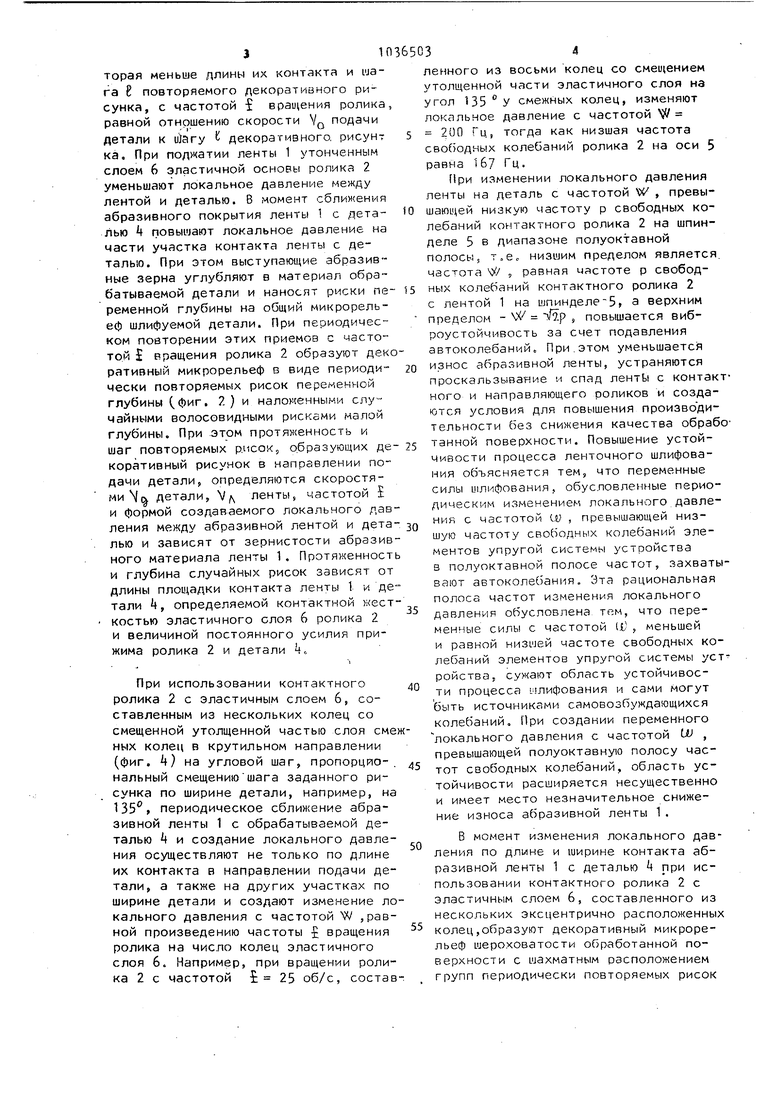
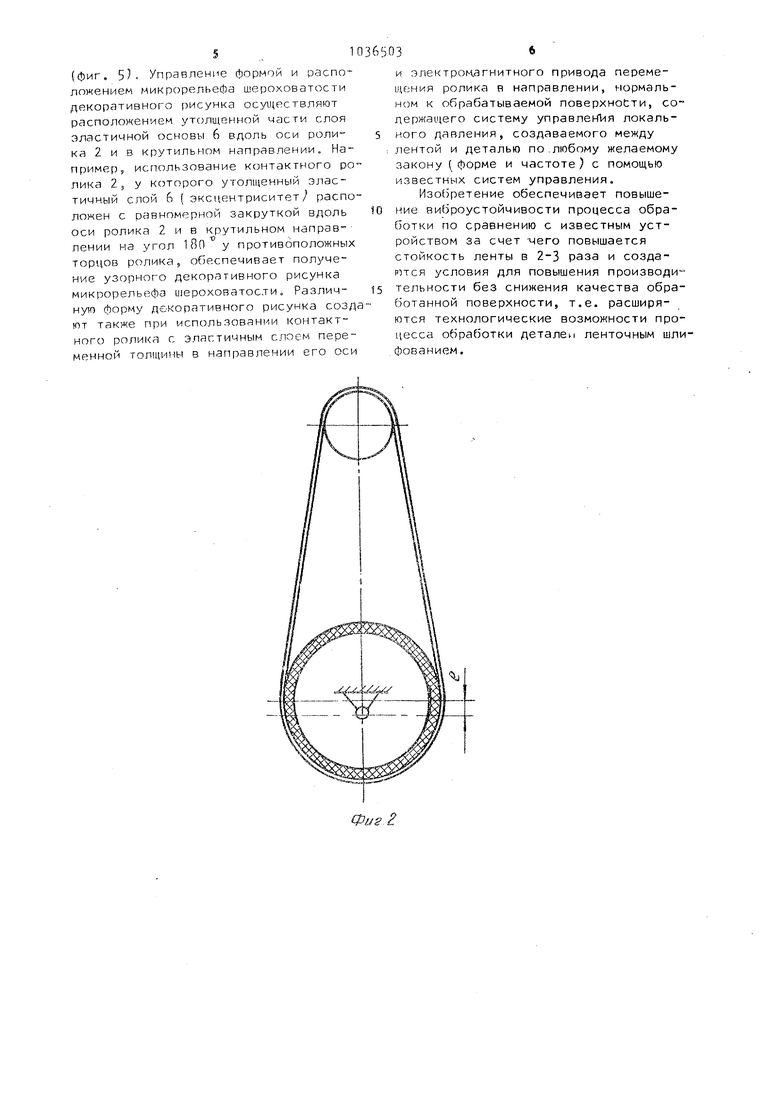
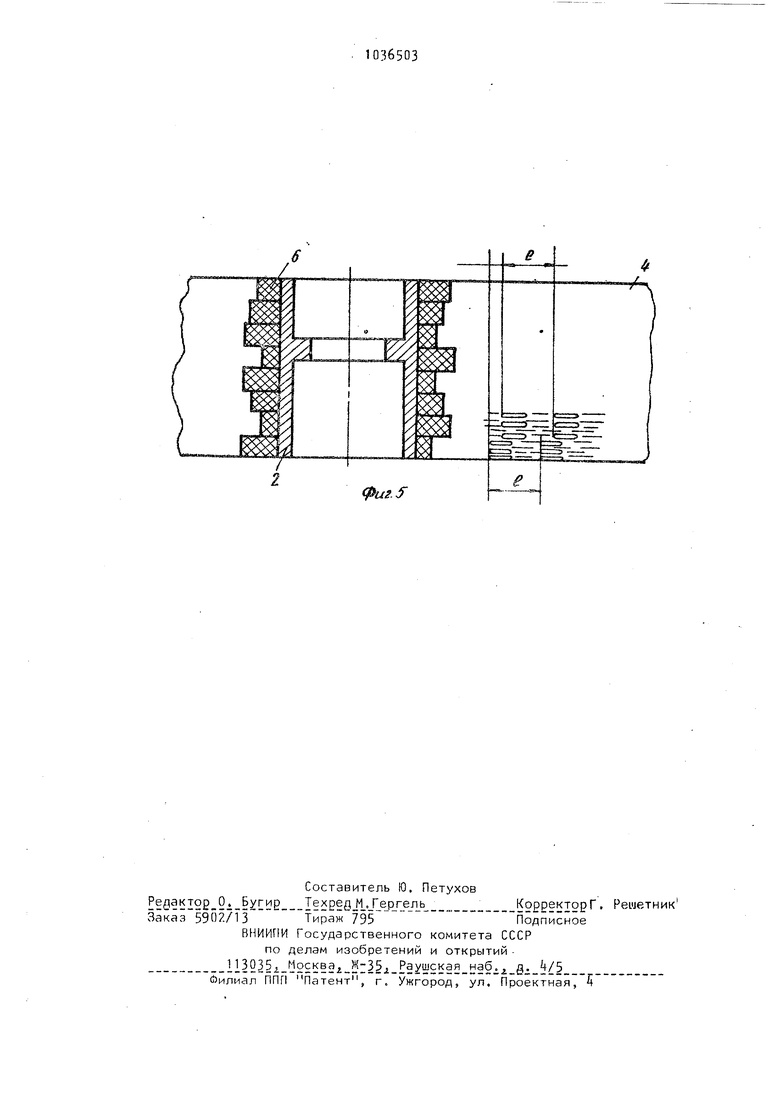
ИзоЬрет шлифованию ков с Известна конст/укция контактгюго ролмкз для лентп- Н(;гс шлифования, содер) жесткий корпус „ на котором располох е 1ы элг стичиые элементы переменной упругос пи, установленные со смешег-ием друг относительно друга в OKpyHfHoi-- i-iarip iBjieHMH С 1° Недостатком изр встной конструкци является rOs что контактный ролик н обеспечивает /ьостаточного качества обрабо:;: периодически повторяемой д корат;-:::;;-|;л: поверхности ,ель изобретения - повышение камества обработки периодически ПОБТО ряемой декоративной поверхности-. Для достижения поставленной цели в контактном ролике для ленточного шлифования, содер)каУ1ем жесткий корпус с расположенным на его перифери эластичным рабочим слоем, вь;полненн в виде элементов, смещенных друг от носительно друга в окружном направл нии, последние выполнены в виде оди наковых колец переменной толщины. На фиг. 1 изображена схема шлифо вания контактным роликом с утоли енным эластичным кольцом; на фиг, 2 то же( с контактным роликом в виде эксцентрика; на фиг. 3 сечение А-А на фиг. 1 (с периодически повторяемым декоративным микрорельефом обработанной поверхности); на контактный ролик, образованньй набо ром колец, смеи|енных друг огкоситель но друга по OKpywHocTMs H;J Фиг, 5 Вид на обработанну понерхность, yCTpoiicTEO для лен rO-i-iOrO ШЛИфОВЗ ния согбржит бесконечную абразивную ленту 1, например абразивную ленту ЛБ1 180x1800 5 С10НА2Ч1Г по ГОСТ 13 344-79;- ко(- тактный ролик 2, 1риспособление Ч для устгчноокиэ крепления и подачи детали Ч со с:;:орОСтью Vcj, , Контактами ролик 2 устанозпеннь - на шпинделе -, выполнен из твердого материала и несет на периферии слой б из эластичного материала., например изс резины с модулем упругости 40 . Эластичный слой 6 контакт ного ролика 2 выполнен переменной тол1цинь,, напр;-1мер, изменяемой по раз меру р-здиуса PS ролика 2 от 20 до 500 мкм по форме кулачка или ципиндр расположенного эксцентрично относительно оси вращения ролика ., Расположение утс--пи1ен1 :ой -,асти слоя 6 може оыть выполнено со смещением вдоль оси ролика 2 ив крутильном направлении с равномерной закруткой или дискретно на угол 18П у противоположных торцов ролика 2, На чертеже (фиг. 4) показан контактный ролик 2, у которого эластичный слой 6. составлен из нескольких колец, эксцентрично расположенных относительно оси ролика 2 с дискретносмещенным эксцентриситетом смежных ко лец в крутильном направлении на постоянный угол 135° а может быть пропорциональным смещению шага