(54) ЭЛАСТИЧНЫЙ АБРАЗИВНЫЙ КРУГ
| название | год | авторы | номер документа |
|---|---|---|---|
| Эластичный абразивный круг | 1981 |
|
SU963844A2 |
| Планшайба для крепления шлифовального круга | 1976 |
|
SU685483A1 |
| Шлифовальный круг | 1979 |
|
SU797871A2 |
| Способ шлифования | 1983 |
|
SU1087307A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146587C1 |
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| Инструмент для электроабразивного шлифования | 1978 |
|
SU776836A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| Контактный ролик | 1982 |
|
SU1036503A1 |
| Способ шлифования абразивным кругом | 1980 |
|
SU952534A1 |
1
Изобретение относится к области изготовления алмазно-абразивного инструмента.
Известен эластичный абразивный круг, содержащий корпус и эластич- 5 ную основу с закрепленным на ней абразивом с выполненными в эластичной основе сквозными цилиндрическими отверстиями, равноудаленными от оси круга и расположенными с произволь- 10 ным шагом в окружном направлении fij
Известный круг применяется при шлифовании и полировании периферией рабочей поверхности. Отверстия создают периодически изменяемую в окруж-15 ном направлении и постоянную по высоте круга контактную жесткость эластичной основы за счет чего при обработке периодичность сил резания и вызывает радиальные параметрические о колебания. В связи с последним упомянутый эластичный круг обладает недостаточно высоким эксплуатационным качеством. Это объясняется тем, что цилиндрические сквозные отверстия 25 вызывают в контакте с изделием при обработке почти одинаковую деформацию эластичной основы по всей высоте (ширине) круга в поперечном сечении и периодически изменяемьте деформации 30
эластичной основы в окружном направлении, в результате чего возникают интенсивные параметрические (кинематические) колебания круга относительно изделия в радиальном направлении, периодическое увеличение глубины шлифования и ускоренный износ инструмента. Так как в известном круге отверстия выполнены с произвольным шагом, то по мере износа абразивной ленты при обработке возникают автоколебания. Причем с уменьшением количества отверстий возрастает уровень параметрических колебаний и автоколебаний, а при выполнении большого количества отверстий возникает параметрический резонанс при обработке, в результате чего ухудшается качество обработанной поверхности. Для исключения этого недостатка уменьшают режимы обработки, что снижает производительность.
Цель изобретения - повысить эксплуатационное качество инструмента путем повышения виброустойчивости процесса обработки. В эластичной основе сделаны несквозные отверстия переменного сечения, например конусные, на глубину, равную 1/3-1/6 высоты круга, с окружным шагом определяемым по формуле J V
е--k р
где V - максимально допустимая условиями прочности окружная скорость круга;
Р - частота свободных изгибных колебаний круга на шпинделе; к - коэффициент обратной пропорциональности, принимаемый в пределах 1,5-3, Предпочтительно наибольший диаметр отверстия выбирать равным половине шага, а центр отверстия смещать от периферии круга на расстояние, превышающее половину диаметра на 3-6 мм.
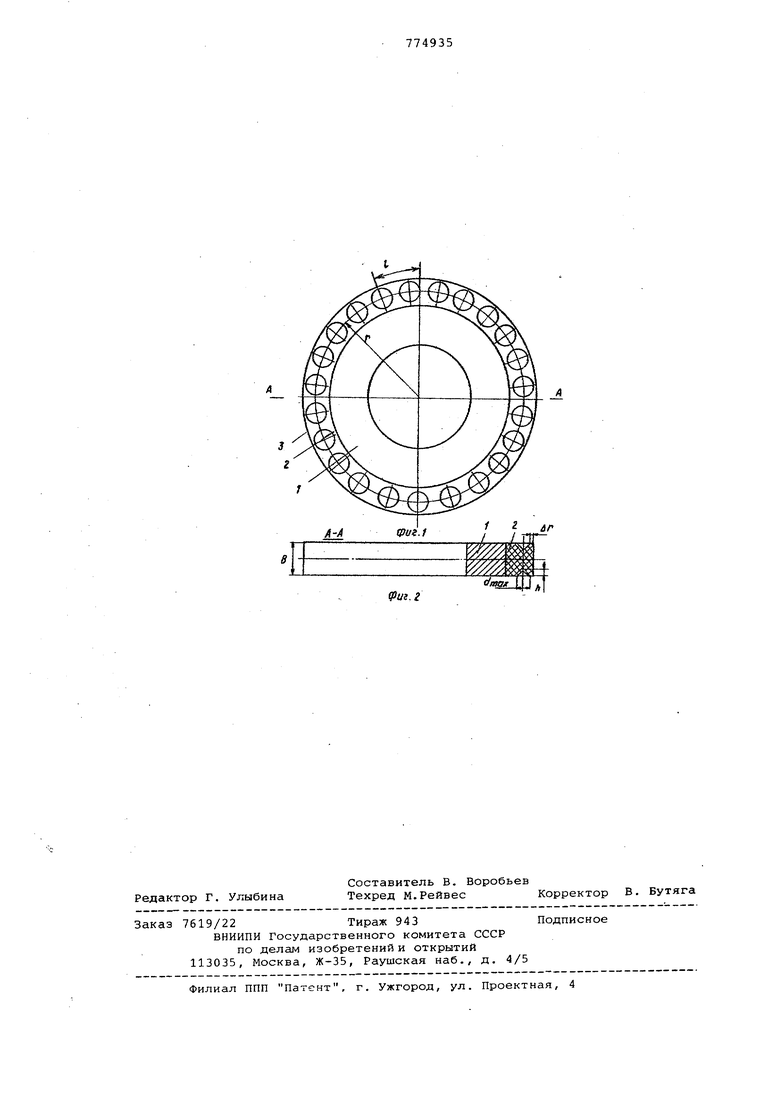
На фиг. 1 изображен абразивный круг; на фиг. 2 - разрез А-А на фиг. 1.
