Изобретение относится к сварочному производству, в частности к способам получения покрытий из порошковых материалов, и может найти применение при восстановлении и упрочнении изношенных поверхностей деталей в различных отраслях машиностроения.
Известен способ контактной точечной .и роликовой приварки порошковых материалов, заключающийся в создании в околосварочной зоне повышенной плотности порошкового материала по сравнению с.плотностью его при свободной насыпке (IJ.
Наиболее близким к изобретению по технической суш;ности является способ получения покрытий из порошковых материалов, при котором в приспособление насыпают порошковый материал, прижимают его к поверхности детали и осуществляют электроконтактную приварку путем пропускания импульсов тока через приспособление и деталь {2.
Однако все существующие способы основаны на появлении в порошковом слое, под контактирующей с деталью поверхностью, зоны наибольшего уплотнения в процессе прижима ее к порошковому слою. Формирование порошкового покрытия при кон тактной приварке возможно только при появлении этой зоны. При этом ширина приваренного слоя порошка меньше ширины рабочей части контактной поверхности (электрода) и определяется величиг ой зоны наибольшего уплотнения, зависящей от мно;нкества факторов. Деформация порошка в . различных сечениях по толщине и ширине .слоя в зоне наибольшего уплотнения протекает неравномерно. Это объясняется отсутствием прочных связей между отдельными частицами порошков. При этом, получаемые покрытия, имеют переменные (нестабильные) физико-механические свойства по ширине и толщине привариваемого слоя, что резко их качество покрытий. Кроме того, решить проблему приварки порошковых материалов к деталям с малой шириной рабоней контактной поверхности (меньше 2 мм) существующими способами пока,вообще невозможно.
Оеобенно сложно приварить порошковый материал- к узким длинным поверхностям, например к поверхности головок зубьев шестерен насосов типа НШ, так как размер поверхности вершины зуба шестерен, в частности, насосов НШ-32 и НШ-46, составляет 22Х мм .и 32x1 мм соответственно. Удержать порошок на такой узкой поверхности ,в процессе контактной приварки практически невозможно. Упрочнение и восстановление перечисленных деталей имеет акту альное значение, так как ежегодно из-за наноса выбраковывается шестерен насосов типа НШ около 250-300 тыс. шт.
Целью изобретения является повышение физико-механических свойств покрытий и
расширение технологических возможностей применения путем обеспечения приварки только одного слоя порошкового материала, контактирующего непосредственно с навариваемой поверхностью.
Поставленная цель достигается тем, что согласно способу получения покрытий из порошковых материалов, при котором в приспособление насыпают порошковый
материал, прижимают его к поверхности детали и осуществляют элёктроконтактную приварку путем пропускания импульсов тока через приспособление и деталь, порошковый материал подбирают в зави-симости от ширины В контактной поверхности
детали, исходя из соотношения
где а ц-величина частиц порошкового материала,
и насыпают его высотой Н, равной высо,те насыпки минимально допустимой для
создания максимального уплотнения частиц порошкового материала в слое, контактирующем непосредственно с поверхностью детали, которую назначают в зависимости от величины частиц порошкового материала а согласно следующему соотношению
7аи НПР 50 зц.
