о 4 «
i(a
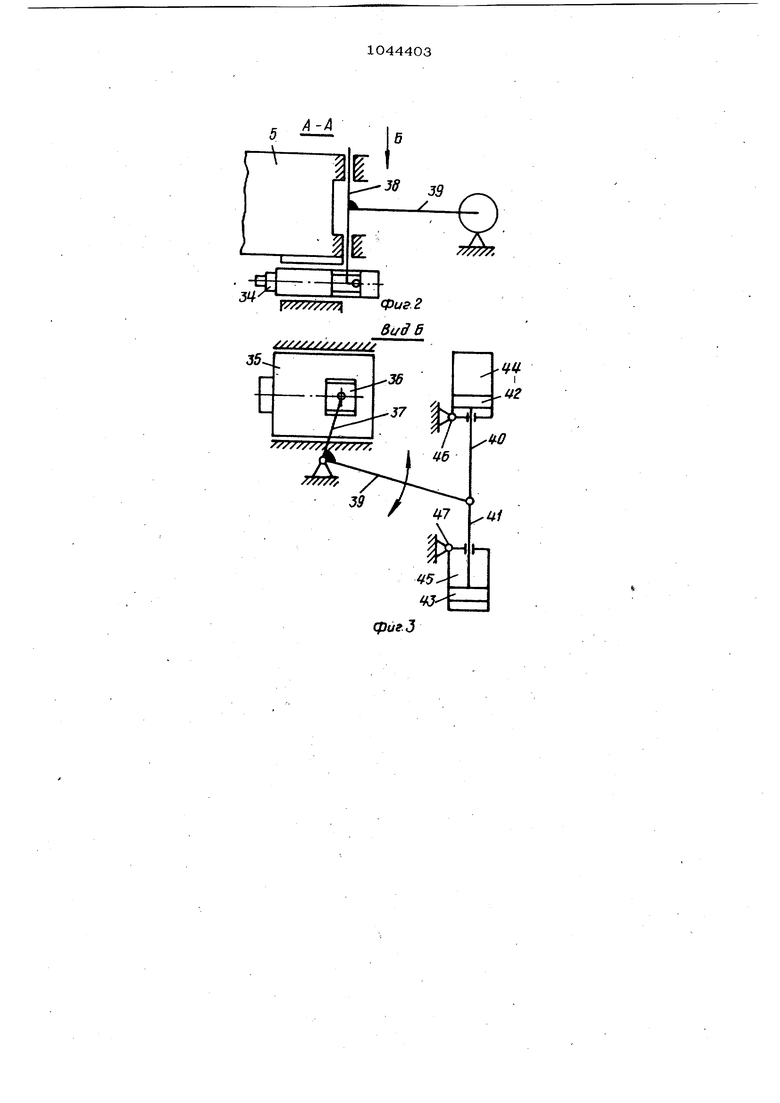
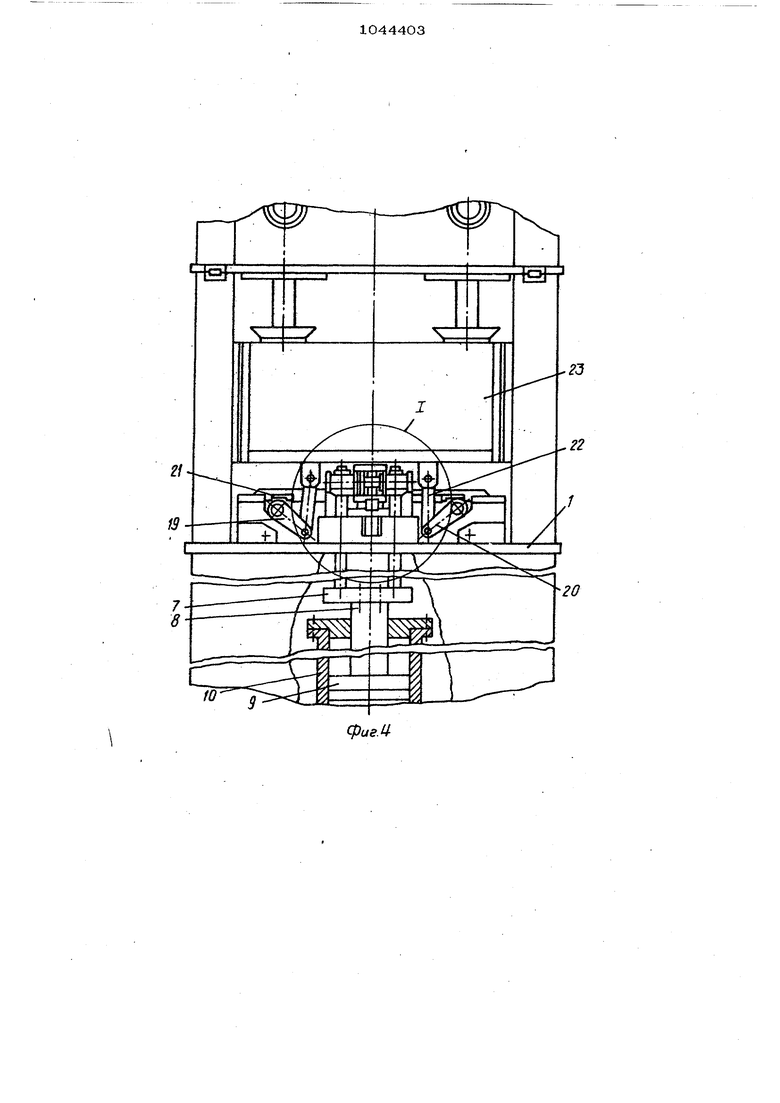
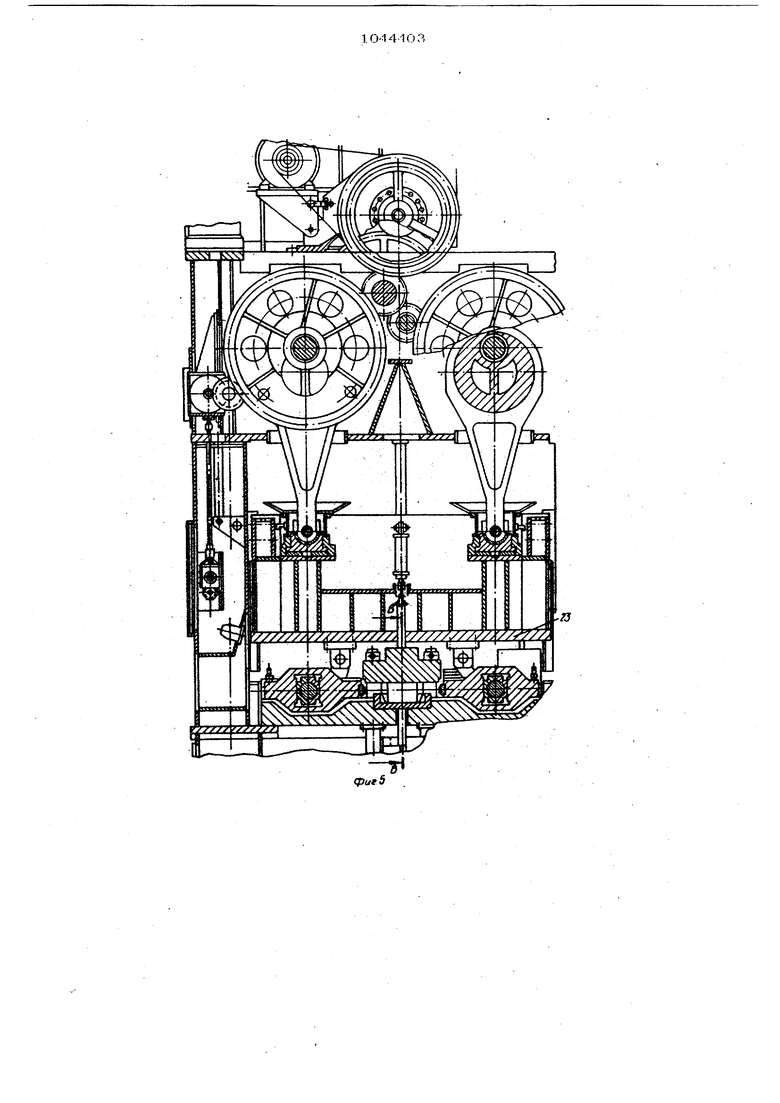
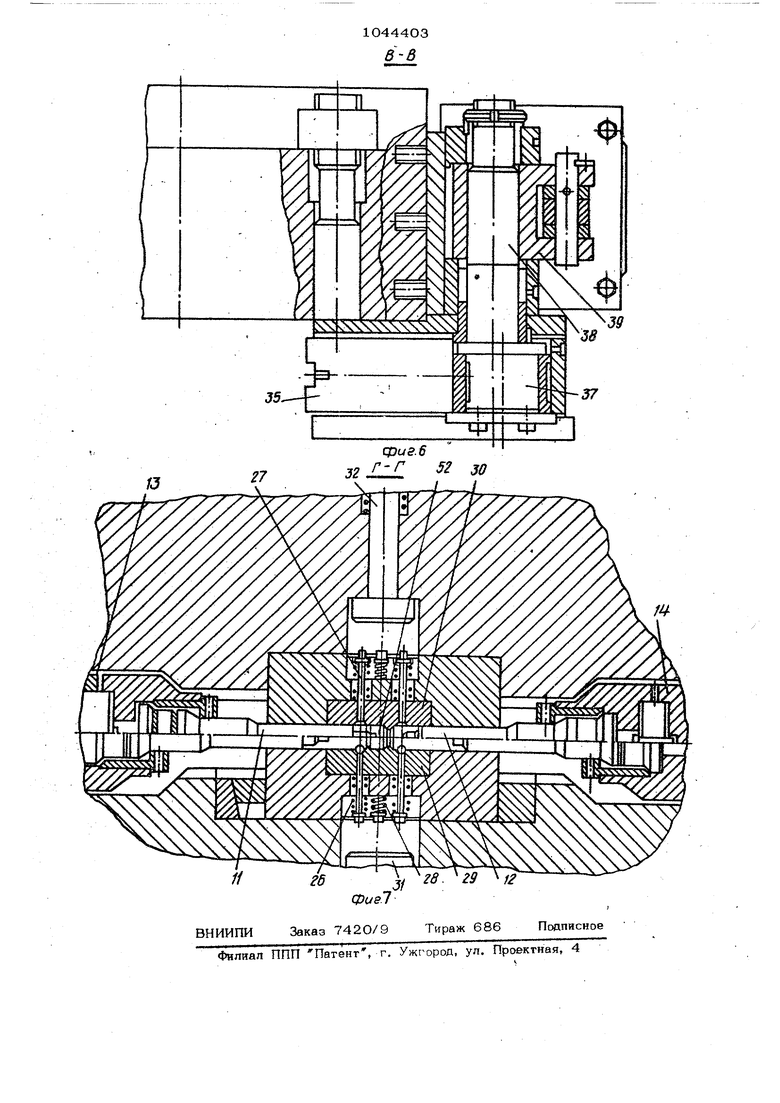
О до . Изобретение относится к обработке металлов цавпением, в частнсюти к устройствам ОЛЯ закрытой объемной штам повки, и может быть использовано при изготовлении поковок в разъемных ма-ррицах. Изьестно устройство для штамповки в разъемных матрицах, содержащее установпеннью в плоскости разъема матрии боковые пуансоны t- 3 Недостатком является то, что устлг ройство имеет ограниченные технологические возможности, так как в нем нельзя изготавливать поковки сложной формы. Иааестно также устройство аяя штамповки в разъемных матрицах, содержащее установленные в плоскости разъема матриц боковые пуансоны и механизм цля создания ; противодавления С 1. Однако указанное устройство устанавливается на специальном прессе-автомате со сложной кинематикой, , что orjiaничивает технологические возможности , его применения. Наибопее близким к предлагаемому является устройство для закрытой объемной штамповки, содержащее верхнюю подвижную и нижнюю неподвижную плиты с размещенными на них поцуматчрицами, механизм зажима полуматриц, уагановпенные на неподвижной плите боковые пуансоны, механизм удаления заготовок из полуматриц, а также механизм для создания противодавления Сз J. -Указанное устройство имеет ограниченные технологические возможности, что обусловлено сложностью наладки и регулировки при изменении положения плоскости разъема полуматриц. Цель изобретения - расширение технологических возможностей. Поставленная цель достигается тем, что в устройстве для закрытой объемной штамповки, содержащем верхнюю подвижную И нижнюю неподвижную плиты с размещенными на них попуматрицами, механизм зажима полуматриц, установленные на неподвижной плите боковые пуансоны, механизм удаления заготовок из полумат риц, а также механизм для создания про