Эластичный абразивный круг содержит корпус 1, выполненный из твердого материала, например текстолита. На корпусе 1 по его периферии расположена и закреплена эластичная основа 2, например из резины, с модулем упругости 10-90 кг/см . На эластичной основе размещена и закреплена абразивная лента 3. В эластичной основе выполнены несквозные отверстия переменного сечения, например конусные, с равномерным шагом, величина которого меньше в 1,5-3 раза, чем отношения максимально допустимой условиями прочности окружной скорости круга V к частоте свободных изгибных колебаний Р круга на шпинделе. Отверстия расположены симметрично относительно середины поперечного круга. Глубина отверстий равна 1/3-1/6 высоты круга. Наибольший диаметр отверстий у торцов круга равен половине шага В отверстий . Центры отверстий равноудалены от периферии круга на расстояние, превышающее половину наибольшего диметра на величину 3-6 мм.
Изобретение обеспечивает выполнение эластичного круга с постоянной контактной жесткостью эластично основы в средней части периферии круга и периодическим по амплитуде, в окружном направлении у торцов круга, в осевом направлении эта амплитуда постепенно снижается до нулевой в средней части круга.
В момент контакта обрабатываемого материала с участком круга, не несущим в эластичной основе отверстия, происходит малая контактная деформация и интенсивный съем материала и повыгиение силы обработки. Ss время контакта обрабатываемого материала с участком круга с отверстием и пониженной жесткостью эласТНЧНОй основы происходит отжим кромки периферии режущей поверхности и снижение интенсивности съема материала и уменьшаются силы обработки.
Периодическое чередование моментов интенсивности съема материала и силы обработки происходит с частотой, превышающей частоту свободных колебаний шлифовального шпинделя с кругом, так какшаг 6 отверстий меньше, чем отношение окружной скорости круга к частоте свободных изгибных колебаний круга на шпинделе. Перемен:ные силы вызывают относительные колебания круга и детали в плоскости Обработки с частотой, превышающей частоту свободных колебаний элементов системы СПИД и подавляют автоколебания, т.е. повышается виброустойчивость процесса обработки. Уменьшению шага между отверстиями соответствует пропорциональное увеличение частоты колебаний и почти пропорциональное уменьшение амплитуды переменных сил, вызывающих подавление ав0токолебаний. В результате повышается устойчивость, уменьшается износ круга и повышается качество обработанной поверхности., т.е. повышается эксплуатационное качество инструмента.
г Эксплуатационные испытания кругов при полировании деталей из стали 45 . на плоекошлифовальном станке периферией круга показали, что уровень колебаний при обработке уменьшается в 1,6-1,9 раза, стойкость абразивного покрытия увеличивается более, чем в 2 раза и улучшается качество обработанной поверхности при выполнении несквозных конусных отверстий d 12,5 мм на торцах эластичной
5 основы с шагом 25 мм, в сравнении с известным кругом с цилиндрическими сквозными отверстиями d 12,5 и шагом SO лш. Причем уровень колебаний меньше, а стойкость больше в 1,5-1,8
л раза и качество обработанной поверхности лучше при работе предложенным кругом с упомянутым выше шагом s сравнении с кругом со сквозными цилиндрическими отверстиями.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Патент США 2377880,
Й5 кл. 51-374, опублик. 1943.
