1 5 6.7 13
яи
i;.
ГаТ
mm
УЬ. хЯ .
v Ljar-f
(7 Г
hi г гг т-TГ-ГГ 5.
7 8
34 33
jZ / /
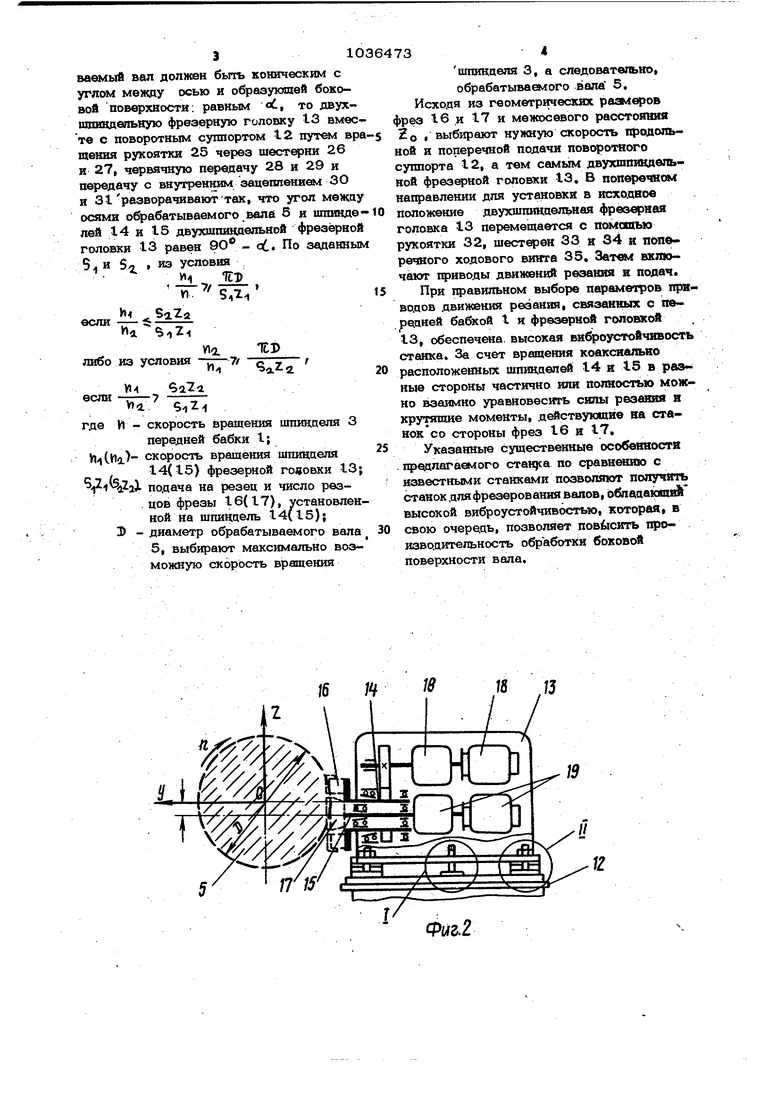
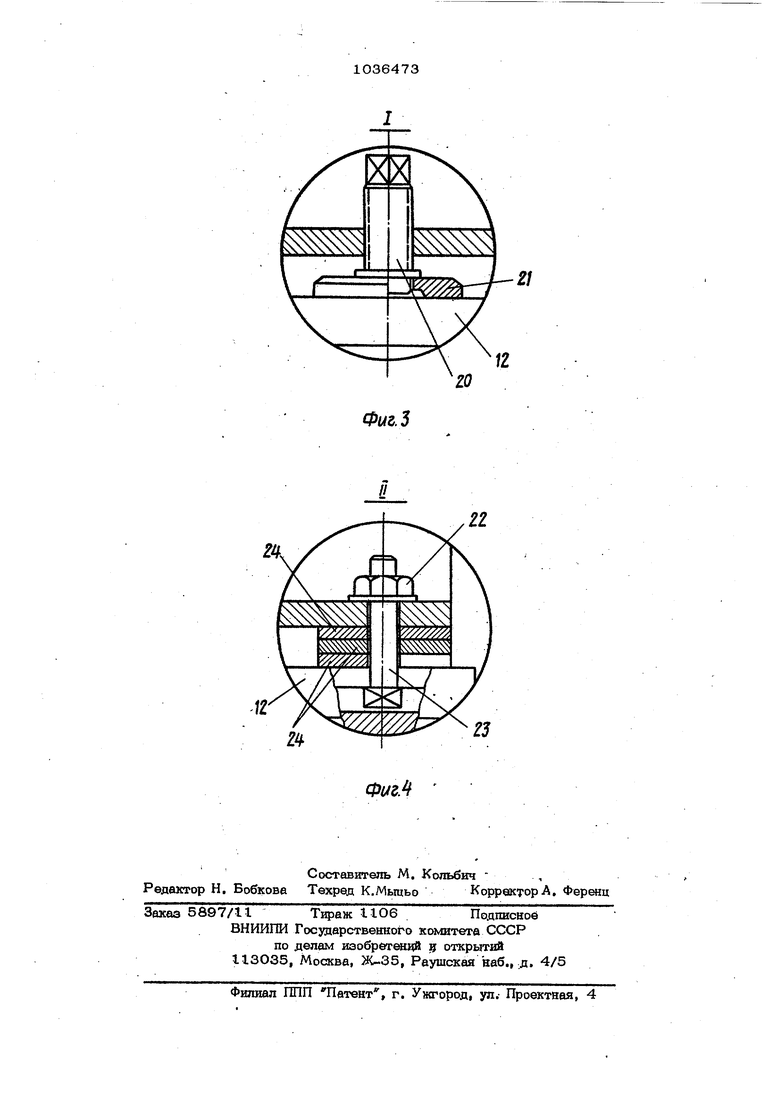
Иэобретвкие относится к металлообработке и может быть использовано преиму ществеино при фрезеровании боковых поверхностей длинных валов большого диаметра. Известен станок для обработки валоВ| включающий переднюю бабку с патроном для закрепления изделия, заднюю , станку с продольными направляющими и установленный на них. с возможностью вертикального поворота, связанный с ходовым винтом и ходовым валом, суппорт несущий инструмент LI3. Однако известные станки имеют низкую виброустойчивость. В результате вибраций ухудшится,- качество обработанной поверхности вала и снизится стоик ость инструмента, что в свою очередь, потребует снижения режимов реэания, т. е, производительности. Цель изобретения - повьшение производительности. С этой целью в станке дпя обработки валов, включающем переднюю бабку с патроном для закрепления изделия, зещнюю , станину с продольными направляющими и устано:вленный на них с возможностью поворота, связанный с ход вым винтом и ходовым валом, суппорт, на суппорте с возможностью вертикального перемещения установлена головка с размещенными в ней коаксиально располо женными щпшщелями с праворежушей и левор ,жущей фрезами, причем щпивдели снабжены н зависимыми приводами врапгения. На фиг. I представлена схема предлагаемого станка; на фиг. 2 - схема головк устройства ее вертикального перемещения на фиг. 3 - узел I на фиг. 2,; на фиг. 4 узел II на фиг. 2, Станок состоит из передней бабки I с коробкой 2 скоростей, щщздделем 3 и патроном 4 для закрепления и вращения вала 5, из задней бабки 6, коробки 7 - подач и станины 8 с продольными направляющими 