выполняла две функции: формирования высокоточного профиля контактного провода и придания этому проводу требуемых физико-механических свойств.
Наиболее успешно заявленная система калибров для холодной прокатки фасонного контактного провода промышленно применима для изготовления проводов из высокопрочных износостойких медных сплавов, используемых на железных дорогах и в городском транспорте.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1999 |
|
RU2163173C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1999 |
|
RU2178348C2 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1997 |
|
RU2113293C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 2000 |
|
RU2174053C1 |
| КАЛИБРОВКА ПРОКАТНОГО СТАНА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1994 |
|
RU2048934C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
Изобретение может быть использовано при холодной прокатке контактных фасонных профилей, в том числе из высокопрочных износостойких медных сплавов, используемых на железных дорогах и в городском транспорте. Задача изобретения - повышение качества и долговечности инструмента, а также технико–эксплуатационных показателей фасонного контактного провода. Система содержит подготовительный, черновой, предчистовой и чистовой калибры. В систему дополнительно введены первый и второй предварительные калибры. Форма выполнения и взаимосвязь характеристических размеров валков калибров регламентированы. Изобретение позволяет увеличить стойкость инструмента за счет более равномерного распределения усилий на валках, повысить точность и стабильность размеров контактного провода, улучшить его механические свойства. 6 ил.
Система калибров для холодной прокатки фасонного контактного провода, содержащая систему вытяжных калибров различной формы и формообразующих двухручьевых калибров, выполненную из подготовительного, чернового, предчистового и чистового калибров, а чистовой калибр по форме и размерам соответствует поперечному сечению профиля готового фасонного контактного провода, причем высота ручья каждого валка составляет 0,1-0,3 высоты предчистового калибра, при этом центральная часть дна ручья каждого валка предчистового калибра выполнена горизонтальной и составляет по длине 1-2 мм, черновой калибр образован симметричными ручьями обоих валков, составляющими разрезной калибр, причем форма симметричных ручьев чернового калибра одинакова с формой симметричных ручьев чистового калибра, а высота чернового калибра составляет 1,02-1,2 высоты чистового калибра, для подготовительного калибра боковые стенки ручья, примыкающие к линии его разъема, выполнены с углом наклона к линии разъема подготовительного калибра, ширина дна ручья одного валка составляет 0,65-0,8 ширины подготовительного калибра, при этом расстояние по высоте в подготовительном калибре между плоскостями переходов от трапецеидальных частей контактного провода в подготовительном калибре составляет 0,8-0,95 той части ширины ручья чистового калибра, которая равна по высоте рабочей части контактного провода, отличающаяся тем, что предчистовой калибр имеет профиль ручья одного валка, выполняемый радиусом, равным 1,25-1,5 радиуса части ручья чистового калибра, образующей рабочую поверхность контактного провода, профиль ручья второго валка предчистового калибра выполнен радиусом, равным 1,8-2,7 радиуса части ручья чистового калибра, образующей крепежную часть контактного провода, черновой калибр имеет профиль боковых частей ручьев, выполняемый радиусом, равным 1,002-1,02 радиуса части ручья чистового калибра, образующей рабочую поверхность контактного провода, профиль боковых частей чернового калибра выполнен радиусом, равным 1,0-1,05 радиуса части ручья чистового калибра, образующей крепежную часть контактного провода, размер симметричных ручьев по ширине чернового калибра выполнен равным 1,007-1,011 размера по ширине симметричных ручьев чистового калибра, подготовительный калибр имеет профиль дна ручья одного валка, выполненного радиусом, равным 1-1,26 радиуса части чистового калибра, образующей рабочую часть контактного провода, профиль дна ручья второго валка подготовительного калибра выполнен радиусом, равным 1,7-2,57 радиуса части чистового калибра, образующей крепежную часть контактного провода, ширина дна ручья второго валка составляет 0,9-1,2 ширины дна смежного ручья подготовительного калибра, боковые стенки ручья одного валка подготовительного калибра, примыкающие к линии его разъема, выполнены с углом наклона к линии разъема подготовительного калибра, равным 60-80°, боковые стенки ручья второго валка подготовительного калибра, примыкающие к линии его разъема, выполнены с углом наклона к линии разъема подготовительного калибра, равным 30-60°, введены первый и второй предварительные калибры, размещенные соответственно в указанной последовательности перед подготовительным калибром по ходу прокатки, второй предварительный калибр образован симметричными ручьями обоих валков, составляющими разрезной калибр, второй предварительный калибр имеет профиль боковых частей ручьев, выполняемый радиусом, равным 1,12-1,25 радиуса части ручья чернового калибра, образующей рабочую поверхность контактного провода, профиль других боковых частей ручьев второго предварительного калибра выполнен радиусом, равным 1,25-1,33 радиуса части ручья чернового калибра, образующей крепежную часть контактного провода, размер симметричных ручьев по ширине второго предварительного калибра выполнен равным 1,12-1,25 размера по ширине симметричных ручьев чернового калибра, высота второго предварительного калибра составляет 1,08-1,12 высоты чернового калибра, первый предварительный калибр имеет профиль дна ручья одного валка, выполненный радиусом, равным 1,3-2,7 радиуса части подготовительного калибра, образующей рабочую часть контактного провода, боковые стенки ручья одного валка, примыкающие к линии разъема первого предварительного калибра, выполнены с углом наклона к линии разъема калибра, равным 60-80°, ширина дна ручья одного валка составляет 0,7-0,91 ширины первого предварительного калибра, профиль дна ручья второго валка первого предварительного калибра выполнен радиусом, равным 0,8-1,7 радиуса части подготовительного калибра, образующей крепежную часть контактного провода, боковые стенки ручья второго валка, примыкающие к линии разъема первого предварительного калибра, выполнены с углом наклона к линии разъема калибра, равным 30-50°, ширина дна ручья составляет 0,68-0,96 ширины дна смежного ручья подготовительного калибра, высота первого предварительного калибра составляет 1,05-1,18 высоты подготовительного калибра.
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1999 |
|
RU2178348C2 |
| КАЛИБРОВКА ПРОКАТНОГО СТАНА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1994 |
|
RU2048934C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1997 |
|
RU2113293C1 |
| Система калибров для прокатки круглых профилей | 1987 |
|
SU1475742A1 |
| ГИДРОПРИВОД ГЛУБИННОГО ШТАНГОВОГО НАСОСА | 2003 |
|
RU2241854C1 |

