00 00
4
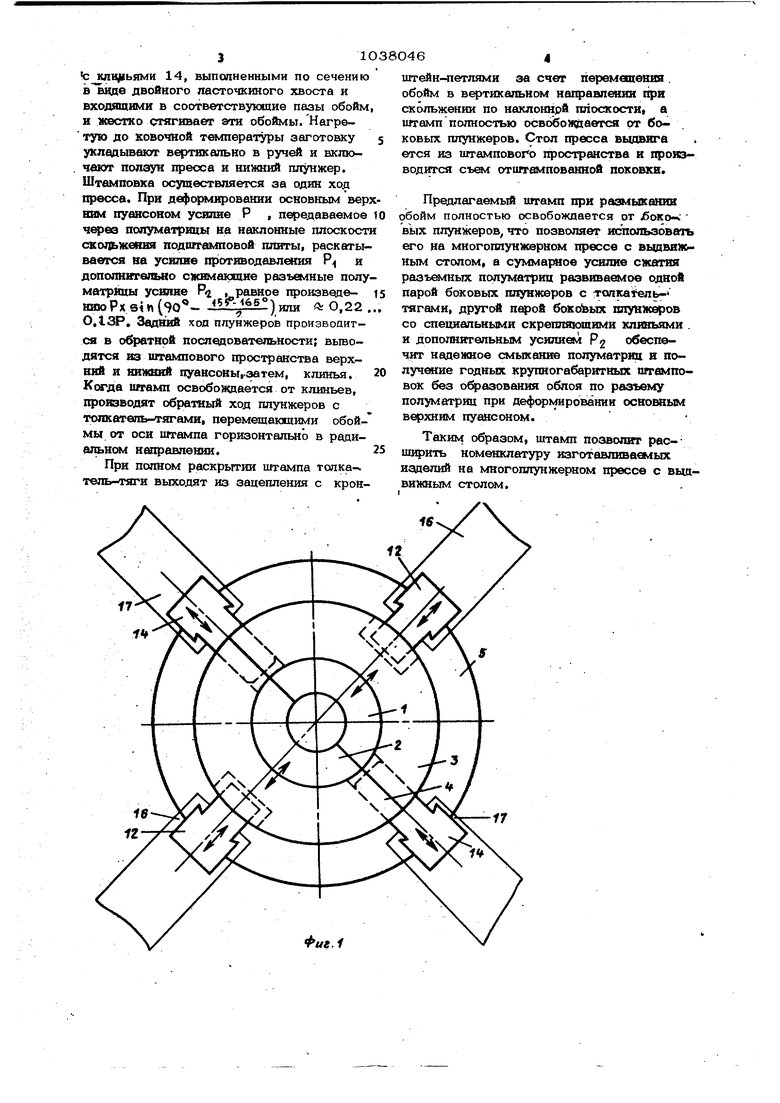
Oi Изобретение относится к обработке металлов дввпешгш4 я может быть непользовано в штвмпах с вертикальной плосасостью разъема для беаоблойной иггам повки на многоплуйжерньпс прессах. Известен штамп для безобпойной штдал повки, содержащий две скрепленные межя собой разъе гаые в вертикальйой плоскост полуматрицы, размещенные в обоймах| установленных с возможностью радиального перемещения опорными поверхностями по рабочим поверхностям подиггамповой плиты и боковые пуансоны, ycTaHOBneHJ ные вдоль и поперек плоскости раагема ,полуматриц Ij. Однако в силу того, что полуматрицы известных штампов крепятся на боковьк плунжерах пресса жестко, они могут быть использованы только на прессах без выдвижного стола для штамповки определенной номенклатуры сравнительно мелких деталей, так как при жестком крушении полуматриц на боковых плунжерах невозможно вьщвинуть стол пресса с полуматрицами для съ&ла крупногабаритных деталей. Кроме того, усилие зажима полуматриц, развиваемое боковыми плунжерами, в 3 4 раза меньше усилия, развиваемого верх ним пуансоном, что может привести к выдавливанию металла в разъем и к получению непригодных штамповок. Цель изо етения - повышение технологических возможностей безобпойной шта повки. Поставленная цель достигается тем, что штамп для безоблойной штамповки, содержащий две скрепленные между собой разъемные в в тикальной плоскости полу матрицы,размешенные в обоймах,установленных с возможностью радиального пере- мевдевия опорными поверхностями по рабочим поверхностям подштамповой плиты, и боковые пуансоны, снабжен дополнительным УЗЛОМ скрепления обойм полумат риц, вьтолненным в виде клина с сечекием в ваде двойного ласточкина хвоста, размещенного в гнездах, обращенных одно к другому и расположенных соответствето на боковых пуансонах и на обоймах полу1г1атркц по их плоскости разъема, и узлом соединения боковых поперечных пуансонов с обоймами полуматриц, вьтолненным в ввде Г -образных захватов, установленных на боковых пуансона исоответствующих им кронштейнов-петель, размещенных в обоймах, при этом рабочая поверхность подштамповой плиты и контактирующая с не1Й опорная поверхность обойм выполнена в ваде двух пересекаюпихся под углом 155-165° плоскостей с линией пересечения, проходящей в плоскости разъема полуматриц. На фиг. I Щ5иведен штамп в сокЬснутом состоянии, общий вца (верхний пуансон условно не показан); на фиг. 2 рабочее сечение клиньев; на фиг. 3 - сечение по оси штампа и плоскости разъема; на фиг. 4 - сечение по оси направляющих колонок; на фиг. 5 сечение по оси штампа и плоскости, перпенпикулггрной плоскости разъема. Штамп содержит две