Изобретение относится к шлифованию деталей абразивной лентой, преимущественно на станках с невращающимся контактным элементом.
Цель изобретения - повышение производительности шлифования и стойкости абразивной ленты путем уменьшения расхода энергии на трение ленты с деталью и опорой контактного элемента.
Сущность изобретения заключается в том| что вращаемую абразивную ленту подводят к обрабатываемой детали и поджимают к ней контактным элементом, затем сообщают абразивной ленте в плоскости шлифования в попречном направлении низкочастотные резонансные перемещения с низшей собственной частотой ленты и дополнительно сооб- .щают резойаисные, связанные в плоскости шлифования высокочастотные вибрации с частотой свободных колебаний контактного элемента, равной высшей собственной частоте ленты.
В результате уменьшается трение ленты с контактным элементом, а такж трение абразивного покрытия ленты с обрабатываемой поверхностно детали, повышается интенсивность съема материала, т.е. производительность шлифования.
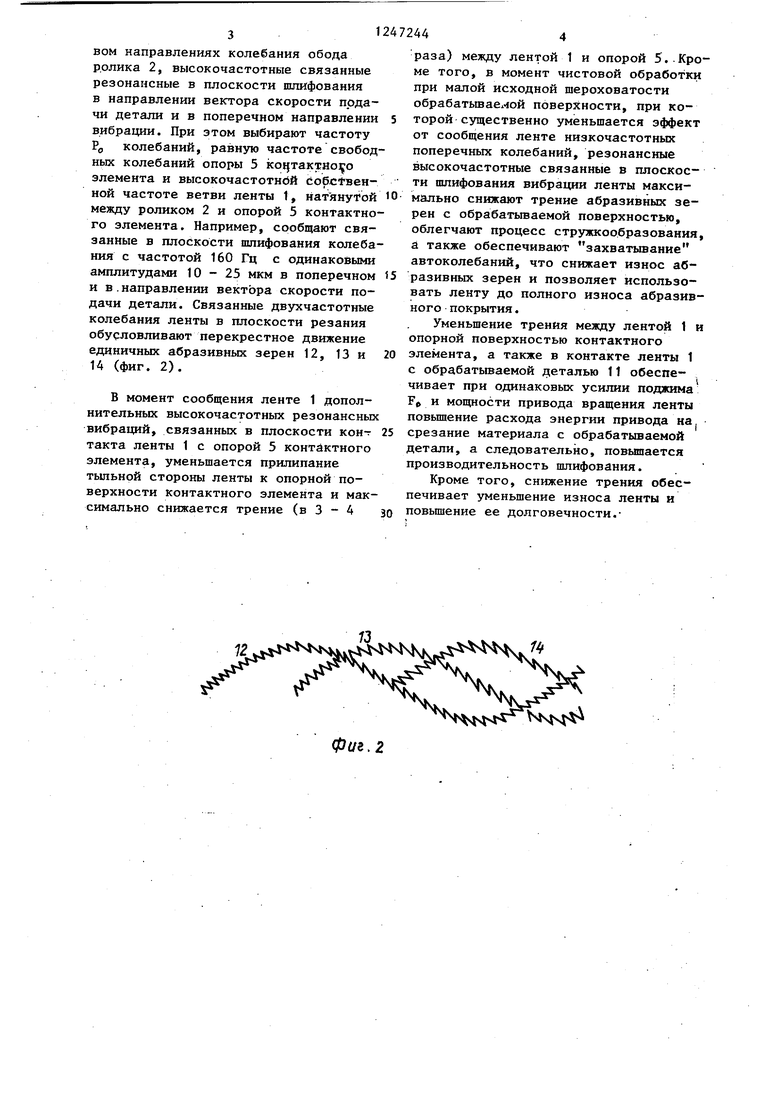
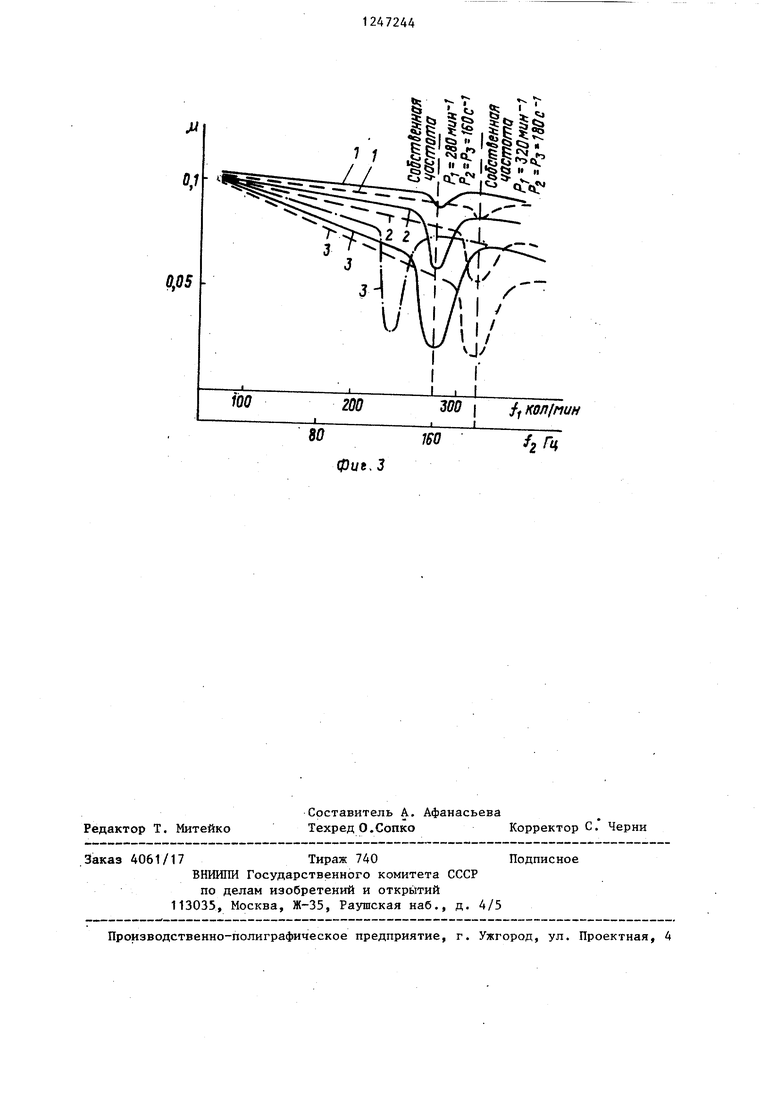
На фиг. 1 показана схема шлифования; на фиг. 2 - траектория движения единичных абразивных зерен, закрепленных на ленте; на фиг. 3 - г.рафик зависимости коэффициента, и силы трения от резонансных двухчастотных колебаний.
Абразивная лента 1 охватывает ролики 2,3 и 4 ленточно-протяжного механизма. Посредством опоры 5 контактного элемента лента подключается к обрабатываемому изделию. Контактный элемент через пружину 6 и винтовую пару 7 и 8 связан с корпусом 9 станка.
Механизм натяжения 10 обеспечивает необходимую степень натяжения ленты.
Способ осуществляют следующим образом.
В процессе шлифования абразивной ленте 1 сообщают вращение со скоростью у, - 10 - 20 м/с и подают деталь 11 со скоростью Vg 5 - 10 м/мин При этом абразивную ленту 1 подводят к обрабатываемой детали 11 и поджимают к ней с постоянным усилием Е опорой 5 контактного элемента. Затем
0
5
абразивной ленте 1 сообщают в плоскости шлифования низкочастотные резонансные поперечные перемещения с низшей ее собственной частотой, например 240 - 300 колебаний в минуту, равной собственной низшей частоте ветвей ленты 1, натянутой между роликами 4,3 и 2. При этом выбирают амплитуду перемещений меньшей половины ширины ленты и превышакицей ширину свободной части ленты, которая перекрывает обрабатьюаемую деталь 11. Например, при обработке детали шириной 40 мм аЬразивной лентой ншриной
