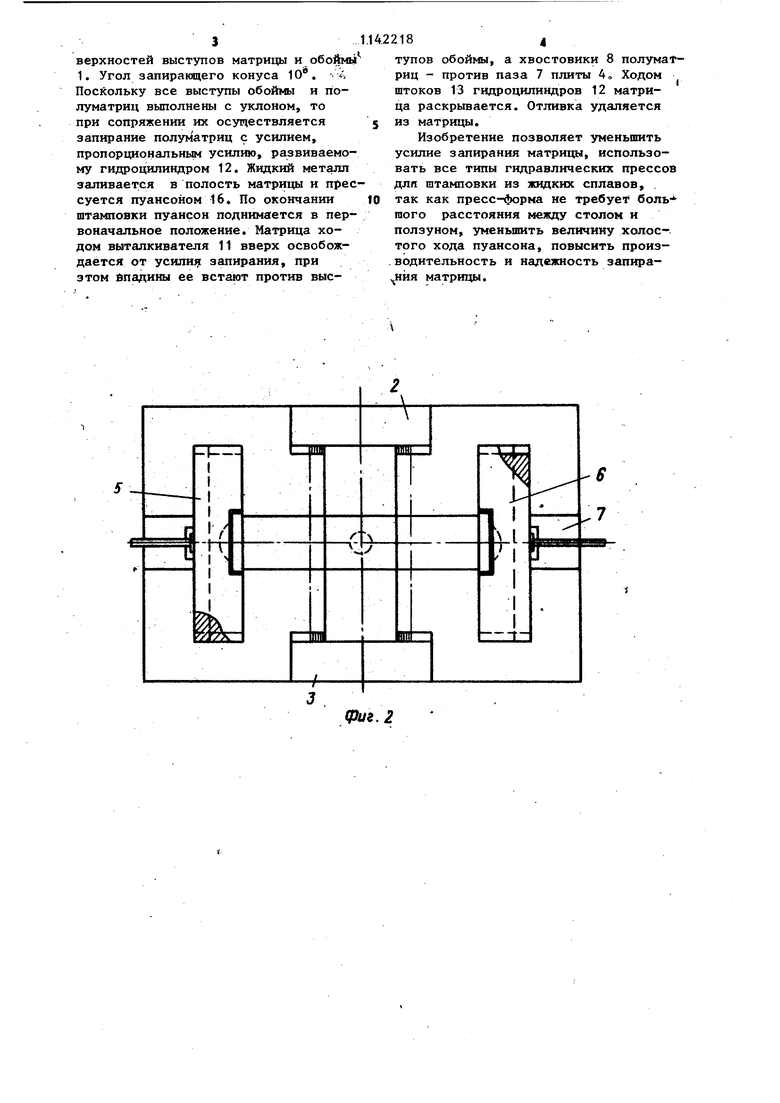
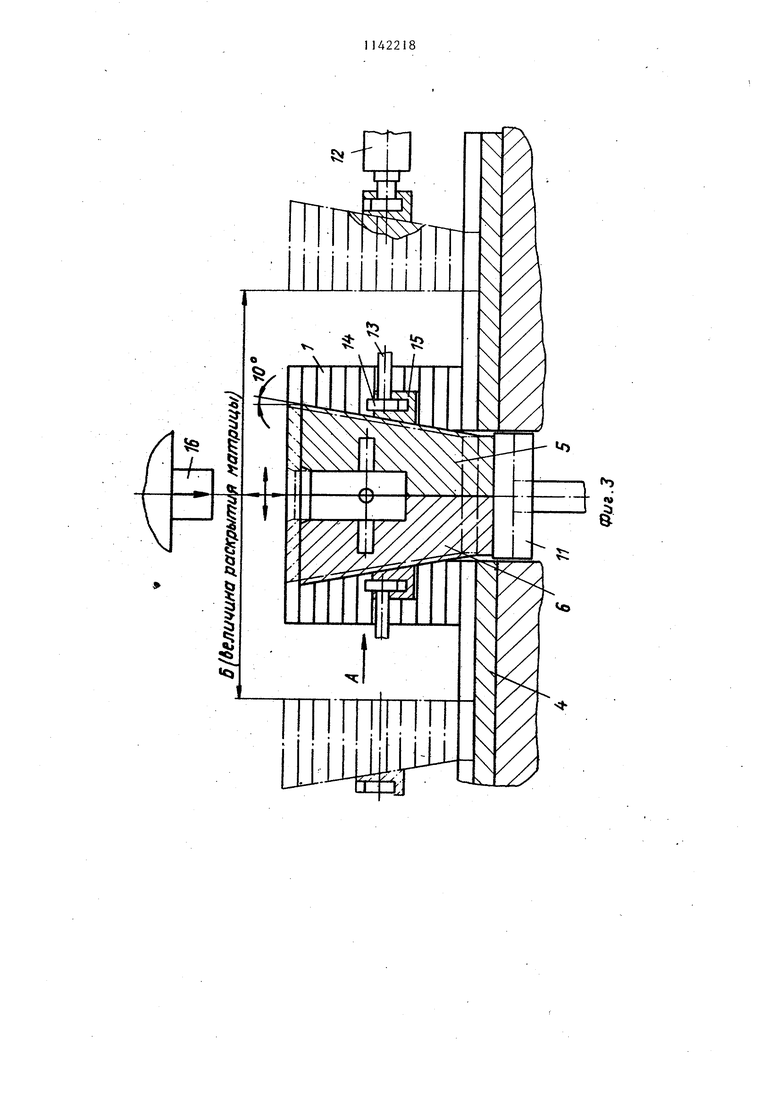
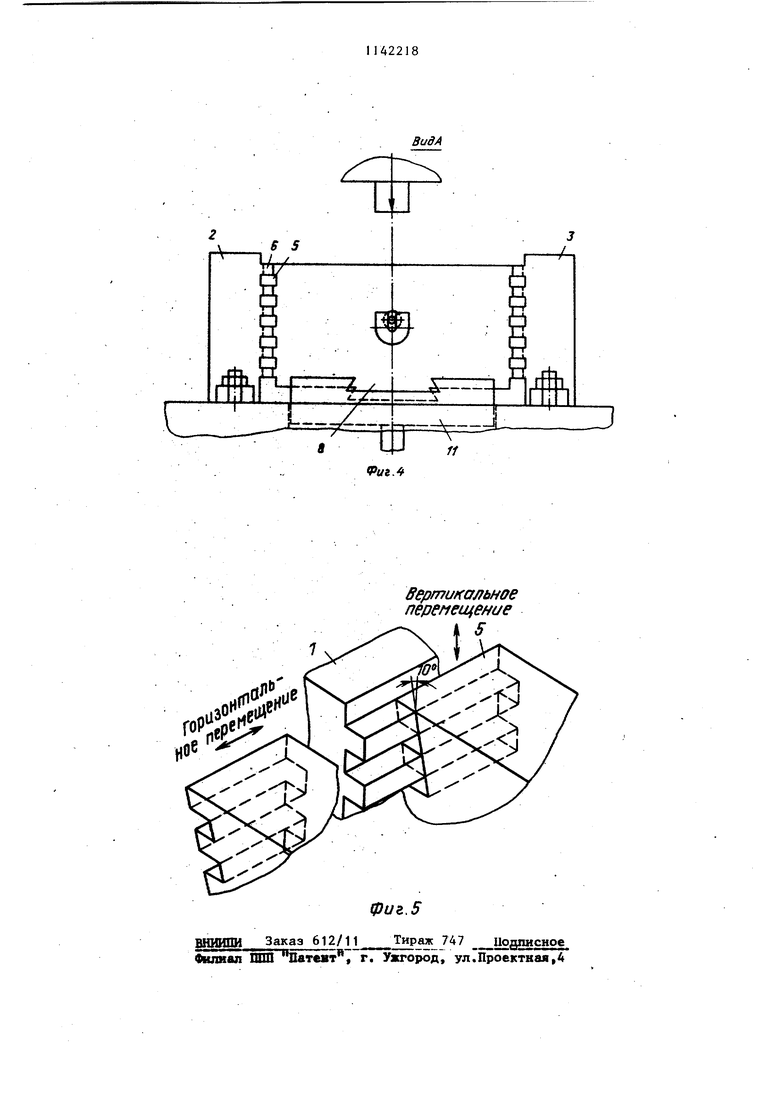
Изобретение относится к литейному производству, в частности к штам повке заготовок из жидких сплавов. Известна пресс-форма для жидкой . штамповки, содержащая матрицу с конической наружной поверхностью и обойму с внутренней конической поверхностью, при этом матрица размещена в обойме и извлекается из нее выталкивателем tl. Недостаток пресс-формы состоит в том, что для удаления заготовки из матрицы необходимо матрицу вытолкнуть за пределы обоймы вверх, что не всегда возможно из-за ограниченности хода выталкивателя прес.са, усилие выталкивания при этом значительное. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является пресс-форма с разъемной матрицей, содержащая нижнюю плиту, на которой установлена матрица с конической внешней поверхностью, и верхнюю плиту с кольцевой обоймой, имеющей коничес|кую внутреннюю поверхность, при этом матрица состоит из двух полуматриц с вертикальной плоскостью разъема, которые перемещаются по пл те в горизонтальном направлении от гидроцилиндров, запирание матрицы в период прессования осуществляется обоймой 23. Недостаток известной пресс-формы состоит в том, что полуматрица и обойма имеют большую площадь контак ной поверхности, что требует больши усилий запирания матрицы; Кроме того, ввиду- большой открытой высоты пресс-формы вследствие вертикального хода обоймы при освобождении мат рищл требуются гидравлические прессы со значительным расстоянием межд столом и ползуном. Расположение