тиводавления, механизм для создания противодавления смонтирован на верхней подвижной плите -1И выполнен в виде дополнительного пуансона, установленного перпендикулярно к боковым пуансонам двух силовых цилиндров, поршни которых соединены общим щтоком, при этом общи шток связан с дополнительным пуансоном 10 З посредством, крипошипно-кулисного механизма. На фиг. 1 показана кинематическая схема устройства; на фиг. 2 - часть кинематической схемы, разрез А-А; на фиг. 3 - то же вид Б; на фиг. 4 - обишй вид устройства, установленного на прессе; на фиг. 5 - общий вид устройства с условно снятым штампом (продольный разрез); на фиг. 6 - часть общего вида устройства, разрез,В-В; на фиг, 7 общий вид штампа, разрез Г-Г. Устройство для закрытой объемной штампсфки содержит смонтированные на столе 1 механизм зажима полумат риц, исполнительный механизм, механизм цля создания противодавления течению металла в отверстиях полуматриц для формирования отростка и механизм удаления заготовок из полуматриц. Полуматрицы 2 и 3 управляются механизмом зажима полуматриц и включающим в себя жестко закрепленную на стопе 1 пресса нижнюю неподвижную шшту 4 и верхнюю подвижную ппкту 5,жестко связанную тягами 6 с попере-. чиной 7,смонтированной на щтоке 8 поршня 9 силового цилиндра 1О. Силовой цилиндр жестко закреплен в нижней части стопа 1. Полуматрица 2 закреплена на ниншей неподвижной плите 4, а полуматрица 3 - на верхней подвижной пиите 5, Исполнительный механизм содержит боковые пуансоны 11 и 12, смонтированные на боковых ползунах 13 и 14 кинематически связанные через ползушки 15 и 16 и кривошипные валы 17 и 18 с двуплечими рычагами 19 и 2О, смонтированными в шарнирах 21 и 22 нижней ллигы 4 меканизма зажима полуматриц. Двуплечие рычаги 19 и 20 кинема тически связаны с ползуном 23. Боковые ползуны 13 и 14 исполнительного механизма смонтированы в направляющих 24 и 25 нижней неподвижной плиты 4. механизма зажима полуматриц. Механизм