заданного г.:сунка по длине детали. Устройство работает следующим образом. Сообщают продольную подачу-детали 4 с приспособлением 3 со скоростью например в диапазоне л Ю20 м/мин, а абразивной ленте 1, огибающей эластичный слой 6 контактного ролика 2, вращение со скоростью V, например в диапазоне V 8-20 м/с. Скорость Y ленты 1 выбирают равной отношению перемещения единичного абразивного зерна ленты 1 по поверхности детали 4 на длине шага периодически поа-оряемого декоративного рисунка за Ереия одного оборота контактного 2 а При этом скорость О продольно подачи детали выбирают с уиетогл скорости V лентыj диаметра р Э-1Эс : :чной основы 6 ролика 2 и шага Е периодическр| повтор-яемого декоративного рисунка из соотношения: частота вращения контактного ролика 2 ,, об/с . Например, при Р 180 мм, -Vcj, Ь м/мин, Е 10 мм выбирают - 23 об/с и д 12,7 м/с. Ленту 1 приводят в соприкоснове- н-/,е с деталью k и поджимают ее к детали эластичным слоем 6 контактного ролика 2 с постоянным усилием, обеспечивая площадку контакта ленты 1 с деталью-, по всей ширине ленты на длине li J превышающей в 2-3 раза шаг 8 повторяемого декоративного рисунка, н-апримерз на длине участка детали Ь --25 мм, В момент поджатия ленты 1 утолщенной частью слоя 6 эластичной основы контактного ролика 2 осуществляют сближение абразивного покрытия ленты .г(етальк) и создают локальное давление на части длины участка контакта ленt-. с деталью 4, т.е. на длине, которая меньше длины их контакта и шага В повторяемого декоративного рисунка, с частотой вращения ролика равной отношению скорости VQ подачи детали к uJary декоративного, рисунт ка. При поджатии ленты 1 утонченным слоем 6 эластичной основы ролика 2 уменьшают локальное давление между лентой и деталью. 8 момент сближения абразивного покрытия ленты 1 с деталью повышают локальное давление на части участка контакта ленты с деталью. При этом выступающие абразивные зерна углубляю т в материал обрабатываемой детали и наносят риски пе ременной глубины на общий микрорельеф шлифуемой детали. При периодическом повторении этих приемов с частотой вращения ролика 2 образуют дек ративный микрорельеф в виде периодически повторяемых рисок переменной глубины (фиг. 2) и наложенными случайными волосовидными рисками малой глубины. При этом протяженность и шаг повторяемых рисок, образующих да коративный рисунок в направлении подачи детали, определяются скоростями Nl детали, V/ ленты, частотой и формой создаваемого локального дав ления между абразивной лентой и дета лью и зависят от зернистости абразив ного материала ленты 1. Протяженност и глубина случайных