lib
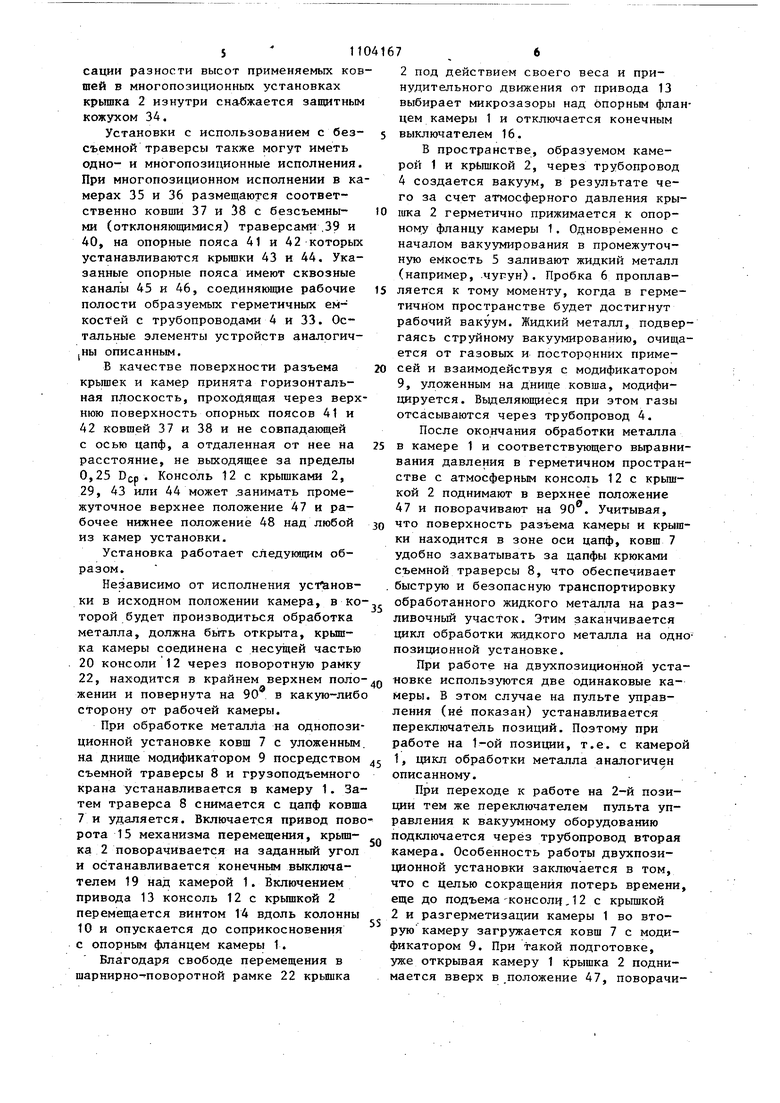
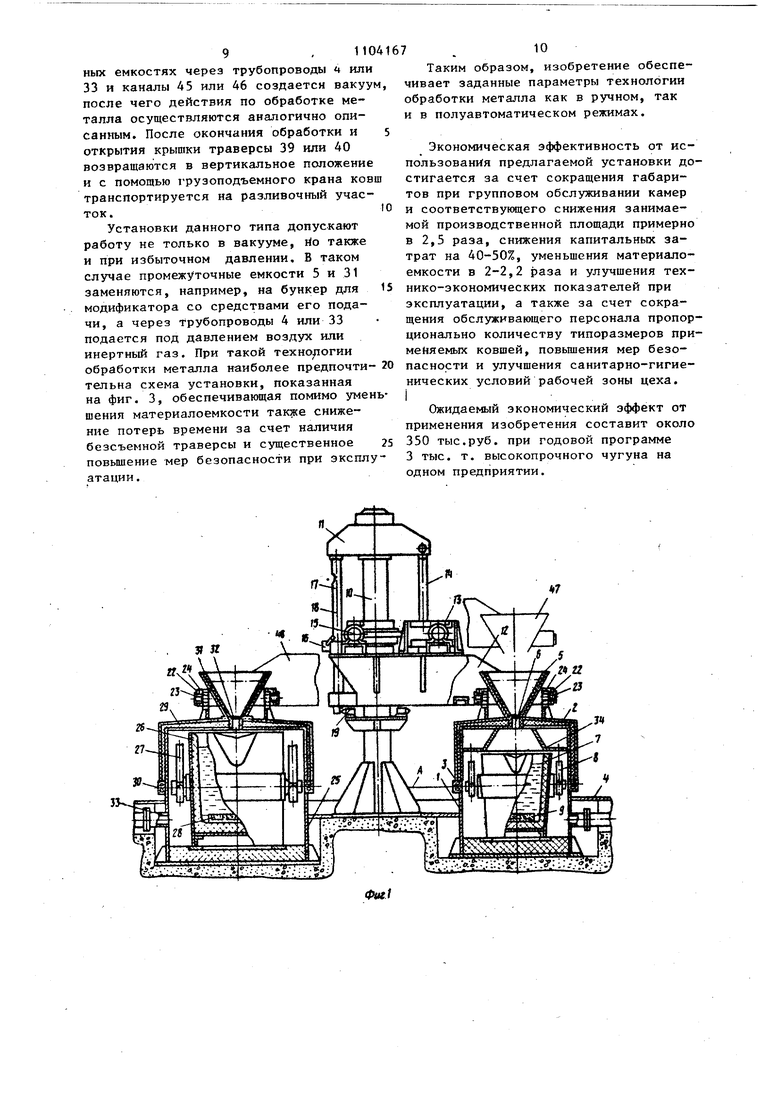
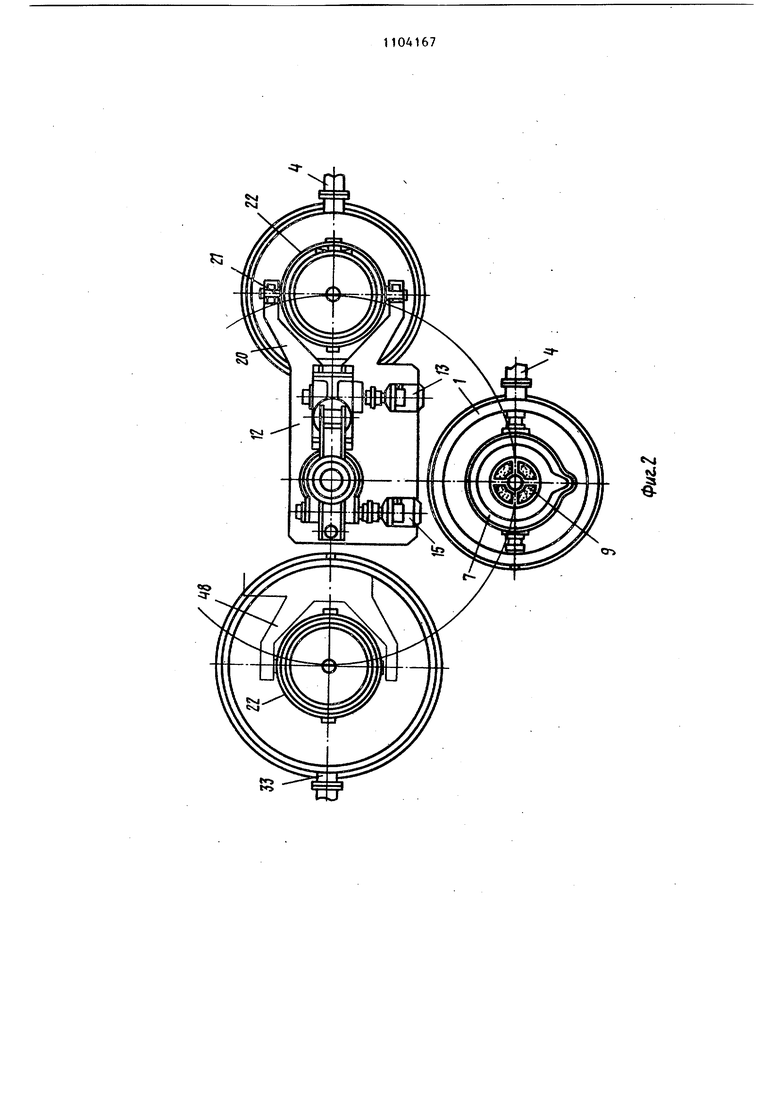
1 Изобретение относится к внепечьой обработке жидкого металла модификаторами в вакууме или при избыточном давлении. Известны камеры-автоклавы для обработки металлов модификаторами под избыточным давлением, содержапше гер метичную камеру, в которую помещен ковш с жидким металлом, крышку, снаб женную механизмом перемещения, средства подачи модификатора и механизм перемешивания жидкого металла D1 Наряду с такими недостатками, нестабильность качества обрабатываемого материала, высокая трудоемкость обслуживания механизма перемешивания и др.этим устройствам свойственна также громоздкость конструкции, вызванная прежде всего, необходимостью размещения механизма перемешивания внутри камеры и требованием соответствующего отдаления уплотняющих элементов крышки от высоких температур расплава, находящегося в ковше в течение относительно длительного перио да обработки (до 5-8 мин). Наиболее близкой к изобретению по технической сущности является уст новка для внепечной обработки жидкого металла, включающая герметичную емкость, состоящую из камеры и крышки, шарнирно подвешенной к консоли механизма перемещения, промежуточную емкость и ковш. Однако известное устройство не пр способлено для обработки-жидкого ме талла в вакууме, т.е. подаче металла в ковш после герметизации камеры ме шает закрытая крьш1ка и расположенная в ее центре шарнирная подвеска, прикрепленная к консоли поворотной коло ны, кроме того, имеет ограниченные технологические возможности, посколь ку рассчитано на использование ковше только определенного типоразмера. Пр менение больших камер для размещения ковшей малой емкости нерационально и неэкономично, так как требует боль ших потерь времени на подготовку камер (откачку воздуха и создание вакуума) , что значительно снижает производительность устройства. Известная установка имеет большое отношение внутреннего диаметра камеры к среднему диаметру ковша (2:1), что обуславливает громоздкость и высокую материалоемкость конструкции. Кроме того, поверхность разъема ка671меры и крышки расположена въте верхней кромки ковша, что затрудняет захват ковша крюками съемной траверсы, так как зеркало металла ослепляет и обжигает лицо обслуживающего персонала, в силу чего цапфы ко1ша в глубине камеры Становятся невидимыми и захват их производится на ощупь, что ухудшает мерыбезопасности. Целью изобретения является снижение материалоемкости и упрощение управления при обслуживании разнотипных ковшей. Поставленная цель достигается тем, что в установке для внепечной обра|ботки жидкого металла, включающем герметичную емкость, состоящую из ка-меры и крьш1ки, шарнирно подвешенной к консоли механизма перемещения, промежуточную емкость и ковш, согласно изобретению, консоль механизма перемещения выполнена с возможностью перемещения