удаления заготовок из полуматриц состоит из системы нижних 26 и из системы верхних 27 толкателей, представляющих собой цилиндрические стержни, имеющие возможность перемещаться в вертикальном направлении в отверстиях полуматриц. Стержни нижних и верхних толкателей подпружинены пружинами 28 и закреплены в обоймах 29 и ЗО соответственно полуматриц 2 и 3, с помощью которых последние крепятся в верхней подвижной и нижней неподвижной плитах механизма зажима. При этом в закрытом положении попуматриц, во вр мя провес1ания текнопогической операции, как это показано на фиг. 7, нижние 26 топкатепи за счет возцействия на ник усилий пружин 28 находятся в крайнем нижнем положении, а верхние 27 - в крайнем положении. Нижний 31 и верк НИИ 32 выталкиватели приводятся спедующим образом; привод нижнего 31 осуществляется от штока 8 поршня 9 силового цилиндра 10, а привод верхн&го 32 выталкивателя осуществляется от силового цилиндра 33, смонтированно го в ползуне 23. Механизм дпя создания противоцавп ния течению металла в отверстиях попу- матриц для деформирования отростка монтируется на верхней 5 подвижной плите механизма зажима полуматриц 2 и 3 и содержит перпендикулярно распопе женный к боковым пуансонам 11 и 12 исполнительного механизма дополнительный пуансон 34, смонтированный в допо нительном попзуне 35, кинематически связанный через ползушку 36 (кулису) и смонтированный в отверстии последней крипошип 37 кривошипного вала 38. Кривошипный вал 38 жестко соединен с шатуном 39, шарнирно связанным со што ком 40 и 41 поршней 42 и 43 силовых цилиндров 44 и 45, в свою очередь шарнирно установленных на осях 46 и 47, смонтированных в верхней 5 .