1278
мент иахояддення шарика над участкс м выступа контактная жесткость м«жду шариком и кольцом повышается. При расположении на опорной поверхности шпинделя участков с папами, периодически повторяющимися через 120°, контактная жесткость в подтипнике периодически изменяется с утроенной частотой вращения шпинделя. При этом.
Изобретение относится к станкостроению и может быть использовано преимущественно на внутришлифоваль- ных станках.
Цель изобретения - повышение точ- нести обрабатьшаемой поверхности детали путем коррекции спектра вибраций и подавления автоколебаний шпинделя.
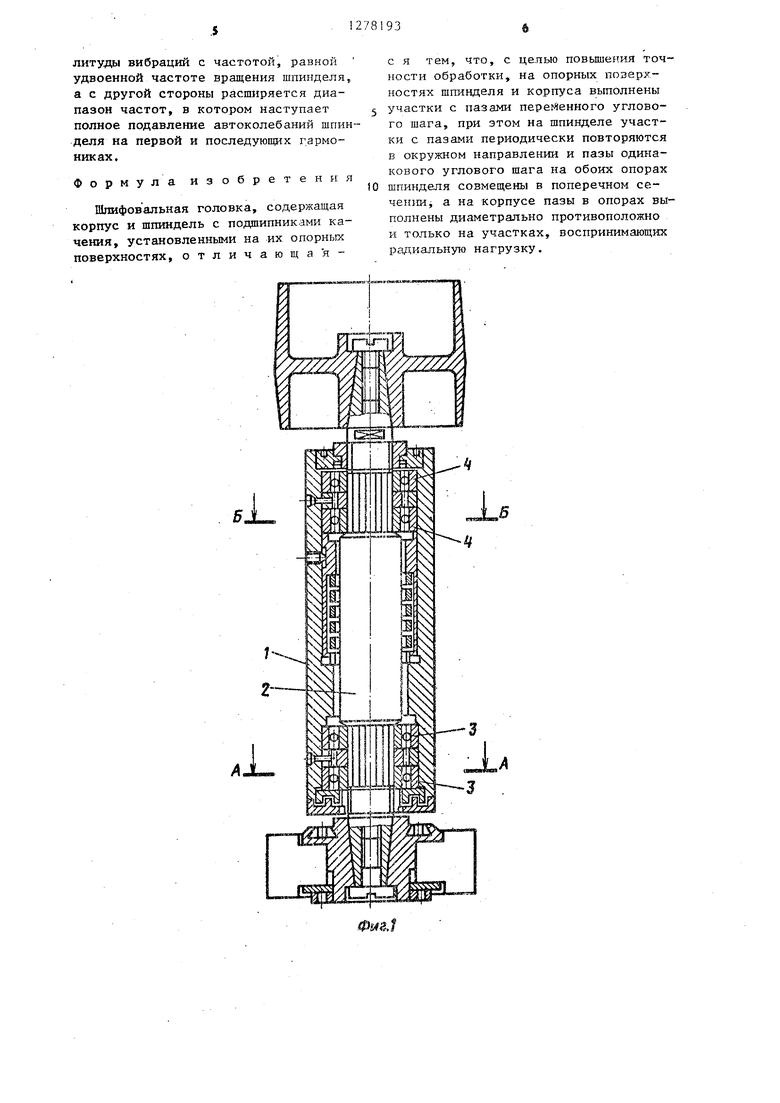
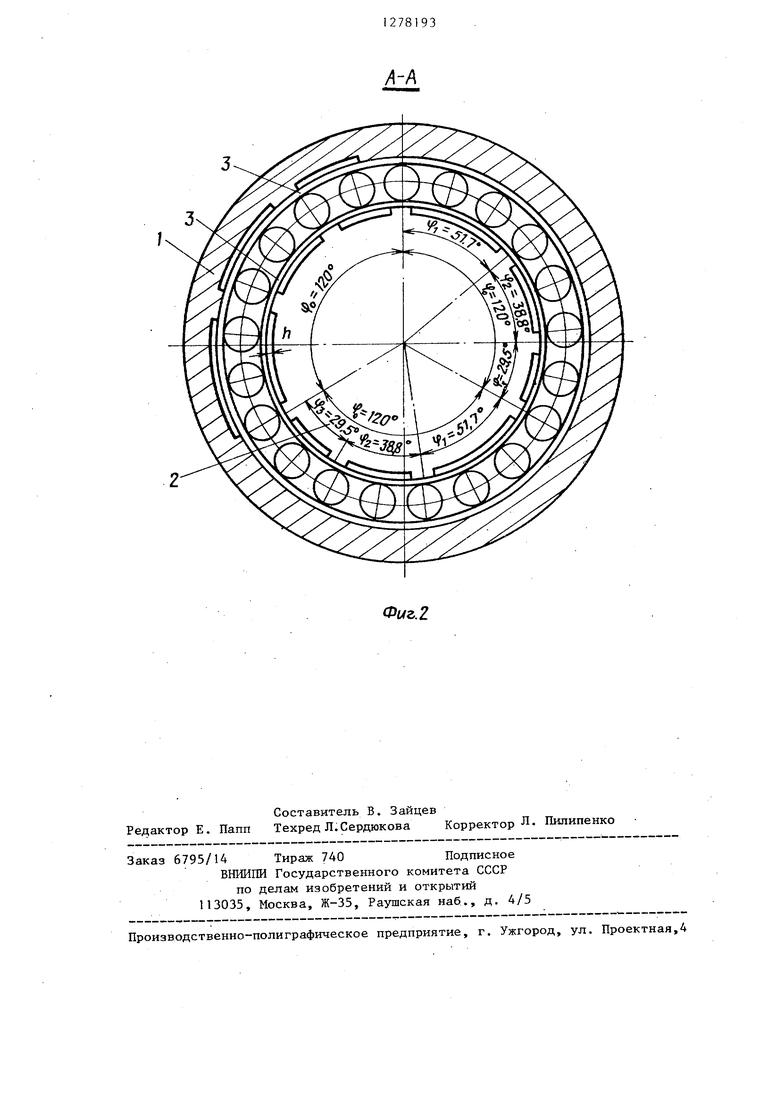
На фиг. 1 показана шлифовальная головка в сборе; на фиг. 2 сечение Л-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Шлифовальная головка содержит корпус 1, шпиндель 2 и подшипники 3 и 4 качения, установленные на опорные поверхности шпинделя и корпуса.
На опорных поверхностях корпуса 1 и шпинделя 2 под посадочными по верх- ностями колец подшипников выполнены пазы с переменным угловым шагом Ч и переменной протяженности .. Эти параметры связаны для смежных пазов за висимостью
li.i 5} i I; n
где тип - натуральные числа, напримеры, при убывании шага Ч , и протяженности пазов I, в окружном на правлении m 3, п 4.
На опорных поверхностях шпинделя пазы переменной протяженности периодически повторяются в окружном на- правлении, например, через 120 . Внутри углового шага f 120 выполнено Z+l пазов переменной протяженности с переменным угловым шагом. Величина углового шага определяется выражением
93
