М
о: db
00 Изобретение относится к литейноМу производству и может быть , использовано для получений чугуна с ВЫСОКИМИ физико-механическими свойс вами. Наиболее эффективное воздействие на физико-механические свойства чугуна оказывает его обработка магнием или магнийсодержащими лигатурами Известны устройства для реализации этого процесса, обеспечивающие в различной степени .ограничение пироэф фекта и газо-и дымовыделений, обьлчно сопровождающих этот процесс. К таким устройствам относятся ковши с тяжелыми крышками, специальные камеры, снабженные вытяжкой, поворотные ковши и. ковши конвертерного типа, автоклавы . Известно устройство где введение в чугун магния Б составе лигатур, когда скорость реакции магния с расплавом несколько снижается, snpoщает необходимые для реализации этого процесса устройства; однако требует принудительного перемешивания лигатуры и расплава для активизаций их взаимодействия СзЗ, Недостатками такого устройства являются либо обильные газо-ДЕЛмовыделения, либо сложность в эксплуатации и невысокая производительность. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство для вакуумирования больших масс чугуна в металлургических цехах, включающее приемный резервуар с уплотняющим фланцем, вакуумную камеру, разливоч ный ковш с цапфами, механизм перемещения приемного резервуара и вакуумную исистёму . . Однако применение известного устройства затруднительно в условиях машиностроительных предприятий, когда внепечной обработке подвергают небольшие массы металла, а цикл обра ботки повторяют несколько минут. I Известное устройство имеет следующие недостатки. Наличие футерованно вакуумной камеры удлиняет путь струи вакуумированного металла от огнеупор ного стакана до зеркала металла в ковше.и поэтому при небольших массах обрабатываемого металла приводит к чрезмерному остыванию. ,Необходимость двух вайуумных уплотнений (между приемным ковшом и крышкой вакуумной камеры и между вакуумной камерой и чугуновозным ковшом) усложняет обслу живание и конструкцию устройства, а в итоге снижает надежность его работы. Перемещение вакуумной камеры только в вертикальной плоскости исключает возможность ее многопозиционног.о использования и затрудняет передачу ковша из-под вакуумной камеры на транспортный кран . Целью изобретения является упрощение конструкции, повышение надежности и производительности устройства в условиях часто повторяющихся циклов внепечной обработки расплава. Поставленная цель достигается тем, что в устройстве, включающем приемный резервуар с уплотняющим фланцем, вaкysмнyю камеру, разливочный ковш с цапфами, механи зм перемещения приемного резервуара и вакуумную систему, кожух приемного резервуара вакуумно : плотно соединен с еЬо днищем, нупЬлнен ниже днища до уплотняющеео фланца, а уплотняющий фланец расположен на уровне цапф разливочного ковша г приемный резервуар выполнен с возможностью перемещения относительно вакуумной камеры в горизонтальной и вертикальной плоскостях. На чертеже изображено устройство, общий вид. Кожух 1 приемного резервуара 2 оединен вакуумно плотно с его днищем 3, что позволяет исключить вакуумное резиновое уплотнение между приемным рез.ервуаром и крышкой вакуум1НОй камеры. Кожух 1 приемного рев ервуара 2 выполнен ниже его днища 3 до уплотняющего фланца 4. Таким образом, часть кожуха ниже днища и само днище образуют верхнюю полость ; вакуумной камеры, что упрощает конструкцию устройства. Расположение уп .