полуматрицы I и 2 и две обоймы 3 и 4, установленные с возможностью рапиального перемещения на подштамповой плите 5, рабочая поверхность которой вьшолнена в ввде двух пересекающихся по оси штампа под углом 155-165 плоскостей скольжения; верхний деформирукжций пуансон 6, закрепленный наквдной гайкой 7 к пуансонодержателю 8; нижний деформирующий пуансон 9; центрирующее кольцо Ю, направлякяцие колонки И; толкатель - тяги 12, взаимодействующие с кронштейн-петлями 13, закрепленными на обоймах; два специальных клина 14, рабочее сечение которых вьшолнено по форме двойного ласточкиного хвоста с меньшим основанием. Монтаж штампа осуществляется следующим образом. Штамп устанавливают на выдвинутом столе 15 пресса, толкатель тяги закрепляют на боковых плунжерах 16, производящих разъем и смыкание обойм 3 и 4, специальные клинья закрепляют на боковых плунжерах 17, производящих дополнительное скрепление обойм. НиМсий пуансон устанавливается на толкатель 18 пресса верхний пуансон закрепляют к ползуну 19 пресса. В исходном положении обоймы должны быть разомкнуты. I Штамп работает следующим образом. Стол пресса задвигается в межшгамповое пространство, включается одна пара боковых плунжеров 16с толкатель-тягами 12, которые, толкая обоймы 3 и 4 к оси штампа горизонтально в радиальном направлении, своими захватами входят в зацепление с кронштейн-петлями 13 за счет пepвv eщeния обоймы в вертикальном направлении при скольжении по наклонной плоскости. Направлякшие колонки 11 фиксируют матрицы в рабочем положении. После полного смыкания обойм включается другая пара боковых плунжеров 17 Ч: клиньями 14, выполненными по сечению двойного пасточкиного хвоста и входящими в соответствуюшие пазы обойм и жестко стягивает эти обоймы. Нагрв тую до ковочной тетлпературы заготовку укладывают вертикально в ручей и включают ползун пресса и нижний плунжер. Штамповка осуществляется за один ход пресса. При дефо{ ировании основным вер ним пуансоном усилие Р , передаваемое через полуматрицы на наклонные плоскост скофнсевия подштамповой плиты, раскатывается на усилие противодавления Р и дополнительно сжимающие разъемные полу матрицы усилие Р , равное произведеншоРхбгп(90 . 0,22 ОДЗР, Задний ход плунжеров производится в о атвой последовательности; вьгаодятся из штампового пространства верхний и нижний пуансоныгзатем, клинья. Когда ютамп освобождается от клиньев, производят обратный ход плунжеров с толкатель-тягами, перемещающими обоймы от оси штампа горизонтально в радиальном ншравлении. При полном раскрытии штампа топкатепь- гяги выходят из зацепления с кронштейн-петлями за счет перемещения. обойм в вертикальном нагфавлении при скольжении по наклоннрй