Изобретение относится к обработке металлов давлением и может быть использовано в качестве универсального штампа для изготовления сильфонов переменного радиуса кривизны различных типоразмеров методом формообразования обечаек эластично-жидкостным пуансоном по жесткой матрице. Известно устройство для формования оболочек, содержащее жесткую матрицу, эластичный пуансон, взаим одействующий с ней и эластичной камерой, связанной с системой высокого давления жидкости и размещенной в пуансонодержателе 1. Однако на данном устройстве последовательное формование гофрированных обечаек трудоемко. Известен штамп для последовательного формования гофрированных оболочек жидкостно-эластичным пуансоном, содержащий жесткую матрицу с формообразующими элементами, пуансонодержатель с полостью и эластомером, связанный с магистралью высокого давления жидкости 2. Получение сильфона на известном штампе связано с большими затратами труда и низкой производительностью. Цель изобретения - повышение производительности труда за счет улучшения условий подачи заготовок и съема изделий. Для достижения поставленной цели штамп для формования поперечных гофров на обечайках, содержаший разъемную матрицу, неподвижная часть которой жестко закреплена на нижней плите, а также траверсу, установленную на нижней -плите на колонках и несущую пуансонодержатель с эластичным полым пуансоном, полость гидромагистралью, которого соединена с снабжен приводом перемещения пуансонодержателя вдоль оси матрицы, выполненным в виде закрепленных на траверсе силового цилиндра, связанного с гидромагистралью, и направляющих втулок, а также размещенных в направляющих втулках штанг, связанных одними концами со штоком силового цилиндра, а другими - с пуансонодержателем, и упором, установленным с возможностью взаимодействия с пуансонодержателем и состоящим из гребенки, имеющей шаг зубьев, равный шагу гофров, и размещенной в ней упорной колодки с соответствующими гребенке зубьями, а также верхней плитой и закрепленным на ней механизмом подъема траверсы, выполненным в виде штанг с ограничительными головками, при этом в траверсе выполнены отверстия, и в них размещены упомянутые щтанги. На фиг. 1 изображен предлагаемый штамп, разрез; на фиг. 2 - то же, без верхней плиты с матрицей, вид в плане. Штамп содержит нижнюю 1 и верхнюю 2 плиты с закрепленными на них сменными частями 3 и 4 разъемной матрицы, соединенными штифтами 5 и образующими при смыкании щтампа формообразующий контур сильфона (круглый, с переменным радиусом кривизны, гофрированная поверхность и т.д.). В матрице расположен сменный пуансонодержатель 6, закрепленный на двух подвижных щтангах 7, размещенных во втулках 8 траверсы 9, установленной на колонках 10. Штанги 7 другими концами связаны со штоком гидроцилиндра 11, закрепленного на траверсе 9. Для обеспечения подачи пуансонодержателя на шаг гофра служит перемещаемый упор, выполненный в виде упорной колодки 12, установленной в гребенке 13, имеющей зубья с шагом, равным шагу гофра. В отверстиях 14 траверсы 9 размещены щпильки 145 механизма подъема траверсы, имеющие головки с диаметром большим, чем отверстие в траверсе, и ввинченные в верхнюю плиту 2 таким образом, что между головками шпилек и отверстиями в траверсе в сомкнутом состоянии щтампа образуется зазор, равный половине хода верхней плиты. В каналах пуансонодержателя б расположен эластичный пуансон 16 с эластичной полой камерой. Штамп имеет также гидроколонку 17 с гидроаппаратурой, служащей для преобразования высокого давления жидкости, получаемого от внешнего источника энергии (например гидростанция пресса), в давление, необходимое для формообразования и управления устройством, и Два гидрораспределителя 18, расположенные на передней стенке нижней плиты 1 и сообщающиеся с гидроколонкой каналами в плите 1. Подвод давления в полость пуансона и в гидроцилиндр осуществляется о гибким рукавам 19. При подключении гидросистемы к гидростанции пресса в последней на магистрали высокого давления осуществляется врезка тройника, который заглущается при снятии щтампа. Штамп работает следующим образом. Штамп устанавливается на. универсальный гидравлический пресс и подключается к магистрали высокого давления гидросистемы пресса или другому источнику энергии. На пуансонодержатель 6, находящийся -ох « раскрытых матрицах 3 и 4, надевается обечайка, включается пресс и щтамп смыкается. Давление формования подается в полость эластичного пуансона 16. Происходит формообразование двух гофров. Давлее давление сбрасывается, упорная колодка 12 переставляется в гребенке 13 на таг гофра. Давление управления подается в гидроцилиндр 11. При этом пуансонодержатель перемещается до упора на шаг гофра, как бы стягиваясь с сильфона, который при этом остается в матрицах. Аналогично происходит формование следующих гофров, снимается упорная колодка 12 и пуансонодержатель 6 гидроцилиндром 11 выводится из сомкнутых плит 1 и 2. Отформованный сильфон 20 остается в матрице.
Верхняя плита 2 поднимается, раскрывая части 3 и 4 матрицы. Шпильки 15 свободно проходят половину хода штампа в отверстиях 14 траверсы 9, оставляя ее внизу вместе с пуансонодержателем 6 и образуя зазор между пуансонодержателем 6 и верхней частью 4 матрицы, а далее своими головками поднимают траверсу 9 под нижней частью 3 матрицы на оставшуюся половину хода штампа. Таким образом, пуансонодержатель 6 зависает между раскрытыми частями 3 и 4 матрицы.
