00 00
со со
1чЭ 01
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых изделий со сквозным центральным отверстием, т. е. фасонных втулок с фланцем, колец переменной толщины, чаш с отверстием и т. п.
Цель изобретения - расширение номенклатуры штампуемых изделий, так как известные штампы для выдавливания со сквозной прошивкой предназначены только для изготовления прямых цилиндрических втулок, а также повышение надежности штампа в работе за счет исключения горизонтально движущихся элементов и клиновых пар.
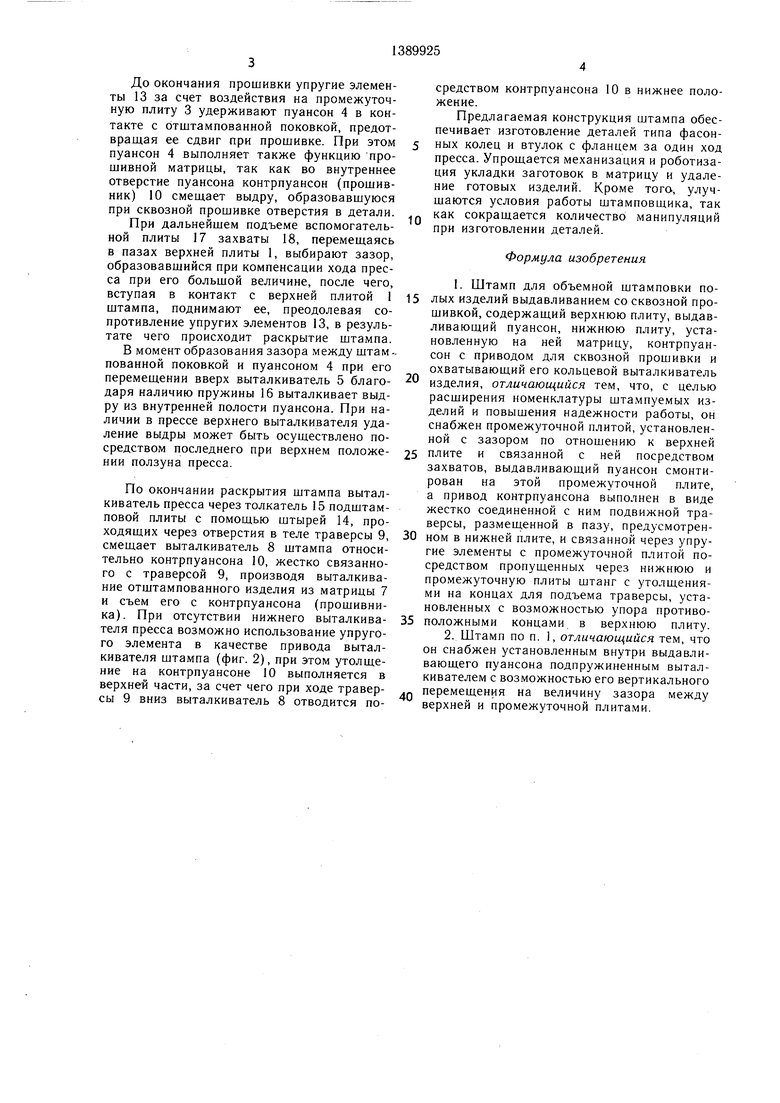
На фиг. 1 показан штамп в момент окончания выдавливания (слева) и в раскрытом положении после окончания прошивки и выталкивания изделия (справа), разрез; на фиг. 2 - матрица и выталкиватель с приводом в виде упругого элемента.