возникают параметрические колебания в подшипниках и вибращти шптщеля с той же частотой, которые подавляют автоколебапия тпинделя при обработке Полное подавление автоколебаний обеспечивается выбором частицы вращения шпинделя и углового ша- га протяженности участков , 3 ил.
0
5
20 5
30
35 40
..Пч- + 1 Ш - п
. () .
ш-п (-)
На опорной поверхности корпуса 1 пазы вьтолнены такой же протяженности по угловому шагу на секторном участке, к которому шпиндель 2 поджимается в радиальном направлении в процессе эксплуатации головки. На переднем и заднем концах шпинделя 2 пазы одинаковой в окружном направлении протяженности совмещены в поперечном сечении. Пазы выполнены на полной длине опорной поверхности под кольцами подшипников и образуют выступы, ширина которых может быть одинаковой. Глубина h пазов превьшает на 2-3 мкм половину натяга, создаваемого при посадке колец подшипников на опорные поверхности. Например, на шпинделе глубина h пазов вьтолнена равной 6 мкм и превышает на 3 мкм половину величины натяга в посадке внутреннего кольца, которьй составляет 3- 4 J1KM,, а в другом варианте посадки кольца на шпиндель с зазором 1-2 мкм глубина h пазов выполнена равной 3 мкм. Глубина h пазов на опорной поверхности корпуса 1 вьтолнена равной 3 мкм при установке наружного кольца подшипника в корпусе с зазором 3-6 мкм. Например, па опорной поверхности шпинделя 2 диаметром 40 мм под кольцами подшипников вьтолнено три группы пазов переменной протяженности, расположенных в окружном направлении через 120°. Глубина h пазов 3 мкм, а ширина выступов на шпинделе 4 мм. Смежные :пазы расположены с переменным угловым шагом, рав- ным ч-,51,7, 38,8 и ,5°,а
их протяженность в окружном направлении равна t 12,9, 1„ 9,7 и 1 7,2 мм. Протяженность пазов и выступов по угловому шагу на опорной поверхности корпуса 1 выполнена такой же.
