Изобретение относится к литейному производству и может быть использовано в металлургической промышленности при получении отливок и слитков.
Известен способ получения отливок с направленной кристаллизацией включающий применение круглой формы и двух теплоиэлучаквдих элементов, которые расположены концентрично с формой. Один из элементов находится внутри, а другой - снаружи формы. Круглая форма помещена на охлаждающую плиту, которая изготовлена из -высокотеплопроводящего материала. С помощью теплоизлучающих элементов форму предварительно нагревают выше температуры кристаллизации заливаемого металла f 1 J.
Однако по этому способу тет шературный перепад по высоте можно создать до заливки металла, лишь применяя металлические формы. Способ не приемлем для песчано-гливистой формы. Температурный перепад резко снижается после заливки металла и разогрева им формы.
Известен способ изготовления отливок с направленным затвердеванием, по которому тигель с металлом, расположенный в верхней части оболочковой формыу и саму форму помещают в печь для расплавления металла, которлй затем перетекает в полости формы. Форму устанавливают на холодильник. Печь имеет индуктор, выполненный из двух секций, одну исполЬзуют для расплавления металла, вторую - для нагрева формы. После заполнения формы металлом холодильную плиту спускают постепенно для вывода формы из печи и обеспечения направленного затверлева- ния 2.
Однако направленность осуществляется с помощью подогрева формы в специальной печи,- а охлаждение - путем опускак1ия затвердевающей отливки из печи и дополнительным охлаждением. Этот способ связан с использованием специальной печи, трудоемок и ограничивает номенклатуру получаемых отливок.
Известен также способ производства отливок с направленно закристаллизовавшейся структурой. По этому способу форму устанавливают основанием на холодильную плиту и помещают в нагревательную камеру. Эта камера, расположенная над холодильной плитой, охватывает целиком всю форму и перед заливкой нагревается. Затем форма медленно погружается в охлаждающую емкость, которая начинается у холодчльно й плиты находящейся перед погружением частично fe жидкости.
В зтом способе используется прием охлаждения основания формы, а следовательно, и нижней части залитого в форму металла.
Боковой подог-рев формы, который поднимается по мере продвижения фронта кристаллиза ции металла снизу вверх, поддерживает перепад температур в направлении кристаллизации З.
0 Однако .этот способ сложен в ., осуществлении..Наличие нагревательной камеры и бхлаждающей емкости ограничивает номенклатуру отливок и слитков по их размеру и конфигурации. Требуется специальное устройство для медленного, с опре.деленной скоростью, погружения формы в охлаждающую емкость, регулирование подачи охлаждающей жидкости и определенный токовый режим.
, Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления отливок с ориентированной столбчатой структурой, включающий заливку металла в литейную форму и подогрев прибыльной части отливки.
Форму нагревают, и отливки крис таллизуются в печи-кристаллизато0 р,е. В печь на холодильную плиту устанавливают форму, нагреваемую карборундовыми нагревателями. В од ном из вариантов исполнения используют дополнительно боковой холодильник, а нижний холодильник постепенно опускают вместе с залитой формой (со скоростью 4-9 мм/мин ) ДЛЯсоздания определенной скорости затвердевания и перепада темперап тур (главным образом за счет боковогр охлаждения Постепеннообогреваемой оказывается только верхняя часть слитка. В этом способе при кристаллизации расплава в опускающейся форме макро- и микроструктуры получаются сравнительно однородными 4
Однако нижний участок, примыкающий к холодильнику, приходится удалять из-за наличия разориентированных кристаллов. Способ характеризуется макроликвацией, особенно алюминия. В этом способе перепад температур создается в одном
е направлении: снизу-вверх и сложным техническим средством. Наличие нагре вательной печи и охлаждающей емкости ограничивает номенклатуру отливок и слитков по их размеру и конфигурации. Требуется специальное
0 устройство для медленного, с определенной скоростью, погружения формы в охлаждающую емкость, регулирование подачи охлаждающей жидкости и определенный режим нагрева
5 формы.
Цель изобретения - повышение плотности отливок за счет сокращения ширины .двухфазной зоны.
Цель достигается тем, что согласно способу получения отливок радиально-направленным затвердеванием, 5 включающему заливку металла в ли.тейную форму и подогрев прибыльной части отливки, дополнительно подогревают донную часть залитого в форму металла до момента прекращения Ю движения конвективных потоков в осевой зоне прибыли, а подогрев прибыльной части ведут после отключения нагрева донной части залитого в форму металла.