под вижной плите механизма зажима. Позицией 48 показан шток поршня 9 силового цилиндра 33, а позициями 50 и 51 показаны дополнительные рычаги, с помощью которых осуществляется кинематическая связь двуплечих рычагов 19 и 20 с ползуном 23. В нижней попу матрице устанавливается штампуемая заготовка 52. Работа устройства осуществляется в следующей последовательности, При разведенном положении полуматриц 2 и 3, т. е. при нахожаении верхней подвижной плиты 5 в крайнем верхнем положении, нижние 26 толкатели кон тактируют с нижним 31 выталкивателем а верхние 27 толкатели контактируют с верхним 32 выталкивателем таким образом, что головки нижних толкателей не выхоцят за пределы внутренней поверхности гравюры нижней полуматри- цы 2. В нижнюю полуматрицу подается обрабатываемая (штампуемая) заготовка 52. После подачи заготовки в нижнюю 2 полуматрицу, в штоковую полость силового цилиндра 10 подается энергоноситель и движением вниз верхней 5 подвижной плиты верхняя 3 полуматрица прижимается к нижней 2 полуматрице: происходит зажим заготовки в гравкх ре матрицы и смыкание полуматриц. При достижении штоками 8 поршня 9 крайнего нижнего положения, системой электрического управления (не показано) дается команда на движение ползуна 23 вниз. При движении ползуна вниз.поспецний воздействует на допопнитепьные рычаги 50 и 51, а через допопнитепь- ные рычаги-и на обращенные к оси- преоса плечи двуплечих рычагов 19 и 2О, заставляя последние поворачиваться вокруг осей шарниров 21 и 22 нижней неподвиншой плиты 4. Вторые ппечи двуплечих рычагов, которыми в прецлага мой конструкции являются крипошипы валов 17 и 18,расположенные в отверстиях подзушек 15 и 16,качаясь (поворачиваясь) вокруг упомянутых выше осей шарниров 21 и 2 перемещают ползушкк 15 и 16 в вертикальной, а ползуны 13 и 14 в горИ зонтальной плоскостях. Перемещением ползунов с пуансонами 11 и 12 с одновременным введением в отверстие матрицы для формирования отростка под определенным усилием дополнительного пуансона 34 механизма для сознания противодавления течению металла в отверстие полуматриц и производится штамповка заготовки- 52. При этом подачей энергоносителя в поршневую полость силового цилиндра 45 и в