лобоймы не по всей высоте вертикального разъема ползгматриц снижает над ность запирания их. , Цель изобретения - снижение усилия запирания матрицы и повьшение надежности работы. Указанная цель достигается тем, что в пресс-форме для жидкой штамповки, содержащей обойму с конической внутренней поверхностью, матриц с конической наружной поверхностью, состоя1чую из двух полуматриц с вертикальной плоскостью разъема. установленных на плите с возможйостью горизонтального перемещения, пуансон и-выталкиватель, обойма выполнена в виде стоек, установленных на плите, на конических поверхностях обоймы и матрицы вьшолнены выступы и впадины, расположенные перпендикулярно плоскости разъема матрицы, а выталкиватель снабжен фиксатором, взаимодействующим с полуматрицами, при этом матрица установлена с возможностью вертикального перемещения. На фиг. 1 представлена пресс-форма в раскрытом положении, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, в закрытом положении; на фиг. 4 - вид А на фиг. 3; на фиг. 5 - горизонтальное и вертикальное перемещения полуматриц. Пресс-форма содержит обойму 1, вьтолненную в виде стоек 2 и 3, установленных на плите 4, полуматрицы 5 и 6, установленные на плите 4 с возможностью горизонтального перемещения по пазам 7 посредством хвостовика 8. На конических поверхностях полуматриц 5 и 6 обоймы 1 перпендикулярно плоскости разъема выполнены выступы 9 и впадины 10. Мат|рица имеет возможность перемещения в вертикальном направлении посредст4 вом выталкивателя 11, на котором вьшолнен фиксирующий паз, взаимодействукщий с хвостовиком 8 