в вертикальной и горизонтальной плоскостях и снабжена несущей частью, соединенной с при помощи шарнирно-поворотной рамки, охватывающей установленную на крышке промежуточную емкость и имеющей две степени свободы. Причем поверхности разъема камер и крышек вьтолнены в одной горизонтальной плоскости на оси ковша или на расстоянии от нее, не превьш1ающем 0,25 среднего диаметра ковша. При этом внутренний диаметр камеры герметичной емкости выполнен не превышающим 1,7 среднего диаметра ковша. Предлагаемое техническое решение позволяет использовать устройство для обработки металла как в вакууме, так и при избыточном давлении, благодаря соединению. крьш1ки с несущей частью консоли посредством шарнирно поворотной рамки компенсировать неточности изготовления и монтажа нескольких различных камер на фундаменте, максимально упростить управление подъемно-опускными операциями крышки вследствие обеспечения ее перемещения с равномерным шагом и на один и тот же уровень по высоте, несмотря на применение разнотипных ковшей. Кроме того, позволяет уменьшить диаметр камеры до соотношения 1,7:1 благодаря тому, что поверхность разъема камеры и крьш1ки с уплотнением выносится из термонапряженной зоны в зону цапф ковша, куда не попадает прямое излучение распла3ва металла, и поэтому достаточно небольшого зазора без футеровки, поскольку вакуум сам является хорошим теплоизолятором и благодаря группово му обслуживанию исп0льзовать общий для всех камер один комплект вакуумного оборудования и средств управления, а также расширить технологические возможности производства за счет увеличения номенклатуры литых изделий при сохранении высокой производительности установки. На фиг. 1 показана установка с использованием ковшей со съемными траверсами, разрез; на фиг. 2 - то же, план на фиг. 3 - вариант установки с использованием ковшей с безсъемной ,траверсой. Установка может быть выполнена одно-, двух-, трех- или четырехпозиционной. Количество позиции соответству ет количеству камер, в которые устанавливается ковш для внепечной обработки- металла. Однопозиционная установка (фйг.1) включает герметичную емкость, в состав которой входят камера 1 и крышка 2. Опорные поверхности камеры и крьш1ки вьшолнены водоохлаждаемыми и снабжены уплотняющими элементами 3 С вакуумным оборудованием камера 1 соединена посредством трубопровода 4 На крышке 2 расположена промежуточна емкость 5 со средствами герметизации отверстия, вьтолненными, например, в виде проплавляемой пробки 6. В камере 1 размещен ковш 7 со съемной траверсой 8, удаляемой при закрытии крышки 2. На днище ковша уложена решетка с модификатором 9. Механизм перемещения крышки состо ит из неподвижной колонны 10-с враща кмцимся наголовником 11 и подъемноопускной консоли 12, подвижной относительно колонны в вертикальной и го ризонтальной плоскостях. Вертикально перемещение ее осуществляется от чер вячного привода 13 и винта 