9. На направляющие 9 установлен, связанный с продольным ходовым винтом Ю и продольным ходовьпл валом 11, поворотный суппорт 12, На поворот. ном суппорте 12 установлена двухщпиндельная фрезерная головка 13, содержащая коаксиально расположенные щшошелй 14 и 15, предназначенные для закреплвния леворежущей и праворежущей фрез 16 и 17 соответственно. Двухщпикцельная фрезерная головка 13 имеет независимые приводы 18 и 19 вращения шпинделей 14 и 15, Между поворотным суппортом 12 и двухшшвдельной фрезерной головкой 13 имеются устройства, состоящие, например, из винта 20 с пятой 21, входящего в резьбовое отверстие во фланце фрезерной головки 13, для ее подъема или опускания на высоту, определяемую диаметром обрабатьгеаемого вала 5 и толщиной снимаемого припуска. Двухщпиндельная фрезерная головка 13 связана с поворотHbiM суппортом 12 Посредством гаек 22, крепежных болтов 23 и щайб-опор 24, имеквдих разрезы с одной стороны. Шайбы-опоры 24 установлены между фланцем двухщпивдельной фрезерной головки 13 и поворотным суппортом 12, механизм поворота которого состоит, например, из рукоятки. 25, щестерен 26 и 27, червячной передачи 28 и 29 и передачи с внутренним зацеплением ЗО и 31,а механизм поперечной подачи поворотного суппорта 12 состоит, например, из рукоятки 32, щестерен 33 и 34, поперечного ходового винта 35. Связь кодового Вала 11 с ходовым винтом осуществлена с помощью шестерен 36-38 и конической передачи 39 и 4О, Привод движения резания, связанный с передней бабкой I, включает в себя клиноременную передачу 41, Станок работает следующим образом. После установки фрез 16 и 17 на шпивдели 14 и 15 двухшпин,цельной фрезерной головки 13 и закрепления обрабатываемого вала 5 в патроне 4 и центре задней бабки 6 с целью обеспечения