5 50 мм сообщают поперечные перемещения относительной детали с амплитудой 10 - 15 мм. В момент сообщения абразивной ленте 1 низкочастотных поперечных в плоскости шлифования резонансных перемещений максимально уменьшается расход энергии на сообщение колебаний за счет уменьшения внутреннего трения в материале ленты. Кроме того, максимально снижается сила внешнего трения в контакте абразивного покрытия ленты 1 с обрабатываемой деталью. Низкочастотные поперечные колебания вращаемой абразивной ленты 1 создают перекрест0 ную кинематику движения абразивных зерен относительно исходных обработочных рисок и неровностей обраба- тьшаемой поверхности заготовки и интенсифицируют их удаление. При этом резонансные перемещения ленты 1 облегчают вспльшание a6pa3HBHjoro покрытия с лентой при движении зерен по исходной шероховатой поверхности детали и уменьшают трение ленты с деталью. Перемещение ленты с амплитудами, не преньшающими половины ее ширины, обеспечивает повторяемость контакта каждого участка ленты по всей ширине шлифуемой детали, равномерный съем материала и снижает шероховатость обработанной поверхности. Если обработка осуществляется лентой, ширина которой превьш1ает ширину детали, поперечные колебания сообщают с амплитудами, превьш1ающими ширину свободной части ленты, перекрывающей деталь. При этом обеспечивается участие в обработке всей ширины ленты и равномерный расход абразивного покрытия ленты по всей ее поверхности. Кроме того, ленте 1 дополнительно сообщают ведущим роликом 2 с помощью электромагнитного вибратора, возбуждающего связанные в окружном и осе5
0
5
0
5
BOM направлениях колебания обода ролика 2, высокочастотные связанные резонансные в плоскости шлифования в направлении вектора скорости подачи детали и в поперечном направлении вибрации. При этом выбирают частоту РО колебаний, равную частоте свободных колебаний опоры 5 ко1{тактио о элемента и высокочастотной собственной частоте ветви ленты 1, натянутой между роликом 2 и опорой 5 контактного элемента. Например, сообщают связанные в плоскости шлифования колебания с частотой 160 Гц с одинаковыми амплитудами 10-25 мкм в поперечном и в.направлении вектора скорости подачи детали. Связанные двухчастотные колебания ленты в плоскости резания обусловливают перекрестное движение единичных абразивных зерен 12, 13 и 14 (фиг. 2).