14, поворот в горизонтальной плоскости произ водится от привода 15, червячное кол со которого насажено на колонну 10. Перемещение консоли на заданную высо ту вверх-вниз ограничивается конеч ным выключателем fy соответствующим воздействием лысок 17 направляющей 18. Поворот на заданный угол влевовправо контролируется концевой частью направляющей 18 и конечными выключателями 19, 674 Несущая часть 20 консоли 12 в месте соединения с крышкой 2 раздвоена и может быть выполнена либо в виде вилообразной охватывающей конструкции (фиг. 2), либо в виде полупортала с двумя разнесенными горизонтальными балками, однако в любом случае она шарнирно соединена пальцами 21 с замкнутой поворотной рамкой 22, которая, в свою очередь, через пальцы 23 и подшипники 24 соединена с крьппкой 2. Учитывая, что пальцы 21 и 23 находятся во взаимно-перпендикулярньк направлениях, рамка 22 служит шарнирной связью между крышкой 2 и консолью 12 механизма перемещения, обеспечивающей две степени свободы. Для увеличения производительности целесообразно применение двухпозиционной установки. В этом случае по соответствуклцему радиусу вращения дополнительно размещается вторая камера. Крьппка 2 и механизм перемещения с консолью 12 такой установки остаются общими для обеих камер. Трех- или четьфехсекционная установка наиболее эффективна при работе с ковшами различных типоразмеров. При этом две позиции, как правило, используются для постоянной работы с номинальным типоразмером ковша и одна или две позиции .соответственно для работы с ковшами большей емкости, в которых производится обработка металла периодически. В данном случае по тому же радиусу вращения и с тем же шагом, что и камера 1,например через 90 , размещается камера 25, соответствующая большему типоразмеру ковша 26 с траверсой 27 и решеткой с модификатором 28. Крьш«ка 29 своим фланцем герметично прижи-. мается к опорному фланцу камеры 25 через уплотнитель 30. На крышке расположены промежуточная емкость 31 с проплавляемой пробкой 32 и подшипники 24, которые через пальцы 23 соеди}1ены с поворотной рамкой 22, вьтолнениые одинаковыми с аналогичными элементами крь.ш1ки 2. С вакуумным оборудованием камера 25 соединена через трубопровод 33. При двух-, трех-, или четьгрехпозиционном исполнении установки поверхность разъема камер и крышек выполняется на одном и том же уровне в зоне оси цапф ковшей и находится в одной горизонтальной плоскости. Для комиенсации разности высот применяемых ков шей в многопозиционных установках крьшка 2 изнутри снабжается защитным кожухом 34. Установки с использованием с безсъемной траверсы также могут иметь одно- и многопозиционные исполнения. При многопозиционном исполнении в ка мерах 35 и 36 размещаются соответственно ковши 37 и 38 с безсъемными (отклоняющимися) траверсами ,39 и 40, на опорные пояса 41 и 42 которых устанавливаются крышки 43 и 44. Указанные опорные пояса имеют сквозные каналы 45 