наибольшей виброустойчивости, а следовательно, и наибольшей производительности, в зависимости от физико-механических свойств и диаметра вала 5, снимаемого припуска, диаметров фрез 16 и 17, материала и числа резцов, выбираются подачи на резец Bf и $2. i число оборотов фрез V) и у и расстояние ZQ между осями вала 5 и щпинцелей 14 и 15 двухшпиндельной фрезерной головки 13. Для установки фрезерной головки 13 на заданную высоту частично отворачиваются гайки 22 крепежных болтов 23 и ключом, вращая винт 20, осуществляют ее подъем или опускание, Затем мекцу фланцем головки 13 и поворотным суппортом 12 на крепежные болты устанавливак)т шайбы-опоры 24, меющие разрез с одной стороны, и, атягивая гайки 22, надежно 1срепят двухпивдельную фрезерную головку 13 к пооротному суппорту 12. Если обрабатываемый вал должен быть коническим с углом ме)вду осью и образующей боковой поверхности, равным «С, то двухшпиндельную фрезерную головку 13 вмес те с поворотным суппортом 12 путем вр шения рукоятки 25 через шестерни 26 н 27, червячную передачу 28 и 29 и передачу с внутренним зацеплением 3 О и 31разворачиваюттак, что угол межау осями обрабатываемого вела 5 и шпинде лей 14 и 15 двухшшэдаельной фрезерной головки 13 равен 90 - о.. По заданны 5 и S , из условия И ItD 5Д; h если либо из условия и - скорость вращения шпинцеля 3 передней бабки t; Й(Иа скорость вращения шшщцеля 14(15) фрезерной головки 13; Z SjZjX подача на резец и число резцов фрезы 16(17), установлен ной на шпивдёль 14( 15 ); 3 - диаметр обрабатываемого вала 5, выбирают максимально возможную скорость вращения шпикаеля 3, а следоватвш но, обрабатываемого вала 5, Исходя из геометрических размеров рез 16 и 17 и межосевого расстояния 2 о «выбирают нужную скорость продольной и поперечной подачи