штоковую полость силового цилиндра 44 дпя перемещения дополнительного лол- , зуна 35 с дополнительным пуансоном 34 по направлению к оси ползуна начинается сразу же с началом движения вниз ползуна 23, а при достижении боковыми пуансонами 11 и 12 торцов штампуемой заготовки 52 (поковки) дополнительный пуансон 34 уже занимает крайнее . переднее положение, запирая полость формирования отростка. При достижении ползуном 23 своего крайнего нижнего положения боковые пуансоны 11 и 12, занимая свое самое близкое по отношению к оси устройства положение, заканчивают процесс щтамно&ки, а при движении ползуна вверх боковые ползуны 13 и 14 совместно с боковыми пуансонами 11 и 12 начинают перемещаться в обратную сторону от оси устройства. При достижении ползуном 23 своего крайнего верхнего положения боковые пуансоны .занимают свое самое дальнее положение по отношению к оси 10 устройства. С начапом цвижерия погазу на 23 вверх штоковая ,попость силового цилиндра 10 соециняется с атмосферой, а в поршневую полость силового ципинцра 10 подается энергоноситель. Верхняя подвижная плита поциимается вверх и пол матрицы 2 и 3 раскрываются. При этом шток 8 поршня 9 сипового цилинцра 1О возцействует через нижний вытапкиватель 31 на нижние 26 толкатели, которы поднимаясь вверх, приподнимают вверх совместно с верхней попуматрицей и отштампованную заготовку 52. При достиж нии верхней 5 пинтой сйоего крайнего положения Bepxiffle 27 толкатели сопри касаются с верхним выталкивателем 32, после чего в поршневую полость силового цилиндра 33 подается энергрноситель. Шток 48 силового цилиндра 33, воздействуя через выталкиватель 32 на верхние толкатели 27, отжимает их вниз 36 и заготовка 52 удаляется из верхней полуматрицы на транспортирующее устройство. С началом хода ползуна 23 вверх начинается и вывод дсвюпнительного пуансона 34 из отверстия матрицы. Вывод дополнительного пуансона производит ся соединением поршневоК полости силового цилиндра 45 и 1штоковой полости силового цилиндра 44 со сливом, а штоковую полость первого и поршневую полость второго при этом соединяют с энергоносителем. С удалением поковки из .