лотняющего фланца 4 на уровне цапф разливочного ковша 5 позволяет, вопервых, удалить резиновое уплотнение из термически нагруженной зоны (от зеркала расплава в разливочном ковше 5) и, во-вторых, обеспечивает свободный доступ к цапфам разливочного ковша 5 при крановых операциях, все это повышает надежность работы устройства в условиях часто повторяющихся циклов обработки расплава. Устройство может быть снабжено двумя или несколькими вакуумными камерами 6, которые обслуживаются одним приемным резервуаром 2, что позволяет увеличить производительность устройства при незначительном увеличении металлоемкости. В связи с этим возникает необходимость пе85емещения приемного резервуара не только в вертикальной, но и в горизонтальной плоскости, например, С помощью механизма перемещения 7, представляющего собой консоль, перемещающуюся вдоль продольной оси колонны и вращающуюся вокруг нее. Кроме того, перемещение приемного резервуара s горизонтальной.плоскости освобождает ространство над вакуумной камерой 6, что облегчает {срановые операция становки и изъятие разливочного онша 5. Причем размещение уплотняющего фланца 4 ниже уровня цапф разливочного ковша 5 нецелесообразно, так как приведет лиить к необходимости увеличения вертикального перемещения приемного резервуара 2 при изъятии ковша из вакуумной камеры 6. Устройслгво модет работать при подаче расплава непосредственно из плавильногЬ агрегата, например из индукционнбй печи, или из промежуточного ковша, если устройство по каким-либо причинам нерационально устанавливать рядом с плавильньм агрегатом. В последнем случае проме. жуточным ковшом служит свободный раз ливочный ковш 5.. При подаче металла в устройство с помощью разливочного ковша 5 устро ство имее два разливочных ковша (по к.рлич:еству вакуумных камер 6) .-, Когда приемный, футерованный огнеупо ром резервуар 2, находится .в положении q и на его днище уложена проплав ляемая плаЬтина (например чугунная), разливочный ковш 5 с уложенной в нем лигатурой устанавливают в вакуумной камере бис помощью механизма перемещения 7 закрывают вакуумную камеру приемным резервуаром 2, переводя его в положение S При этом, благода ря рези«о81зй прокладке между уплотня ющими фланцами вакуумной камеры и кожуха приемного резервуара под возиействием Силы тяжести приемного резервуара достигается герметизация вакуумируемого объема по уплотняющем фланцу. ВтЬрой разливочный ковш, наполненный металлом из плавильной печи, транбпортируют к приемному резервуару в положение Г и переливак)т металл в его футерованную емкость. При этом происходит герметизация расплавом зазоров между проплавляемой пластиной и футеровкой приемного резервуара,посйе чего вакуумированный объем подсоединяется к системе откачки воздуха. Необходимое разрежение (например 20 мм рт.ст.) достигается до проплавления пластины, за. счет малого объема вакуумной камеры и высокой скорости отКачки. После проплавления пластины металл, вакуумируясь в струе, попадает на лиг туру, уложенную на дне ковша, и взаимо действует с ней. Единственное в устройстве уплотнение при этом не исйытывает термонагрузок, а струя ме- талла, проходя короткий путь, чрезмерно не охлаждается. Опорожненный разливочный ковш устанавливают в вакуумную камеру в положении а и загружают на. его дно. ; В это же положение .