и 46, соединяющие рабочие полости образуемых герметичных емкостей с трубопроводами 4 и 33. Остальные элементы устройств аналргич|НЫ описанным. В качестве поверхности разъема крьшек и камер принята горизонтальная плоскость, проходящая через верх нюю поверхность опорных поясов 41 и 42 ковшей 37 и 38 и не совпадающей с осью цапф, а отдаленная от нее на расстояние, не выходящее за пределы 0,25 DCO. Консоль 12 с крышками 2, 29, 43 или 44 может .занимать промежуточное верхнее положение 47 и рабочее нижнее положение 48 над любой из камер установки. Установка работает следующим образом. Независимо от исполнения УСТАНОВКИ в исходном положении камера, в ко торой будет производиться обработка металла, должна быть открыта, крышка камеры соединена с несущей частью 20 консоли 12 через поворотную рамку 22, находится в крайнем верхнем поло жении и повернута на 90 в какую-либ сторону от рабочей камеры. При обработке металла на однопози ционной установке ковш 7 с уложенным на днище модификатором 9 посредством съемной траверсы 8 и грузоподъемного крана устанавливается в камеру 1. Затем траверса 8 снимается с цапф ковша 7 и удаляется. Включается привод пово рота 15 механизма перемещения, крьш1ка 2 поворачивается на заданный угол и останавливается конечным выключателем 19 над камерой 1. Включением привода 13 консоль 12 с крьш1кой 2 перемещается винтом 14 вдоль колонны 10 и опускается до соприкосновения с опорным фланцем камеры 1. Благодаря свободе перемещения в шарнирно-поворотной рамке 22 крьШ1ка 11 76 2 под действием своего веса и принудительного движения от привода 13 выбирает микрозазоры над бпорным фланцем камеры 1 и отключается конечным выключателем 16. В пространстве, образуемом камерой 1 и крьш1кой 2, через трубопровод 4 создается вакуум, в результате чего за счет атмосферного давления крышка 2 герметично прижимается к опорному фланцу камеры 1. Одновременно с началом вакуумиррвания в промежуточную емкость 5 заливают жидкий металл (например, .чугун). Пробка 6 проплавляется к тому моменту, когда в герметичном пространстве будет достигнут рабочий вакуум. Жидкий металл, подвергаясь струйному вакуумированию, очищается от газовых и посторонних примесей и взаимодействуя с модификатором 9, уложенным на днище ковша, модифицируется . Вьщеляющиеся при этом газы отсасываются через трубопровод 4. После окончания обработки металла в камере 1 и соответствующего выравнивания давления в герметичном пространстве с атмосферным консоль 12с крьш1кой 2 поднимают в верхнее положение 47 и поворачивают на 90 . Учитывая, что поверхность разъема камеры и крышки находится в зоне оси цапф, ковш 7 удобно захватывать за цапфы крюками съемной траверсы 8, что обеспечивает быструю и безопасную транспортировку обработанного жидкого металла на разливочный участок. Этим заканчивается цикл обработки жидкого металла на однопозиционной установке. При работе на двухпозиционной установке используются две одинаковые камеры. В этом случае на пульте управления (не показан) устанавливается переключатель позиций. Поэтому при работе на 1-ой позиции, т.