рисок зависят от длины площадки контакта ленты 1 и де тали k, определяемой контактной жест костью эластичного слоя 6 ролика 2 и величиной постоянного усилия прижима ролика 2 и детали k При использовании контактного ролика 2 с эластичным слоем 6, составленным из нескольких колец со смещенной утолщенной частью слоя сме ных колец в крутильном направлении (фиг. k) на угловой шаг, пропорциональный смещениюшага заданного рисунка по ширине детали, например, на 1 ЗБ, периодическое сближение абразивной ленты 1 с обрабатываемой деталью 4 и создание локального давления осуществляют не только по длине их контакта в направлении подачи детали, а также на других участках по ширине детали и создают изменение ло кального давления с частотой W ,равной произведению частоты вращения ролика на число колец эластичного слоя 6. Например, при вращении ролика 2 с частотой 25 об/с, состав ленного из восьми колец со смещением утолщенной части эластичного слоя на угол 135 У смежных колец, изменяют локальное давление с частотой W 200 Гц, тогда как низшая частота свободных колебаний ролика 2 на оси 5 равна 1б7 Гц. 1ри изменении локального давления ленты на деталь с частотой W , превышающей низкую частоту р свободных колебаний контактного ролика 2 на шпинделе 5 в диапазоне полуоктавной полосы, т.е низшим пределом является , равная частоте р свободных колебаний контактного ролика 2 с лентой 1 на шпинделе-5, а верхним пределом - Йр , повышается виброустойчивость за счет подавления автоколебаний. При.этом уменьшается износ абразивной ленты, устраняются проскальзывание и спад лентЫ с контактного и направляющего роликов и создаются условия для повышения производительности без снижения качества обрабо танной поверхности. Повышение устойчивости процесса ленточного шлифования объясняется тем, что переменные силы шлифования, обус.повленные периодическим изменением локального давления с частотой Cii , превышающей низшую частоту свободных колебаний элементов упругой системы устройства в полуоктавной полосе частот, захватывают автоколебания. Эта рациональная полоса частот изменения локального давления обусловлена тем, что переменные силы с частотой О), меньшей и равной низшей частоте свободных колебаний элементов упругой системы устройства, сужают область устойчивости процесса и.тифования и сами могут быть источниками самовозбуждающихся колебаний. При создании переменного локального давления с частотой LW , превышающей полуоктавную полосу частот свободных колебаний, область устойчивости расширяется несущественно и имеет место незначительное снижение износа абразивной ленты 1. В момент изменения локального давления по длине и ширине контакта абразивной ленты 1 с деталью 4 при использовании контактного ролика 2 с эластичным слоем 6, составленного из нескольких эксцентрично расположенных колец,образуют декоративный микрорельеф шероховатости обработанной поверхности с шахматным расположением групп периодически повторяемых рисок