О переводят приемный резервуар 2 и укладывают проплавляемую дластину - устройство подготовлено к следующему циклу обработки расплава. Ковм с обработанньм расплавом с помощью съемной траверсы тем же краном легко извлекает из вакуумной камеры в положении d и подается на разливку. Устройство может работать при подаче расплава непосредственно из плавильного агрегата, например, из индукционной печи. В этом случае устройство снабжено одной вакуумной камерой 6, устанавливаемой рядом с печью, и перевод приемного резервуара в положение q .необходим только для из1|Ятия из камеры ковша с обработанным металлом и установки ковша с лигатурой. Таким образом, в обоих случаях достигается высокая производительность устройства, сопоставимая с про.изводительностью технологий модифи1цирования в открытом ковше. Предлагаемое устройство, имея простую конструкцию, обеспечивает реализацию способа в непечной обра- ботки при высокой ритмичности, надежности и производительности.. Процесс в целом легко поддается автоматизации. В настойщее время изготовлены рабочие чертежи промышленной установки, в основу которой положено предлагаемое устройство. Установка рассчитана на ковш емкостью 0,8 т и производительностью около10 т чугуна в час-. По предварительным расчетньм данHbw экономический эффект от внедре-ния изобретения и реализации его с . пслющью способа внепечной обработки чугуна составляет около ,руб. ;Вгод. Внедрение устройства в Ъроизводство позволяет повысить производительность обработки расплава присадками более чем в 3 раза по сравнению с существу ющими установками, при этом достигают снижение расхода присадок в 3 раза.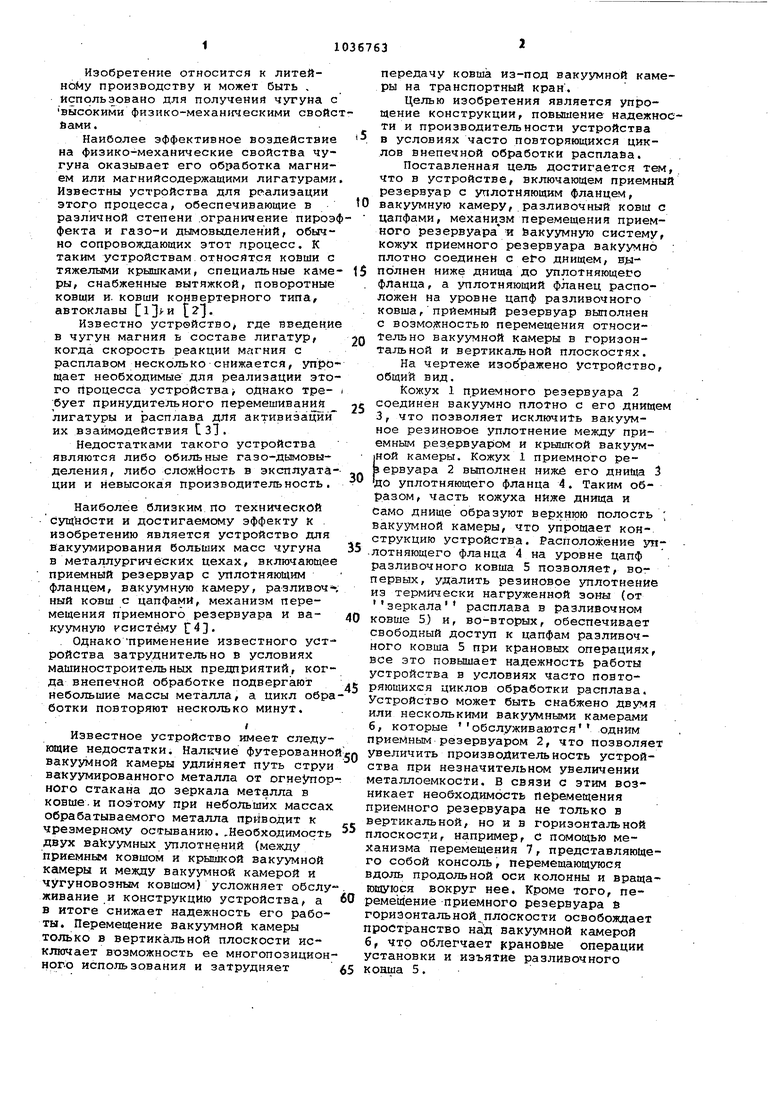

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для внепечной обработки жидкого металла | 1981 |
|
SU965116A1 |
| Установка для внепечной обработки жидкого металла | 1983 |
|
SU1104167A1 |
| Устройство для внепечной обработки жидкого металла | 1982 |
|
SU1092957A2 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| АГРЕГАТ ДЛЯ УДАЛЕНИЯ МЫШЬЯКА ИЗ ЖЕЛЕЗОУГЛЕРОДИСТОГО РАСПЛАВА ПОД ВАКУУМОМ | 2009 |
|
RU2428486C2 |
| ВРАЩАЮЩАЯСЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2016 |
|
RU2617082C1 |
| Устройство для вакуумирования жидкого металла | 1977 |
|
SU608839A1 |
| Устройство для транспортировки расправленных материалов | 1979 |
|
SU774796A1 |
| СТАЛЕВЫПУСКНОЙ ЖЕЛОБ ДЛЯ СМЕШИВАНИЯ СТАЛИ С РАФИНИРОВОЧНЫМ ШЛАКОМ | 1996 |
|
RU2101125C1 |
| Способ внепечной обработки стали | 1990 |
|
SU1812221A1 |
УСТРО СТВО ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛА, включак ;ее приемный резервуар с кожухом и уплотняющим фланцем,-вакуумную камеру, раз- ли1 о1нъ1й ковш с цапфами, механизм перемещения приемного резервуара и вакуумную систему, о т л и ч а ющ е е с я тем, что, с целью упрощения консурукций, повышения надёжности и производительности устройства в условиях часто повторяющихся циклов непечной обработки расплава, кожух приемного резервуара вакуумно плотно соединен с его днищем, расположен ниже днища до уплотняющего фланца, а уплотняющий фланец рас- положен на уровне цапф разливочного § ковша, приемный резерэуар выполнен сл с возможностью перемещения относительно вакуумной камеры в горизонтальной и вертикальной плоскостях.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ващенко К.И., Софрони Л | |||
| Магниевый чугун | |||
| М., Машгиз 1960, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Магниевый чугун | |||
| М., Машгиз, 1960, с | |||
| Рогульчатое веретено | 1922 |
|
SU142A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| производство , 1978, № 2, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для вакуумирования жидкого металла | 1977 |
|
SU608839A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