е. с камерой 1, цикл обработки металла аналогичен описанному. При переходе к работе на 2-и позиции тем же переключателем пульта управления к вакуумному оборудованию подключается через трубопровод вторая камера. Особенность работы двухпозиционной установки заключается в том, что с целью сокращения потерь времени, еще до подъема-консолч,12 с крышкой 2 и разгерметизации камеры 1 во вторую камеру загружается ковш 7 с модификатором 9. При такой подготовке, уже открывая камеру 1 крышка 2 поднимается вверх в положение 47, поворачивается и сразу устанавливается над камерой. Теперь одновременно с выгрузкой ковша 7 из камеры 1 вторая камера с ковшом закрывается крышкой 2, которая имеет свободное перемещение в поворотной рамке 22 и плотно прилегает к опорному фланцу камеры. После герметизации отверстия промежуточной емкости 5 проплавляемой пробкой 6 в камере создают вакуум и далее цикл по заливке и обработке металла производится так же, как для однопозиционной установки. При работе на трехпозиционной установке используются три камеры, причем две из них, как правило, одинаковые и одна - для ковша большей емкости. В данном случае при работе на 1-ой и 2-ой позициях процесс обработки метал fia аналогичен описанным выше. При переходе на работу на 3-й пози ции, т.е. с ковшами большей емкости, необходима предварительная подготовка рабочей камеры и механизма перемещения крьшжи. Для этого консоль 12 освобождают от крьш1ки 2 путем снятия пальцев 21, соединяющих несущую часть 20 с поворотной рамкой 22, в результате чего крьш1ка 2 с рамкой 22 остается на камере 1. Затем консоль 12 поднимают в верхнее положение 47, поворачивают на 180 и опускают в положение 48, устанавливая ее таким обра зом над крышкой 29. В отверстия несущей части опущенной консоли 12 устанавливают ранее снятые пальцы 21, соединяюп(ие теперь поворотную рамку 22 с крьшткой 29. После этого консоль 12 с крышкой 29, промежуточной емкостью 31 и проплавляемой пробкой 32 поднимают в верхнее положение и повора 90, На пульте управления чивают на переключатель устаналивают на 3-ю позицию, т.е. к вакуумному оборудованию через трубопровод 33 подключается камера 25, чем и заканчивается подготовка этой камеры к работе. В дальнейшем загрузка ковша 26 с модификатором 28, заливка жидкого металла, его обработка и транспортировка осуществляются так как на 1-ой позиции. Использование одной установки данной конструкции с общим комплектом вакуумного оборудования и средств управления позволяет заменить три уст ройства серийного производства (например, для емкостей ковша 0,63, 2 и 5 т) и сократить тем самым занимаемую производственную площадь со 120 до 45-50 м , т.е. в 2,5 раза и соответственно снизить суммарную материалоемкость с 35,4 до 16 т,т.