В момент сообщения ленте 1 дополнительных высокочастотных резонансных вибраций, связанных в плоскости конт такта ленты 1 с опорой 5 контактного элемента, уменьшается прилипание тьшьной стороны ленты к опорной поверхности контактного элемента и максимально снижается трение (в 3 - 4
5 О1520
25 зо
2472444
раза) между лентой 1 и опорой 5. Кроме того, в момент чистовой обработки при малой исходной шероховатости обрабатьшаемой поверхности, при которой сзтцественно уменьшается эффект от сообщения ленте низкочастотных поперечных колебаний, резонансные высокочастотные связанные в плоскости шлифования вибрации ленты максимально снижают трение абразивных зерен с обрабатываемой поверхностью, облегчают процесс стружкообразования.
а также обеспечивают захватывание автоколебаний, что снижает износ абразивных зерен и позволяет использовать ленту до полного износа абразивного покрытия.
Уменьшение трения между лентой 1 и опорной поверхностью контактного элемента, а также в контакте ленты 1 с обрабатьюаемой деталью 11 обеспечивает при одинаковых усилии поджима F0 и мощности привода вращения ленты повьшение расхода энергии привода на срезание материала с обрабатываемой детали, а следовательно, повышается производительность шлифования.
Кроме того, снижение трения обеспечивает уменьшение износа ленты и повьш1ение ее долговечности. I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ленточного шлифования | 1984 |
|
SU1253761A1 |
| Способ шлифования | 1983 |
|
SU1087307A1 |
| Способ шлифования | 1985 |
|
SU1355457A1 |
| Способ шлифования | 1985 |
|
SU1283052A1 |
| СПОСОБ ИМПУЛЬСНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2302329C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
| КОЛЕБАТЕЛЬНО-ИМПУЛЬСНОЕ УСТРОЙСТВО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449872C1 |
| СПОСОБ КОЛЕБАТЕЛЬНОГО ШЛИФОВАНИЯ | 2010 |
|
RU2452602C1 |
| Способ электрохимического абразивного шлифования | 1985 |
|
SU1323270A1 |
| Контактный элемент для ленточного шлифования | 1985 |
|
SU1284796A1 |
12
14
Ysb44
Фи&,2
JH
0.1
0,05
1
тТ «t l«s §§ It
iiiii
ЮО
80
zoo
ж I f KonjnuH
т
/2 Гц
qOue. J
| Способ ленточного шлифования | 1979 |
|
SU929410A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