(фиг, 5К Управление формой и расположением микрорельефа шероховатости декоративногч-) рисунка осуи4ествляют расположением утолщенной части слоя эластичной основы 6 вдоль оси ролика 2 и в крутильном направлении. Например, использование контактного ролика 2, у которого утолщенный эластичный слой 6 ( эксцентриситет/ расположен с равномерной закруткой вдоль оси ролика 2 и в крутильном направлении на угол 18П у противоположных торцов ролика 5 обеспечивает получение узорного декоративного рисунка микрорельефа ujepoxoBaTOCTM. Различную форму декоративного рисунка создают также при использовании контактного ролика с эластичным слоем переменной толщины в направлении его оси
и злектрокагнитного привода перемещения ролика в направлении, нормальном к обрабатываемой поверхности, содерм(ащего систему управлеШ я локального давления, создаваемого между лентой и деталью по.любому желаемому закону ( форме и частоте ) с помощью известных систем управления.
Изобретение обеспечивает повышение виброустойчивости процесса обработки по сравнению с известный устройством за счет чего повышается стойкость ленты в 2-3 раза и создаются условия для повышения производительиости без снижения качества обработанной поверхности, т.е. расширяются технологические возможности процесса обработки деталей ленточным шлифованием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ленточного шлифования | 1984 |
|
SU1253761A1 |
| Устройство для шлифования | 1991 |
|
SU1779564A1 |
| Способ шлифования | 1983 |
|
SU1087307A1 |
| Способ полирования | 1982 |
|
SU1215954A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| Эластичный абразивный круг | 1981 |
|
SU963844A2 |
| Способ ленточного шлифования | 1984 |
|
SU1247244A1 |
| Эластичный абразивный круг | 1978 |
|
SU774935A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
| Шлифовальная головка | 1985 |
|
SU1278193A1 |
КОНТАКТНЫЙ РОЛИК для ленточного шлифования, содержащий жесткий корпус с расположенным на его периферии эластичным слоем, выполненным виде элементов, смещенных друг относительно друга в окружном направлении, отличающийся тем, что, с целью повышения качества обработки периодически повторяемой декоративной поверхности, элементы выполнены в виде одинаковых колец переменной толщины. (Л
7 2
S