Предлагаемое изобретение обеспечивает периодическое изменение, например через 120°, жесткости внутреннего кольца подшипника, установ- ленного на опорной поверхности шпинделя, и подавление вибраций шпинделя на собственной частоте. Изменение углового шага Ч, между смежньми пазами переменной протяженности EJ; на опор- ных поверхностях шпинделя и корпуса
по зависимости
Lli Н ч, Г п
обеспечивает возможность модуляции жесткости колец подшипников на участ ках смежно расположенных пазов и возникновение мнегочастотных параметрических колебаний подшипников, коррекцию амплитуд колебаний подшипников и шпинделя с частотой, кратной частоте вращения шпинделя, и подавление автоколебаний при обработке.
Работа шлифовальной головки состоит в следующем.
Шлифовальному шпинделю 2 сообщают вращение, а в подшипники 3 и 4 качения вводят смазьшающее вещество. При вращении шпинделя 2 с внутренним кольцом подшипника и качении шариков в смазочном слое подшипников 3 и 4 возникает сила сопротивления, которая имеет немонотонную скоростную зависимость. При этом имеют место колебания шпинделя на собственной частоте. Р. При вращении шпинделя 2 и ка чении шариков, которые имеют отклонения диаметральных размеров, на бе- говык дорожках колец подшипников возникает переменное давление шариков на смазочный слой и на кольца подшипНИКОВ и изменяется зазор между шариками и кольцами, а следовательно, изменяется и контактная жесткость смазочного слоя. При этом в переходном процессе возникают параметричес- кие колебания в подшипнике, которые приводят к вибрациям шпинделя 2 с частотой, кратной частоте его вращения.
В процессе шлифования в момент введения обрабатьюаемой детали в контакт с шлифовальным кругом, которьй
установлен иа гк:реднем конце шпинделя 2, под действием силы резания возникает упругий радиальньй натяг шпинделя 2 в подшипниках 3 и 4 и давление шариков на беговые дорожки колец и опорные поверхности шпинделя 2 и корпуса 1 на секторном участке. В момент нахождения шарика над участком впадины опорной поверхности шпинделя 2 и корпуса 1 кольцо подшипника прогибается. При этом увеличивается зазор между кольцом и шариком и уменьшается контактная жесткость смазочного слоя. В момент нахождения шарика над участком выступа опорной поверхности шпинделя 2 ь корпуса I устраняется прогиб колец подшипника, уменьшается зазор между шариком и кольцами. При этом повьштается давление шарика на смазочный слой и контактная жесткость между шариком и - кольцами. При расположении на опорной поверхности шпинделя 2 участков с пазами ьеременной протяженности через V 120 , жесткость колец и контактная жесткость в подшипнике периодически изменяется с частотой f, равной утроенной частоте вращения шпинделя 2. При этом возникают параметрические колебания в подшипниках и вибрации шпинделя 2 с частотой f, которые подавляют автоколебания шпинделя при обработке. Причем полное подавление автоколебаний обеспечивается выбором частоты вращения шпинделя и) и углового шага 4 протяженности участков с пазами переменной протяженности из условия того, что частота вибраций превышает собственную частоту шпинделя Р. Выполнение на опорных поверхностях корпуса 1 и шпинделя 2 пазов с переменным угло- ным шагом переменной протяженности, изменяемыми по зависимости
HI Ч. 1, п
обуславливает изменение жесткости колец подшипников и жесткости смазочного слоя между шариками и кольцами с переменным периодом и параметрические колебания подшипников со шпинделем с широким спектром кратных частот и коррекцию амплитуд колебаний шпинделя с частотами, кратными частоте его вращения. За счет этого с одной стороны уменьшается уровень параметрических колебаний с любой указанной частотой г-и) и амплитуды вибраций с частотой, равной удвоенной частоте вращения шпинделя, а с другой стороны расширяется диапазон частот, в котором наступает полное подавление автоколебаний шпинделя на первой и последующих гармониках.