Штамп содержит верхнюю плиту 1, связанную посредством захватов в виде упорных болтов 2 с промежуточной плитой 3, на которой жестко закреплен выдавливающий пуансон 4, при этом внутри последнего размещен выталкиватель 5. На нижней плите 6 установлена матрица 7 с выталкивателем 8. В пазу нижней плиты б размещена подвижная траверса 9 с жестко закрепленным на ней прошивным контрпуансоном 10. В траверсе 9 и нижней плите 6 выполнены соосные отверстия, через которые проходят штанги 11 с утолщениями (головками) на концах, соединяющие траверсу 9 с промежуточной плитой 3 через упорные пластины 12 и упругие элементы 13 (например, в виде пружин). В отверстиях траверсы 9 размещены штыри 14 привода выталкивателя 8, которые связывают его с толкателем 15 подштампоБОЙ плиты пресса. В верхней плите 1 установлена пружина 16 привода выталкивателя 5. Упорные пластины 12 могут иметь другую конфигурацию с целью установки дополнительных упругих элементов с боковых сторон штампа.
Для компенсации хода пресса при его большой величине верхняя плита 1 штампа может быть связана с ползуном пресса через вспомогательную плиту 17 посредством захватов 18.
Штамп работает следующим образом.
В исходном положении верхняя плита 1 поднята, соответственно, в верхнем положении находятся промежуточная плита 3 и траверса 9. Упругие элементы 13 сжаты. При ходе ползуна пресса вниз вспомогательная плита 17 на определенном расстоянии от верхней мертвой точки взаимодействует с верхней плитой 1 штампа, перемещая ее также вниз. Благодаря наличию упругих элементов 13 одновременно вместе с верхней плитой 1 перемещается вниз промежуточная плита 3, которая до начала опускания удерживалась в верхнем положении
упорными болтами 2, закрепленными на верхней плите 1. В момент контакта пуансона с заготовкой верхняя плита 1, взаимодействуя с торцами штанг 11, пере- мещает их вниз, преодолевая сопротивление упругих элементов 13, при этом одновременно со штангами 11 начинает перемещаться вниз траверса 9 с контрпуансоном 10 и выталкивателем 8. При дальнейшем опускании контрпуансона и выталкива0 теля заготовка вступает в контакт с ручьем штампа, оказывая сопротивление перемещению выдавливающего пуансона, за счет чего происходит его остановка до того момента, пока верхняя плита 1, перемещаясь, не вы берет зазор между ней и промежуточной плитой 3, величина которого зависит от длины упорных болтов 2 и определяется по формуле
0
5
,
где Z - величина зазора между верхней и
промежуточной плитами; S - толщина прошиваемого полотна
штампованной поковки; К - величина свободного хода головки штанги 11 в отверстии траверсы 9, необходимого для компенсации погрешности настройки штампа. После этого, -контактируя одновременно с промежуточной плитой 3, на которой Q жестко закреплен выдавливающий пуансон 4, и с расположенным внутри него выталкивателем 5, верхняя плита передает им усилие пресса, за счет которого осуществляется деформация заготовки в штампе и выдавливание полости изделия. 5 При обратном ходе пресса вспомогательная плита 17 штампа, жестко закрепленная на ползуне пресса, начинает подниматься вверх, освобождая верхнюю плиту от усилия штамповки. При ходе верхней плиты 1 вверх штанги 11 за счет усилия упругих 0 элементов 13 начинают также перемешаться вверх, выбирая зазор К, образуемый свободным ходом головок штанг 11 в отверстиях траверсы 9 и необходимый для компенсации отклонений при настройке щтампа. г После упора головок штанг 11 в траверсу 9 начинается ее подъем вместе с установленным на ней контрпуансоном (прощив- ником) 10, который, перемещаясь вверх под усилием упругих элементов 13, преодолевает сопротивление относительно слабой пружи- 0 ны 16 выталкивателя 5 и производит сквозную прошивку отверстия в отштампованной поковке, смещая выталкиватель 5 вверх в пределах образовавщегося зазора между верхней 1 и промежуточной 3 плитами. При этом усилие упругого элемента 13 должно 5 соответствовать необходимому усилию для выполнения этой операции (практически для небольших изделий, штампуемых с нагревом, оно может составлять 4-5 т).