о. более чем в 2,2 раза. Снижения материалоемкости здесь удалось достигнуть как вследствие функхщонального объединения рабочих механизмов и средств управления установки, так и за счет уменьшения внутренних диаметров камер до соотношения, не более 1,7:1 (по сравнению с 2:1 для известного). Снижению материалоемкости способствует также конструктивное исполнекие установки с использованием ковшей с безсъемной траверсой (фиг. 3). Отличительной особенностью этой схемы является существенное уменьшение габаритов камер, так как отношение внутреннего диаметра камер к среднему диаметру ковша () всегда менее 1,7. Это обеспечивается за счет того, что в камеру устанавливается ковш не.весь, а только его нижняя часть до опорного пояса, поскольку ковш имеет вынесенные цапфы с наружной стороны герметичной емкости. Кроме того, в предлагаемом исполнении поверхность разъема крьшгки камер находится в одной горизонтальной плоскости для всех позиций установки, но не на оси цапф ковшей, как на фиг.1. а отдалена от нее на расстояние, не выходящее за пределы 0,25 Дер. Такое соотношение высоты до поверхности разъема объясняется тем, что при больших значениях необосновано возрастает масса ковша, а нижние значения ограничиваются конструктивными параметрами выносных цапф дпя каждого типоразмера ковша. Работа установки как однопозиционного, так и многопозиционного исполнения с использованием ковшей с безсъемной траверсой отличается незначительно по сравнению с предыдущим вариантом (фиг. 1) . Переключателем пульта -управления выбирается камера, в которой обрабатывается металл. С помощью грузоподъемного крана ковш 37 или 38 с уложенным модификатором 9 или 28 устанавливают на опорный фланец камеры 33 или 36,, траверсу 39 или 40 отклоняют в наклонное положение и консоль 12 с крышкой 43 или 44 опускают до соприкосновения с поверхностью опорного пояса 41 или 42. В образующихся ггрмотич9 , 110 ных емкостях через трубопроводы или 33 и каналы 45 или 46 создается вакуу после чего действия по обработке металла осуществляются аналогично описанным. После окончания обработки и открытия крышки траверсы 39 или 40 возвращаются в вертикальное положение и с помощью грузоподъемного крана ков транспортируется на разливочный участок. Установки данного типа допускают работу не только в вакууме, rio также и при избыточном давлении. В таком случае промежуточные емкости 5 и 31 заменяются, например, на бункер для модификатора со средствами его подачи, а через Трубопроводы 4 или 33 подается под давлением воздух или инертный газ. При такой техно.