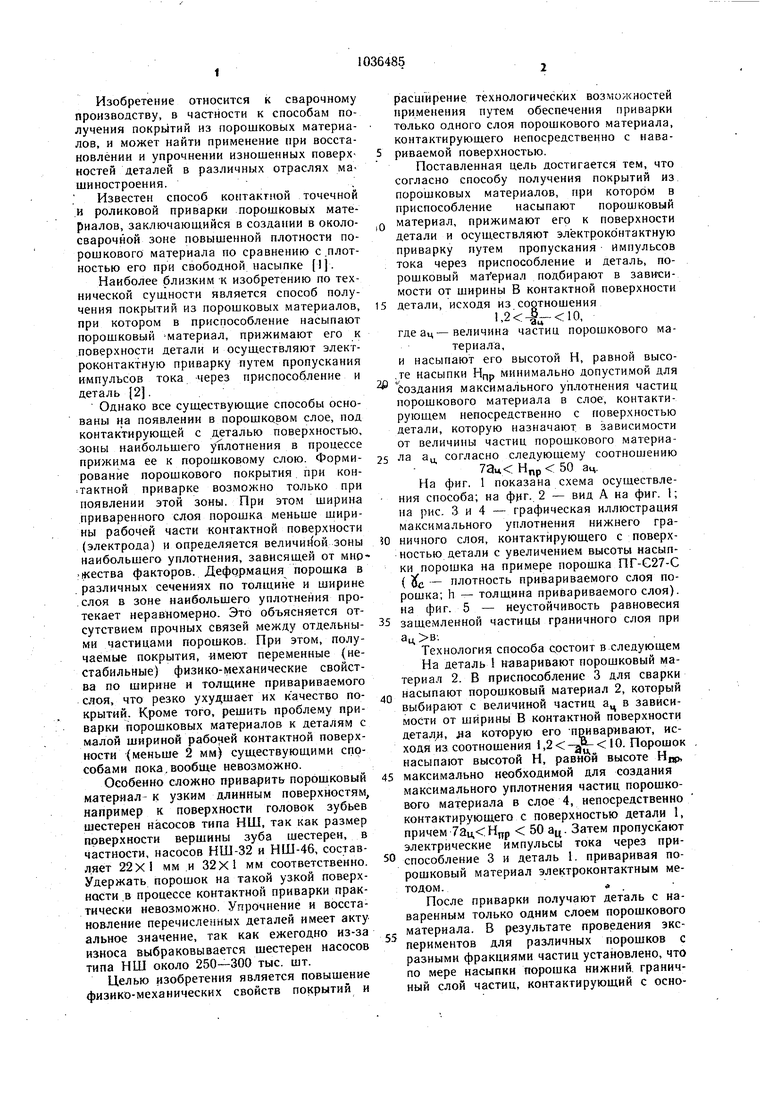
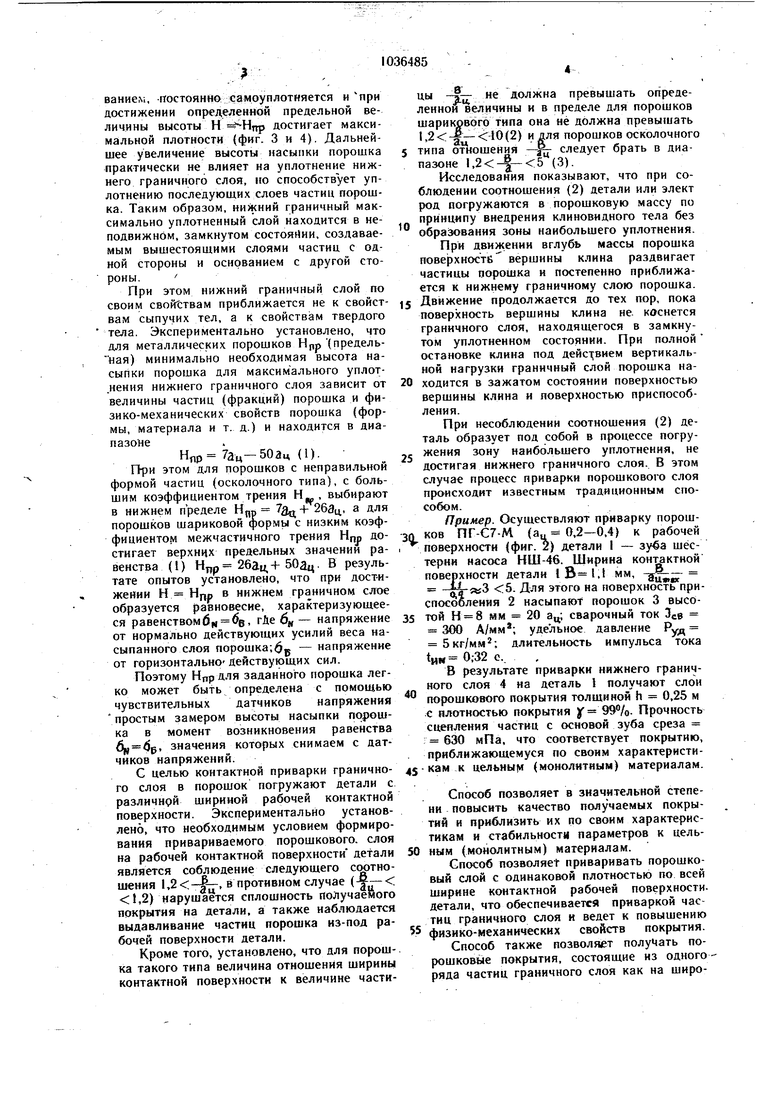
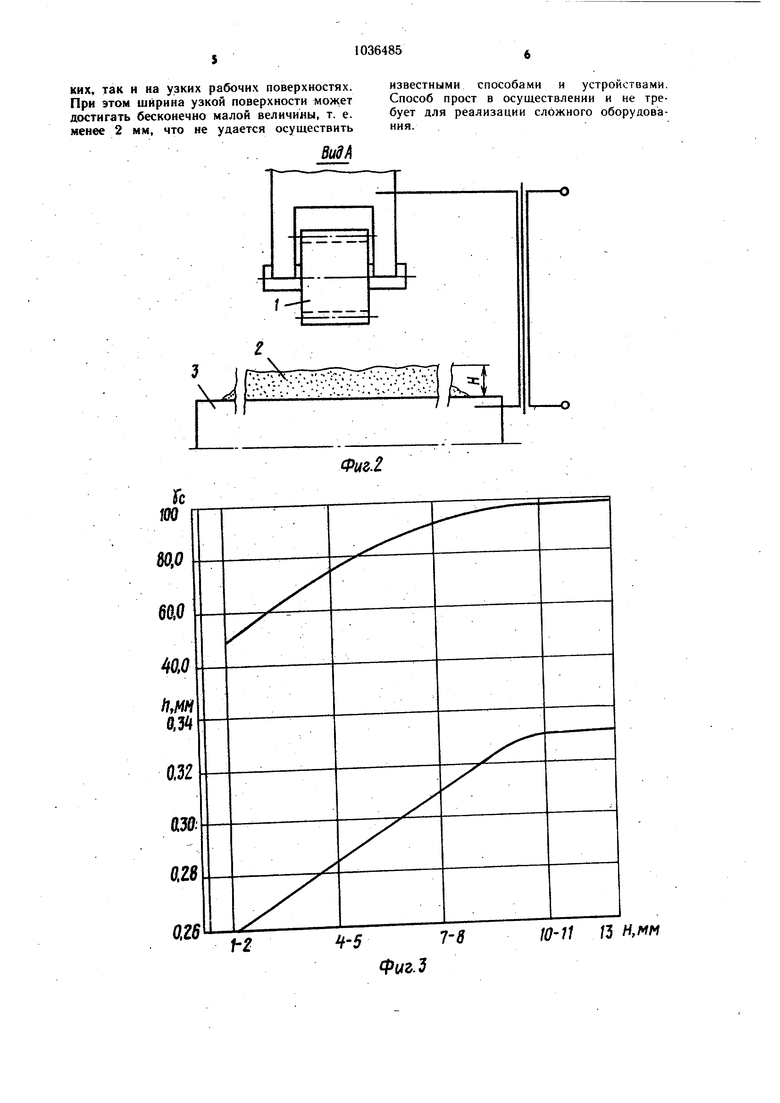
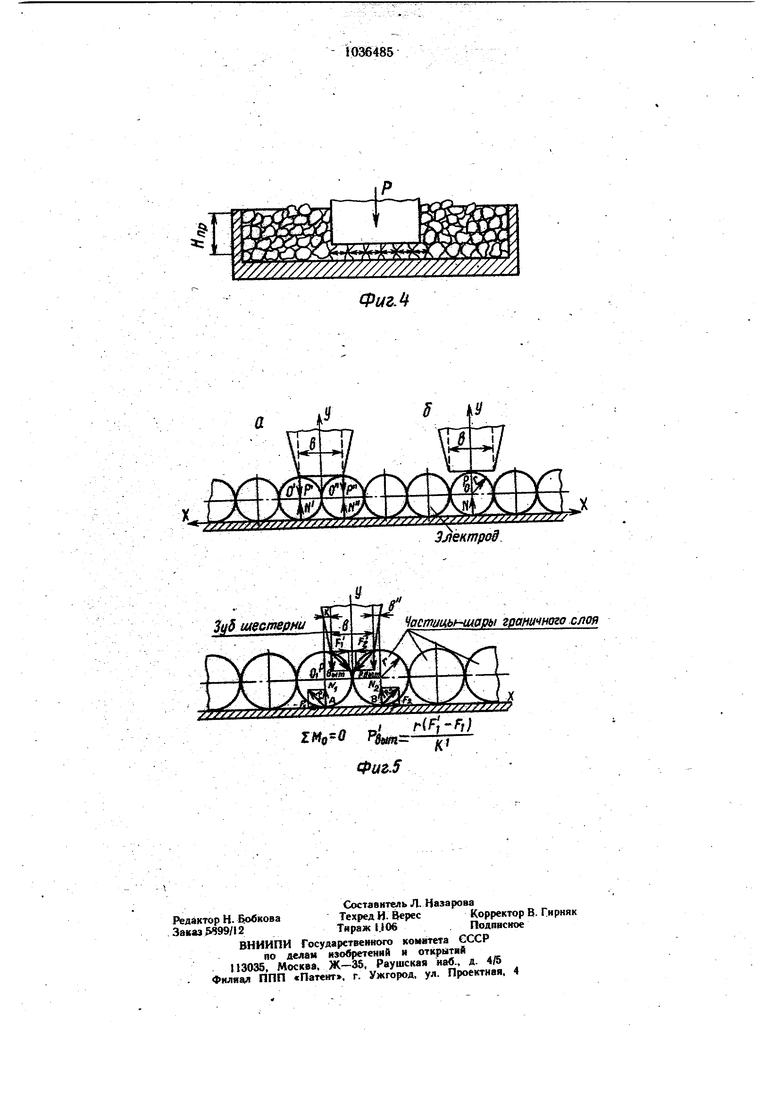
На фиг. 1 показана схема осуществления способа; на фиг.. 2 - вид А на фиг. 1; на рис. 3 и 4 - графическая иллюстрация максимального уплотнения нижнего граничного слоя, контактирующего с поверхностью детали с увеличением высоты насыпки порошка на примере порошка ПГ-С27-С ( Кг - плотность привариваемого слоя порошка; h - толщина привариваемого слоя), на фиг. 5 - неустойчивость равновесия
защемленной частицы граничного слоя при .
Технология способа состоит в следующем На деталь 1 наваривают порошковый материал 2. В приспособление 3 для сварки
насыпают порошковый материал 2, который выбирают с величиной частиц ац в зависимости от ширины В контактной поверхности детал, ла которую его приваривают, исходя из соотношения 1,. Порошок насыпают высотой Н, равной высоте Идо,