Причем переключение подогрева с донной части залитого в форму ме- . талла.на прибыльную часть отливки при изготовлении отливок из алюминиевых сплавов осуществляют в. интервале температур ТЮ-ТЗО-С. 20
При изготовлении отливок из стальных сплавов переключение подогрева с донной части залитого в форму металла на прибыльную часть отливки осуществляют при 1600-1620с. 25
До начала падения температуры в осевой зоне прибыли идет затвердевание в радиальном направлении, затем преобладает осевая кристаллизация за счет изменения направления по- 30 догрева.-
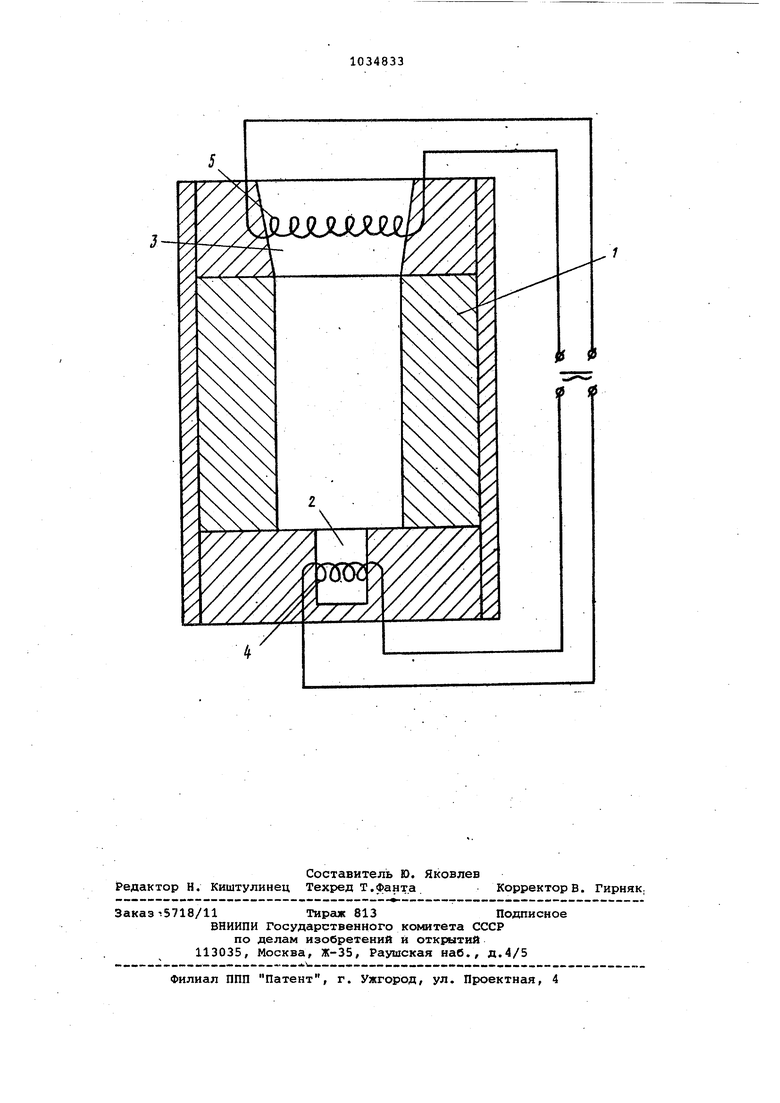
На чертеже показано устройство для осуществления предлагаемого способа.
Устройство включает литейную 35 форму 1, рабочую полость, вспомогательную нижнюю полость 2, прибыльную часть отливки 3 и нагреватели 4 и 5, выполненные в виде спиралей.40
Способ осуществляют следующим образом. . . .
Перед заливкой металла готовят литейную форму 1, ос5пцествляют прогрев донной части формы спиралью 4, заформованной в форму, В 1 заливают металл и сразу включают подогрев донной части отливки, который ведут до момента прекращения движения конвективных потоков в осевой зоне прибыли, после чего отключают нагрев донной части залитого в форму металла и осуществляют подогрев прибыльной части отливки.
Предлагаемый способ прост в осуществлении, не требует жесткого температурного режима подогрева донной и прибыльной части, специальной печи.или камеры для этогоу момент изменения градиента температур практически легко фиксируемся не требует определенного режима охлаждения и подачи охлаждающей жидкости, а также часто связанного с этим перемещением отливки,универсален - он пригоден как для высокотемпературных , так и для низкотемпературных сплавов. Эксперимеяты показывают высокое качество отгливок с выходом годного порядка 80%
Предлагае 1й способ предназначен для управления процессом формирования структуры крупных отливок и слитков. ..
в данном способе подогревается только тонкий прилив, расположеиный в нижней части соосно .с отливкой, что обеспечивает подогрев верхней части отливки, подогрев осевой части слитка с целью сокращен; я двухфазной зоны, а также активизацию конвективного переноса б олее горячих объемов жидкого металла и вынос в верхнюю часть инородных частиц. ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения слитков | 1982 |
|
SU1082557A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ С НАПРАВЛЕННООРИЕНТИРОВАННОЙ СТРУКТУРОЙ | 1993 |
|
RU2098228C1 |
| Способ получения отливок и слитков | 1990 |
|
SU1764781A1 |
| Способ получения литых постоянных магнитов | 1989 |
|
SU1668028A1 |
| Способ получения отливок направленной кристаллизации | 1982 |
|
SU1057169A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНЫХ МОНОКРИСТАЛЛИЧЕСКИХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2427446C2 |
| СПОСОБ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2234392C2 |
| Способ получения отливок направленной кристаллизацией | 1990 |
|
SU1787678A1 |
| Устройство для отливки валков | 1978 |
|
SU740402A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ТРУБНЫХ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ И/ИЛИ КОБАЛЬТА | 2007 |
|
RU2344019C1 |
1. СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК РАДИАЛЬНО-НАПРАВЛЕННЫМ ЗАТВЕРДЕBAHHEMf включающий заливку металла в литейную форму и подогрев прибыльной части отливки, отличающийся тем, что, с целью повышения плотности отливок за счет сокращения ширины двухфазной зоны, дополнительно подогревают донную часть залитого в форму металла до момента прекращения движения конвективных потоков в осевой зоне прибыли, а подогрев прибыльной части отливки осуществляют после OTKJDOчения нагрева донной части залитого в форму металла. 2.Способ по п. 1, о т л и ч ающи и с я тем, что при изготовлении отливок из алюминиевых сплавов переключение подогрева с донной части залитого в форму металла на прибыльную часть отливки i осуществляют в интервале температур 710-730 С. Ш 3.Способ по п. 1, о т л и чающийся тем, что при изготовлении отливок из стальных сплавов переключение подогрева с донной части залитого в форму металла на прибыльную часть отливки осущесэ вляют в интервале температур 16001620°С. 100 :00 ОР 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 3810504, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления отливок с ориентированной столбчатой структурой | |||
| - Литейное производство, 11, 1964, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