рогии обработки металла наиболее предпочтительна схема установки, показанная на фиг. 3, обеспечивающая помимо уменьшения материалоемкости также снижение потерь времени за счет наличия безсъемной траверсы и существенное 25 повьпиение мер безопасности при эксплуатации . Таким образом, изобретение обеспечивает заданные параметры технологии обработки металла как в ручном, так и в полуавтоматическом режимах. Экономическая эффективность от использования предлагаемой установки достигается за счет сокращения габаритов при групповом обслуживании камер и соответствующего снижения занимаемой производственной площади примерно в 2,5 раза, снижения капитальных затрат на 40-50%, уменьшения материалоемкости в 2-2,2 раза и улучшения технико-экономических показателей при эксплуатации, а также за счет сокращения обслуживающего персонала пропорционально количеству типоразмеров применяемых ковшей, повьщ1ения мер безопасности и улучшения санитарно-гигиенических условий рабочей зоны цеха. I . Ожидаемый экономический эффект от применения изобретения составит около 350 тыс.руб. при годовой программе 3 тыс. т. высокопрочного чугуна на одном предприятии.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для внепечной обработки жидкого металла | 1981 |
|
SU965116A1 |
| Устройство для внепечной обработки жидкого металла | 1982 |
|
SU1092957A2 |
| Устройство для обработки жидкого металла модификаторами | 1986 |
|
SU1331894A1 |
| Устройство для внепечной обработки металла | 1980 |
|
SU1036763A1 |
| УСТРОЙСТВО ДЛЯ СТРУЙНОГО ВАКУУМИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ РАЗЛИВКИ | 1992 |
|
RU2038386C1 |
| Устройство для обработки жидкого металла модификаторами | 1979 |
|
SU775136A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Установка для комплексной обработки металла | 1990 |
|
SU1740436A1 |
| МЕХАНИЗМ ДЛЯ УСТАНОВКИ И СЪЕМА КРЫШКИ НА ЛИТЕЙНОМ КОВШЕ РАЗЛИВОЧНОГО СТЕНДА МНЛЗ | 1992 |
|
RU2041022C1 |
| АВТОКЛАВ ДЛЯ МОДИФИЦИРОВАНИЯ МЕТАЛЛА | 1969 |
|
SU239982A1 |
1. УСТАНОВКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА, имеющая герметичную емкость, состоящую из камеры и крышки, шарнирно подвешенной к консоли механизма перемещения.промежуточную емкость и ковш, отличающаяся тем, что, с целью снижения материалоемкости и упрощения управления при обслуживании разнотипных ковшей, консоль механизма перемещения вьтолнена с возможностью перемещения в вертикальной и горизонтальной плоскостях и снабжена несущей частью, соединенной с крьппкой при помощи шарнирно-поворотной рамки, охватывающей установленную на крьш1ке промежуточную емкость и имеющей две степени свободы. 2.Установка по п. 1, отличающаяся тем, что поверхности разъема камер и крышек выполнены в одной горизонтальной плоскости на оси ковша, или на расстоянии от нее, не превышающем 0,25 среднего диаметра ковша. 3.Установка по пп 1 и 2, о т л ив чающаяся тем, что внутренний диаметр камеры герметичной емкости выполнен не превышающим 1,7 среднего диаметра ковша.
5::
t
«VI
Q-
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА | 0 |
|
SU344000A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Справочник по чугунному литью | |||
| Изд-во Ленинград, 1978, с | |||
| СКЛАДНАЯ НИВЕЛЛИРОВОЧНАЯ РЕЙКА | 1923 |
|
SU560A1 |