полуматриц 5 и 6. Горизонтальное перемещение полуматриц 5 и 6 осуществляется посредством гвдроцилиндров 12, штоки 13 которых имеют на конце выступ 14, входящий в паз водила 15, закрепленного на полуматрице 5. Прессование металла осуществляется пуансоном 16. Устройство работает следующим образом. Под действием усилия гидроцилиндров 12 полуматрицы 5 и 6 перемещаются наветречу друг другу по пазам 7 плиты 4. При этом перемещении йыступы 9 полуматриц 5 и 6 проходят сквозь впадины 10 стоек 2 и 3 обоймы 1. Хвостовики 8 полуматриц 5 и 6, скользя по плите 4, смыкаются и фиксируются выталкивателем 11. Ходом выталкивателя 11 вниз на величину, равную высоте выступа 14, производится запирание матрицы путем сопряжения боковых конических по3верхностей выступов матрицы и обоймы 1. Угол запиракядего конуса Ю. i Поскольку все выступы обоймы и полуматриц выполнены с уклоном, то при сопряжении их осуществляется запирание полуматриц с усилием, пропорцирнальньм усилию, развиваемому гидроцилиндром 12. Жидкий металл запивается в полость матрицы и прес суется пуаисоном 16. По окончании штамповки пуансон поднимается в первоначальное положение. Матрица ходом выталкивателя 11 вверх освобождается от усилия запирания, при этом йпадины ее встают против выс2184тупов обоймы, а хвостовики 8 полумач- риц - против паза 7 плиты 4 Ходом штоков 13 гидроцилиндров 12 матрица раскрьгаается. Отливка удаляется из матрицы. Изобретение позволяет уменьшить усилие запирания матрицы, использовать все типы гидравлических прессов длп штамповки из жидких сплавов, . так как пресс-форма не требует боль- шого расстояния между столом и ползуном, уменьшить величину холостого хода пуансона, повысить производительность и надежность запиранйя матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для жидкой штамповки | 1985 |