До окончания прошивки упругие элементы 13 за счет воздействия на промежуточную плиту 3 удерживают пуансон 4 в контакте с отштампованной поковкой, предотвращая ее сдвиг при прошивке. При этом пуансон 4 выполняет также функцию прошивной матрицы, так как во внутреннее отверстие пуансона контрпуансон (прошив- ник) 10 смещает выдру, образовавшуюся при сквозной прошивке отверстия в детали.
При дальнейшем подъеме вспомогательной плиты 17 захваты 18, перемещаясь в пазах верхней плиты 1, выбирают зазор, образовавшийся при компенсации хода пресса при его большой величине, после чего, вступая в контакт с верхней плитой 1 штампа, поднимают ее, преодолевая сопротивление упругих элементов 13, в результате чего происходит раскрытие штампа.
В момент образования зазора между штам -. пованной поковкой и пуансоном 4 при его перемещении вверх выталкиватель 5 благодаря наличию пружины 16 выталкивает выдру из внутренней полости пуансона. При наличии в прессе верхнего выталкивателя удаление выдры может быть осуществлено посредством последнего при верхнем положении ползуна пресса.
По окончании раскрытия штампа выталкиватель пресса через толкатель 15 подштам- повой плиты с помощью штырей 14, про- ходяших через отверстия в теле траверсы 9, смешает выталкиватель 8 штампа относительно контрпуансона 10, жестко связанного с траверсой 9, производя выталкивание отштампованного изделия из матриды 7 и съем его с контрпуансона (прошивни- ка). При отсутствии нижнего выталкивателя пресса возможно использование упругого элемента в качестве привода выталкивателя штампа (фиг. 2), при этом утолщение на контрпуансоне 10 выполняется в верхней части, за счет чего при ходе траверсы 9 вниз выталкиватель 8 отводится посредством контрпуансона 10 в нижнее положение.
Предлагаемая конструкция штампа обеспечивает изготовление деталей типа фасонных колец и втулок с фланцем за один ход пресса. Упрощается механизация и роботизация укладки заготовок в матрицу и удаление готовых изделий. Кроме того, улучшаются условия работы штамповщика, так
как сокращается количество манипуляций при изготовлении деталей.
Формула изобретения
1. Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой, содержаший верхнюю плиту, выдавливающий пуансон, нижнюю плиту, установленную на ней матрицу, контрпуансон с приводом для сквозной прошивки и охватывающий его кольцевой выталкиватель
изделия, отличаюш,ийся тем, что, с целью расширения номенклатуры штампуемых изделий и повышения надежности работы, он снабжен промежуточной плитой, установленной с зазором по отношению к верхней
плите и связанной с ней посредством захватов, выдавливающий пуансон смонтирован на этой промежуточной плите, а привод контрпуансона выполнен в виде жестко соединенной с ним подвижной траверсы, размеш,енной в пазу, предусмотренном в нижней плите, и связанной через упругие элементы с промежуточной плитой посредством пропушенных через нижнюю и промежуточную плиты штанг с утолщениями на концах для подъема траверсы, установленных с возможностью упора противоположными концами в верхнюю плиту. 2. Штамп по п. 1, отличающийся тем, что он снабжен установленным внутри выдавливающего пуансона подпружиненным выталкивателем с возможностью его вертикального
перемещения на величину зазора между верхней и промежуточной плитами.