поворотного суппорта 12, а тем самым двухшпиндельной фрезерной головки 13. В поперечном направлении для установки в исходвое положение двухшпикаельная фрезерная головка t3 перемещается с помошью рукоятки 32, щестерен 33 н 34 и поперечного ходового винта 35. Затем вхп10- чают приводы движений резания к подач. При правильном выборе параметров приводов движения резания, связанных с пв редней бабкой 1 и фрезерной головкой 13, обеспечена высокая вифоустойчнвость станка. За счет вращения коаксиально расположенных шпицнелей 14 и 15 в разные стороны частично или полностью можно взаимно уравновесить силы резания и крутящие моменты, действующие на станок со стороны фрез 16 и 17. Указанные существенные особенвости предлагаемого cTaHjca по сравнению с известными станками позвол5пот получить станок для фрезерования валов, облаааюшвА высокой виброустойчивостью, которая, в свою очередь, позволяет повб1сить производительность обработки боковой поверхности вала.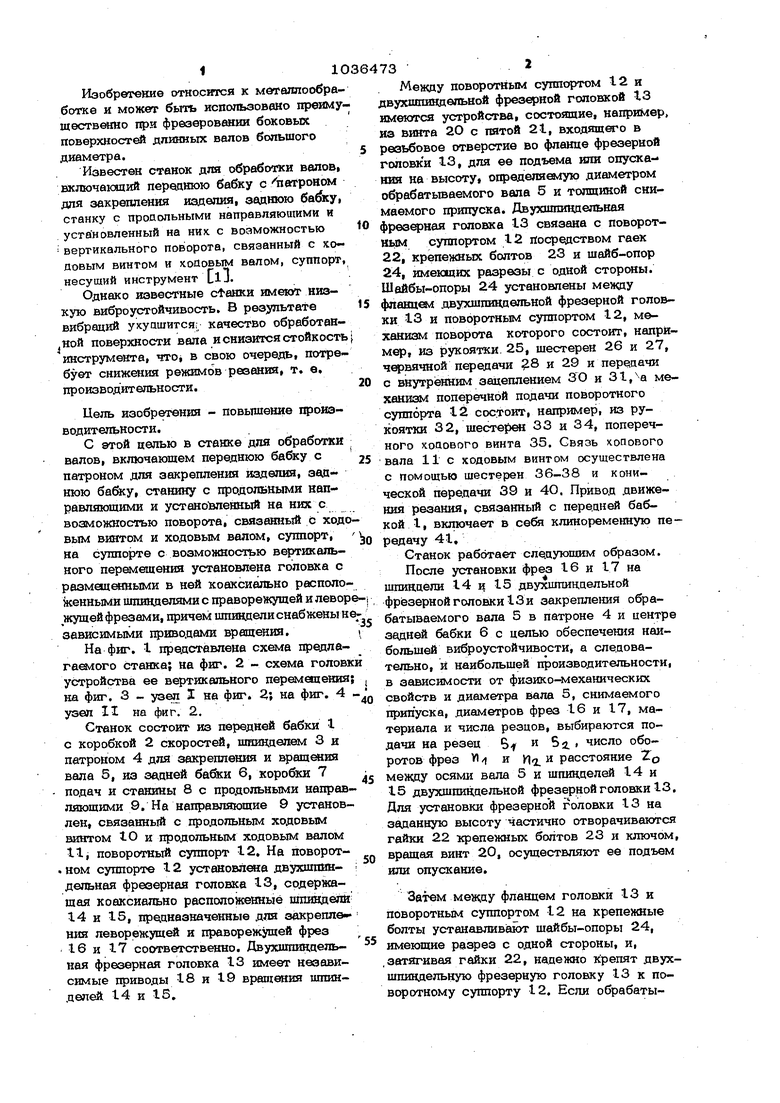
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Фрезерный полуавтоматический двухшпиндельный станок для нарезания зубцов шарошек | 1950 |
|
SU94481A1 |
| Способ фрезерования шлицевых и шпоночных пазов на внутренней поверхности втулки с использованием токарного станка | 2018 |
|
RU2677451C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Устройство для обработки радиусных поверхностей на токарном станке | 1988 |
|
SU1668050A1 |
| Станок для разрезки сварных кожухов | 1989 |
|
SU1646713A1 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |

/б П
Фиг.2
Фиг.
| I | |||
| Металпорежущие станки | |||
| Под рея | |||
| Н | |||
| С | |||
| J черкана, М., Машиностроение, т | |||
| I, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