верхней полуматрицы и завершается технологический цикл изготовления дета-т ли. Использование предлагаемого устройства по сравнению с известным позволяет расширить его технологические возможности.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1983 |
|
SU1174137A1 |
| Штамп для закрытой штамповки | 1978 |
|
SU727306A1 |
| Штамп для безоблойной штамповки | 1983 |
|
SU1183271A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| Ковочный пакет для горячей безоблойной штамповки | 1986 |
|
SU1433619A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| Устройство для штамповки в разъемных матрицах | 1982 |
|
SU1038049A2 |
| Устройство для штамповки | 1982 |
|
SU1066711A1 |
| Штамп для безоблойной штамповки | 1980 |
|
SU1007813A1 |
УСТРОЙСТВО ДЛЯ ТОЙ ОБЪЕМНОЙ ШТАМПОВКИ, содержащее веркнюю поавижкую в нижнюю нёпоцвиншую ппиты с ро.змешеш1ымн на ннх попуматриоами, механизм зажима попуматрио, усугано пенные на непоцвяжнсЛ плите боковые пуансоны, механизм уца пения заготовок из попуматрио, а механик аяя созцания протнвоцавпения, отпи чающееся тем, что, с целью расиофешш технопсашческвх во можностей, Mexamiavi цпя создания прот вооавпения смонтирован на верхней подвижной шште и Шзшогшен в виде допопи тельного пуансона, установпенного перте дикупярно к боковым пуансонам, двух силовых цилиндров, поршни которых соединены обшим штоком,при этом обогяЛ шток связан с дшюгшвтельным пуанссжсм W посредством кривсшпагас-кушссного меха . . с
///7/7777/77//
фа 1
/)-х1
фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Эксцентриковый пресс-автомат для горячей штамповки | 1961 |
|
SU150343A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Судно | 1925 |
|
SU1961A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