/ 18.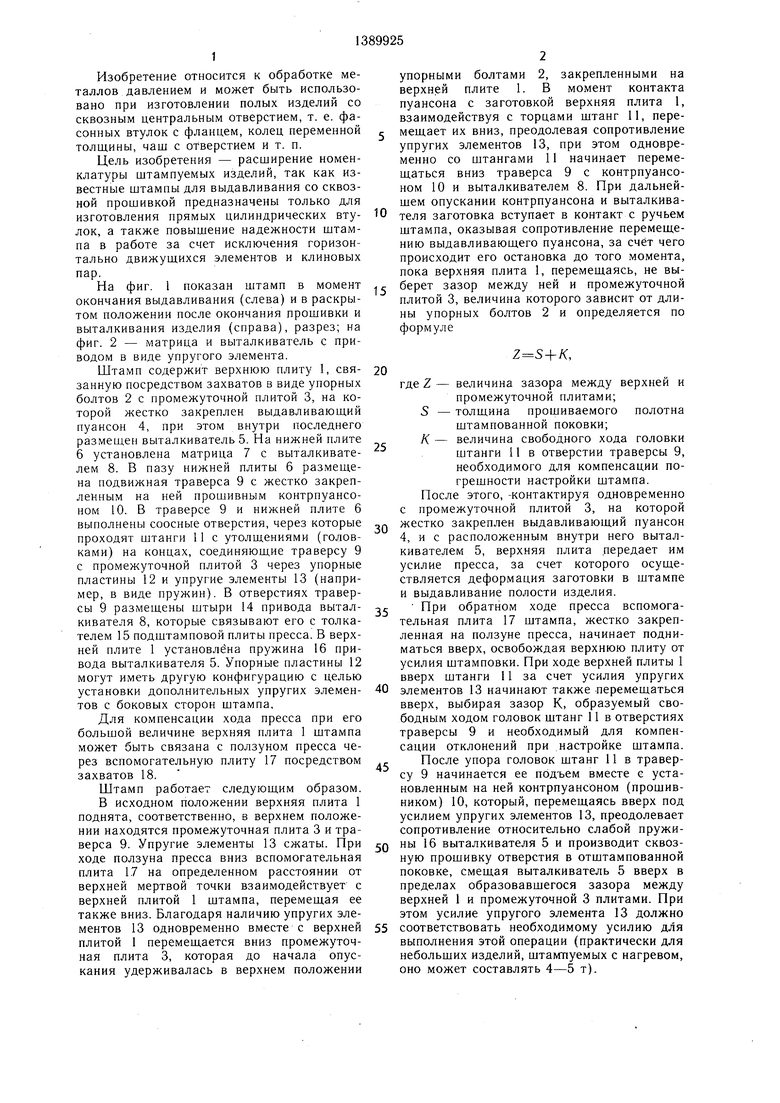
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезки облоя и прошивки перемычки штампованных поковок | 1981 |
|
SU1026914A1 |
| Комбинированный штамп | 1985 |
|
SU1286337A1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| Штамп для выдавливания деталей | 1982 |
|
SU1103929A1 |
| Совмещенный штамп | 1988 |
|
SU1581463A1 |
| Комбинированный штамп | 1981 |
|
SU963677A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| Совмещенный штамп | 1986 |
|
SU1423245A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
Изобретение относится к обработке металлов давлением и может использоваться при изготовлении полых изделий со сквозным центральным отверстием, т. е. фасонных втулок с фланцем, колец переменной толщины и т. п. Цель изобретения - расширение номенклатуры штампуемых изделий и повышение надежности работы. Штамп содержит верхнюю плиту и связанную с ней промежуточную плиту, на которой жестко закреплен выдавливаюш.ий пуансон с выталкивателем. При контакте пуансона с заготовкой верхняя плита воздействует на торцы штанг и, преодолевая сопротивление упру- ги-х элементов, перемеш,ает вниз траверсу с контрпуансоном и кольцевым выталкивателем. Эта траверса установлена в пазу нижней плиты, на которой смонтирована матрица. Штанги связывают промежуточную плиту и траверсу. При обратном ходе верхней плиты (по окончании выдавливания полости изделия) штанги под действием усилия упругих элементов также перемеш,аются вверх и тянут за собой траверсу с контрпуансоном. Последний прошивает штампованную поковку насквозь с образованием выдры. Пуансон выполняет при это1М роль прошивной матрицы. Выдру извлекают посредством подпружиненного верхнего выталкивателя, а штампованное изделие - посредством выталкивателя. Конструкция штампа обеспечивает, таким образом, выдавливание и сквозную прошивку за один рабочий ход. 1 з.п.ф-лы, 2 ил. (О (Л
Фа2.г
| Устройство для выдавливания полых изделий | 1975 |
|
SU537744A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Штамп для изготовления изделий типа втулок | 1981 |
|
SU1031621A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