максимально необходимой для создания максимального уплотнения частиц порошкового материала в слое 4, непосредственно контактирующего с поверхностью детали 1, причем 7аи. Н„р 50 Вц. Затем пропускают электрические импульсы тока через приспособление 3 и деталь I. приваривая порошковый материал электроконтактным методом.« .
После приварки получают деталь с наваренным только одним слоем порошкового материала. В результате проведения экспериментов для различных порошков с разными фракциями частиц установлено, что по мере насыпки порошка нижний граничный слой частиц, контактирующий с основанием, гюстоянно самоуплотняется н при достижении определенной предельной величины высоты Н Нпр достигает максимальной плотности (фиг. 3 и 4). Дальнейшее увеличение высоты насыпки порошка практически не влияет на уплотнение нижнего граничного слоя, по способствует уплотнению последующих слоев частиц порошка. Таким образом, нижний граничный максимально уплотненный слой находится в неподвижном, замкнутом состоянии, создаваемым вышестоящими слоями частиц с одной стороны и основанием с другой стороны.
При этом нижний граничный слой по своим свойгетвам приближается не к свойствам сыпучих тел, а к свойствам твердого тела. Экспериментально установлено, что для металлических порошков Нрр (предель ная) минимально необходимая высота насыпки порошка для максимального уплот.нения нижнего граничного слоя зависит от величины частиц (фракций) порошка и физико-механических свойств порошка (формы, материала и т. д.) и находится в диапазоне
НПР 7ац-50ац (1).
При этом для порошков с неправильной формой частиц (осколочного типа), с большим коэффициентом трения Н , выбирают в нижнем пределе 26ац., а для порошков шариковой формы с низким коэффициентом межчастичного трения Нрп достигает верхних предельных значении равенства (1) Нщ) 26ац + 50Зц В результате опытов установлено, что при достижении Н Нрр в нижнем граничном слюе образуется равновесие, характеризующееся равенством6ц 5в гДе напряжение от нормально действующих усилий веса насыпанного слоя порошка; - напряжение от горизонтально- действующих сил.