Сильфон вынимается из нижней части 3 матрицы, «зависший пуансонодержатель б вдвигается цилиндром 11 в раскрытые части матрицы и надевается новая обечайка. Включается пресс, штамп закрывается и цикл повторяется.
Предлагаемый штамп повышает производительность в 20 раз, при этом повышается качество, снижается себестоимость изделия и улучшаются услория труда.
Экономический эффект от внедрения штампа составит 12 тыс. руб.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для изготовления лент с гофрами,имеющими непрямолинейную ось | 1979 |
|
SU858976A1 |
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291017C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| СПОСОБ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291016C1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2012 |
|
RU2518016C1 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |
ШТАМП ДЛЯ ФОРМОВАНИЯ ПОПЕРЕЧНЫХ ГОФРОВ НА ОБЕЧАЙКАХ, содержащий разъемную матрицу, неподвижная часть которой жестко закреплена на нижней плите, а также траверсу, установленную на нижней плите на колонках и несущую пуансонодержатель с эластичным полым, пуансоном, полость которого соединена с гидромагистралью; отличающийУ// /7////А ff ffMf fjK fm ffffMfff f firff. 7////////////// ///////7//7/. ся тем, что, с целью повышения производительности за счет улучшения условий подачи заготовки и съема изделия, он снабжен приводом перемещения пуансонодержателя вдоль оси матрицы, выполненным в виде закрепленных на траверсе силового цилиндра, связанного с тидромагистралью, и направляющих втуЛок, а также размещенных в направляющих втулках штанг, связанных одними концами со штоком силового цилиндра, а другими - с пуансонодержателем, и упором, установленным с возможностью взаимодействия с пуансонодержателем и состоящим из гребенки, имеющей шаг зубьев, равный шагу гофров, и размещенной в ней упорной колодки с соответствующими гребенке зубьями, а также верхней плитой и закрепленным на ней механизмом -подъема траверсы, выполненным в виде штанг с ограничительными головками, при этом в траверсе выполнены отверстия, и в них размещены упомянутые штанги. 1Ш °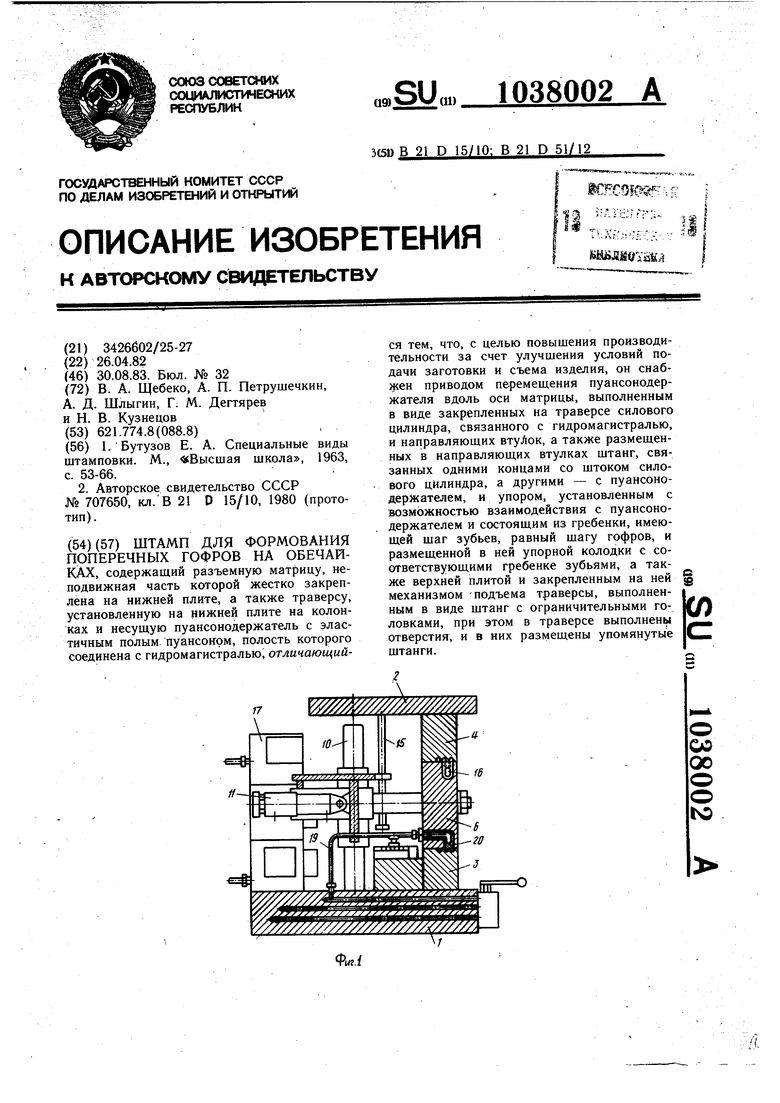
0
/г
qyus,2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бутузов Е | |||
| А | |||
| Специальные виды штамповки | |||
| М., «Высшая школа, 1963, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для последовательного формообразования гофрированных оболочек | 1975 |
|
SU707650A1 |