Формула изобретен и: я
Шлифовальная головка, содержащая корпус и шпиндель с подшипниками качения, установленными на их опорных поверхностях, отличающая
с я тем, что, с целью повьшзеиия точности обработки, на опорных поверхностях шпинделя и корпуса выполнены участки с пазами переменного углового шага, при этом на шпинделе участки с пазами периодически повторяются в окружном направлении и пазы одинакового углового шага на обоих опорах шпинделя совмещены в поперечном се- чешш а на корпусе пазы в опорах выполнены диаметрально противоположно и только на участках, воспринимающих радиальную нагрузку,
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Эластичный абразивный круг | 1981 |
|
SU963844A2 |
| Эластичный абразивный круг | 1978 |
|
SU774935A1 |
| Шлифовальная головка | 1983 |
|
SU1194659A1 |
| Устройство для шлифования | 1991 |
|
SU1779564A1 |
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| Шлифовальный круг | 1979 |
|
SU797871A2 |
| Контактный ролик | 1982 |
|
SU1036503A1 |
| Планшайба для крепления шлифовального круга | 1976 |
|
SU685483A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
| Шлифовальная головка | 1981 |
|
SU975363A1 |
Изобретение относится к области станкостроения, может быть использовано преим тцественпо на внутри- шлифовальных станках, и позволяет повысить точность обработки деталей путем коррекции спектра вибраций и подавления автоколебант. В процессе шлифования в момент нахождения ка над y4acTKdNf впадины опорной поверхности шпивделя 2 и Kopnj ca I кольцо подшипника прогибается. При этом увеличивается зазор между кольцом и шариком и уменьшается контактная жесткость смазочного слоя. В моSi СЛ С го 00 QD СО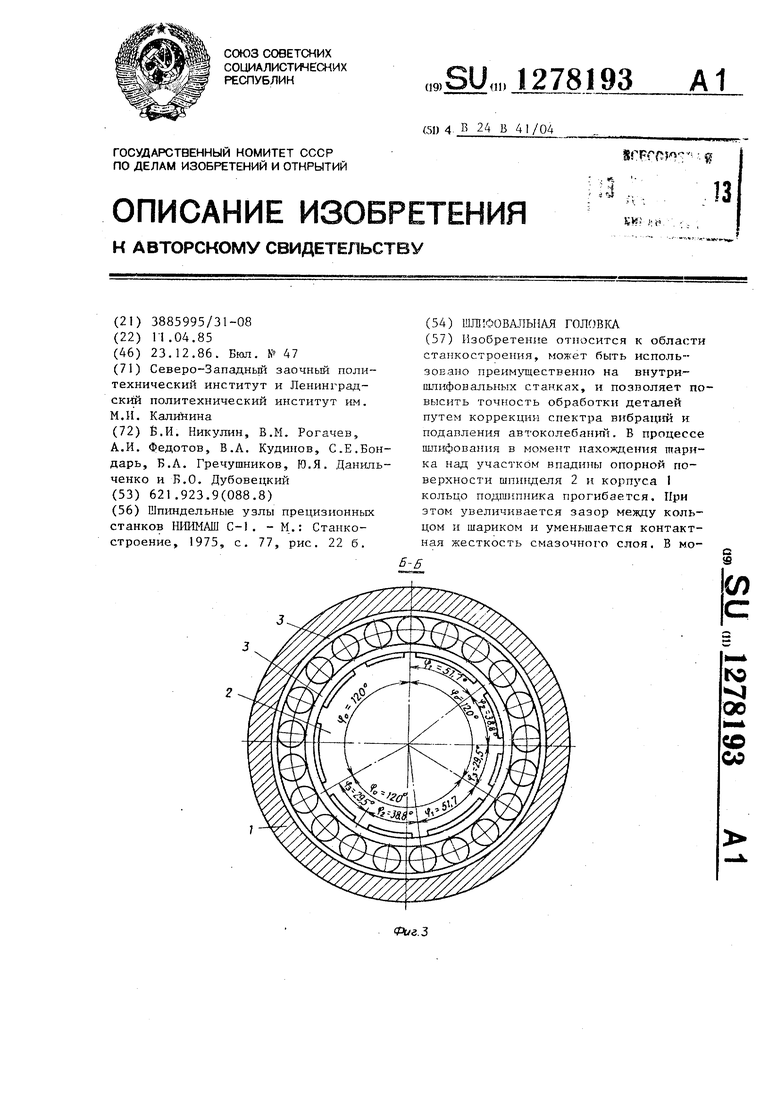
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - М.: Станкостроение, 1975, с | |||
| Спускная труба при плотине | 0 |
|
SU77A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