Поэтому НПР для заданного порошка легко может быть определена с помощью чувствительных датчиков напряжения простым замером высоты насыпки порошка в момент возникновения равенства Й|, р, значения которых снимаем с датчиков напряжений.
G целью контактной приварки граничного слоя в порошок погружают детали с различной шириной рабочей контактной поверхности. Экспериментально установлено, что необходимым условием формирования привариваемого порошкового, слоя на рабочей контактной поверхности дetaли является соблюдение следующего ссютношения 1,, в противном случае (-j.p ,2) нарушается сплошность получаемого покрытия на детали, а также наблюдается выдавливание частиц порошка из-под рабочей поверхности детали.
Кроме того, установлено, что для порош-, ка такого типа величина отношения ширины контактной поверхности к величине частицы не должна превышать определенной величины и в пределе для порошков шарикового типа она не должна превышать l,(2) и для порошков осколочного 5 типа отношения -fc- следует брать в диапазоне 1, (3).
Исследования показывают, что при соблюдении соотношения (2) детали или элект рюд погружаются в порошковую массу по принципу внедрения клиновидного тела без образования зоны наибольшего уплотнения. При движении вглубь массы порошка поверхности вершины клина раздвигает частицы порошка и постепенно приближается к нижнему граничному слою порошка.
5 Движение продолжается до тех пор, пока поверхность вершины клина не. коснется граничного слоя, находящегося в замкнутом уплотненном состоянии. При полной остановке клина под дейс вием вертикальной нагрузки граничный слой порошка находится в зажатом состоянии поверхностью вершины клина и поверхностью приспособления.
При несоблюдении соотношения (2) деталь образует под собой в процессе погру, жения зону наибольшего уплотнения, не достигая нижнего граничного слоя. В этом случае процесс приварки порошкового слоя происходит известным традиционным способом.
Пример. Осуществляют приварку порош0 ков ПГ-е7-М (ац 0.2-0,4) к рабочей
- поверхности {фиг. 2) детали 1 -- зуба шестерни насоса НШ-46. Ширина контактной поверхности детали ,t мм, - д-«гЗ 5. Для этого на поверхность приспосоолеиия 2 насыпают порошок 3 высО5 той Н 8 мм 20 ац; сварочный ток Зсв 300 удельное давление Руд 5кг/мм ; длительность импульса тока tH« 0;32 с..
В результате приварки нижнего граничкого слоя 4 на деталь 1 получают слои
порошкового покрытия толщиной h 0.25 м с плотностью покрытия у 99%. Прочность сцепления частиц с основой зуба среза 630 мПа, что соответствует покрытию,
приближающемуся по своим характернсти5-кам к цельным (монолитным) материалам.
Способ позволяет в значительной степени повысить качество получаемых покрытий и приблизить их по своим характеристикам и стабильности параметров к цельным (монолитным) материалам.
Способ позволяет приваривать порошковый слой с одинаковой плотностью по всей ширине контактной рабочей поверхности. детали, что обеспечивается приваркой частиц граничного слоя и ведет к повышению 5 физико-механических свойств покрытия.
Способ также позволяет получать порошковые покрытия, состоящие из одногоряда частиц граничного слоя как на широких, так н на узких рабочих поверхностях. При этом ширина узкой поверхности может достигать бесконечно малой величины, т. е. менее 2 мм, что не удается осуществить
известными способами и устройствами. Способ прост в осуществлении и не требует для реализации сложного оборудования.