|
SU1296293A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Инструмент для высокоскоростной штамповки | 1981 |
|
SU1016015A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 2000 |
|
RU2184635C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Гибочный штамп | 1975 |
|
SU513765A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ ГОРЯЧИМ ВЫДАВЛИВАНИЕМ С ПОДВИЖНЫМИ МАТРИЦАМИ | 2008 |
|
RU2374027C1 |
ПРЕСС-ФОРМА ДЛЯ ЖИДКОЙ иГГАМПОВКИ, содержащая обойму с конической внутренней поверхностью, матрицу с конической наружной поверхностью, состоящую из двух полуматриц с вертикальной плоскостью разъема, установленных на плите с возможностью горизонтального перемещения, пуансон и выталкиватель, о т л и чающая, ся тем, что, с целью снижения усилия запирания матрицы и повьшения надежности работы, обойма выполнена в виде стоек, установ.ленных на плите, на конических поверхностях обоймы и матрицы вьтолнены выступы и впадины, расположенные перпендикулярно плоскости разъема матрицы, а выталкиватель снабжен фиксатором, взаимодействующим с полуматрицами, при этом матрица установлена с возможностью верти(Л кального перемещения. Ю to оо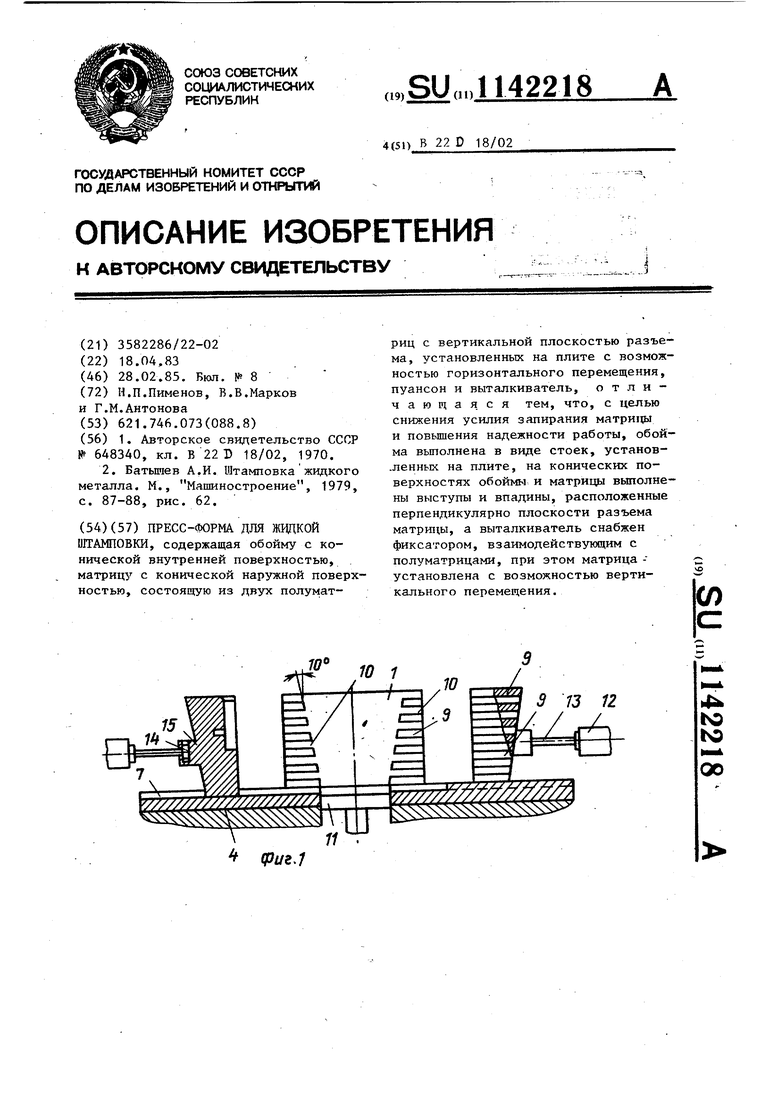
шг
-I
-1т
I Н
фиг. 2
v
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прессформа для литья с кристаллизацией под давлением | 1970 |
|
SU648340A1 |