плоскостИ| а штамп полностью осво боэддается от боковых плунжеров. Стол пресса вьщвига ется из штамповоГо пространства и производится с-ь&л отштампованной поковки. Предлагаемый иггамп при размыкании обойм полностью освобождается от вых плунжеров, что позволяет использовать его на многоплунжерном прессе с выльот/ьным столом, а суммарное усилие сжатия полуматриц развиваемое одной парой боковых плунжеров с топка ельтягами, другой боковых плунжеров со специальными скрепляющими клиньями . и дополнтельным усилием Р обеспечит надежное смыкание полуматриц я получение годных крупногабаритных оггамповок без офазования облоя по разъему полуматриц при дефор 1ировании основным пуансоном. Таким образом, штамп позволит расширить номенклатуру изготавливаемых изделий на многоплунжерном прессе с вьщвижным столсм.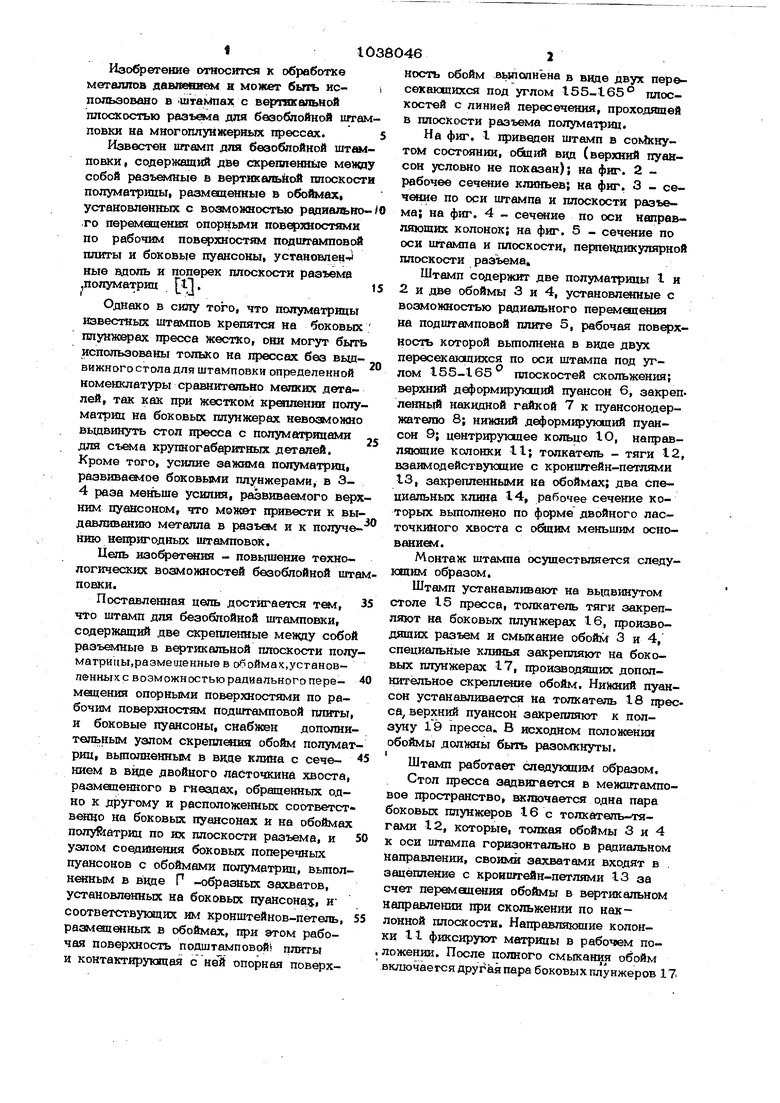
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безоблойной штамповки изделий с боковыми отростками | 1988 |
|
SU1590189A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Узел крепления штампа к плите | 1980 |
|
SU919786A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| Пресс-форма для жидкой штамповки | 1983 |
|
SU1142218A1 |
| ШТАМП ДЛЯ ВЫРЕЗКИ И ФОРМОВКИ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 1992 |
|
RU2038888C1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |

ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ, содержащий две скрепленные между собой разъемные в вертикальной плоскости полуматриць|, размещенные в обоймах , установленных с возможностью радиального перемещения опорными поверхностями по рабочим поверхностям подштамповой гшиты, и боковые пушсоны, отличающийся тем, что, с цепью расиофенян технологических возможностей, ой снабжен дополнительным узлом скрепления обойм полуматриц,. вьтолненным в виде клина с сечением в ввде ДВОЙНОГО ласточкина хвоста, размвценвого в гнеащах, обращенных одно к другому и расположенных соответственно на боковых пуансонах и на обоймах попуматрмц по их плоскости разъема , а также узлом соединения боковых пуансонов с обоймами полуматриц, выполненным в виде образных захватов, установлеш1ых на боковых пуансонах, и соответствующих им кронштейнов-петель, расклешенных в обоймах, при этом рабочая поверхность подштамповой плиты и контактярукхдая с ней ; опорная поверхность обойм вьшолнены в щде двух пересекающихся под углом 15 5-165 плоскостей с линией пересече(Л ния, проходящей в плоскости разъема полуматриц.
Фиг,3
| I | |||
| Запрягайло Б | |||
| И | |||
| Беэобпойная штамповка на многоплунчсерньпс прессах .Куэнечно-штамповочное производство ., 1977, М 8, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