Ьшшщ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2010 |
|
RU2564777C2 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ И РОЛИКОВОЙ ПРИВАРКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU326027A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКОЙ | 2014 |
|
RU2552200C1 |
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2006 |
|
RU2307010C1 |
| СПОСОБ КОМПОЗИЦИОННОЙ КОНТАКТНОЙ ПРИВАРКИ ЗАДИРОИЗНОСОСТОЙКОГО ПОКРЫТИЯ ТОРЦЕВЫХ УПЛОТНЕНИЙ МАГИСТРАЛЬНЫХ НАСОСНЫХ АГРЕГАТОВ | 2006 |
|
RU2314901C1 |
| Способ армирования поверхности изделий порошковыми материалами | 1991 |
|
SU1794619A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1993 |
|
RU2035278C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2010 |
|
RU2488467C2 |
СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ, при котором в приспособление насыпают порошковый материал, прижимают его к поверхности детали и осуществляют злектроконтактную приварку путем пропускания импульсов тока через приспособление и деталь. отличающийся тем, что, с целью повышения физико-механических свойств покрытий и расширения технологических возможностей применения путем обеспечения приварки только одного слоя порошкового материала, контактирующего иёпосредствеиио с навариваемой поверхностью, порошковый материал подбирают в зависимости от шири ии В контактной поверхности детали, исходя из соотношения 1.., гдеа„ - величина частиц порошкового материала, и насыпают его высотой Н. равной высоте насыпки Н|1|, минимально допустимой для создания максимального уплотнения частиц порошкового материала в слое, контакi тирующем непосредственно с поверхностью детали,которую назначают в зависимости от величины частиц порошкового материала йцсогласно следующему соотношению 79ц Нвр 50л ЖСя о &0 а 00 ел йь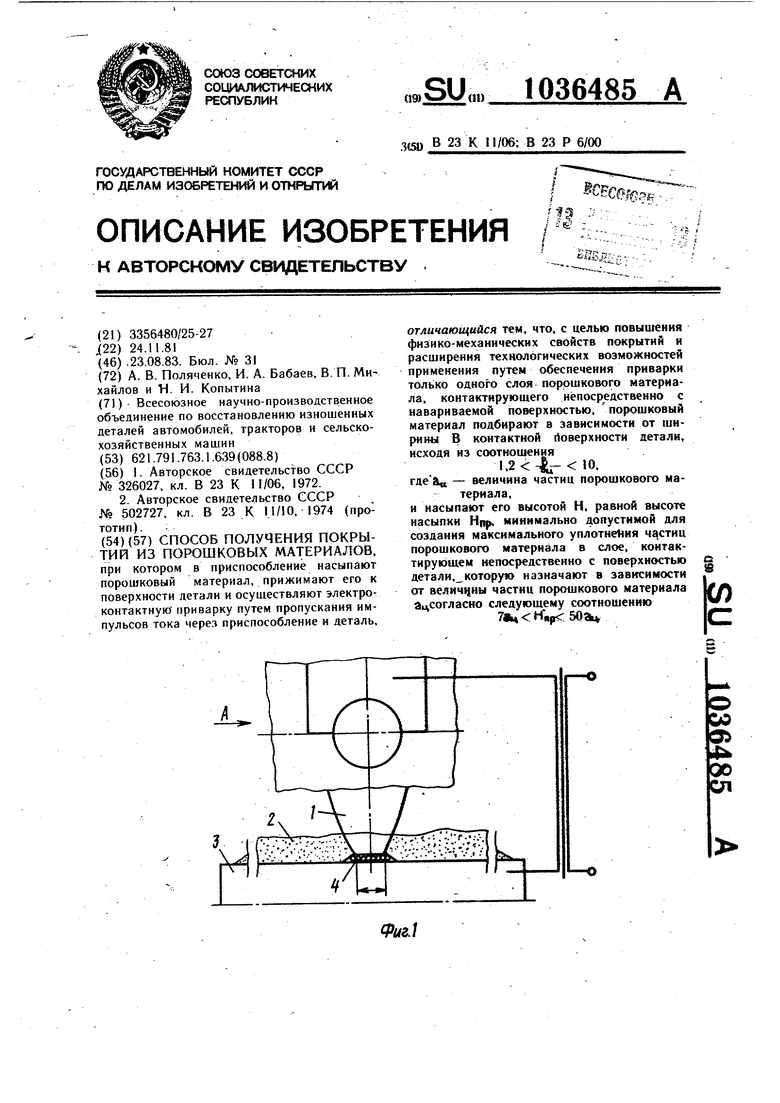
Зиё шестерни
тм -а PJ
P|to l :--Г}
Час/пацьыиат гоани ноге слоя
fpueS
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ И РОЛИКОВОЙ ПРИВАРКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 0 |
|
SU326027A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для электрической контактной приварки порошковых материалов | 1974 |
|
SU502727A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
