связаны с кронштейнами, заставляют последние поворачиваться.. Вместе с кронштейном поворачивается и закрепленная на нем соответствующая половина корпуса пуансона. Предусмотрены дополнительные упоры для предотвращения соударения половин корпусов соседних пуансонов. 2 з.п. ф-лы, 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Штамп для горячего,преимущественно изотермического деформирования | 1977 |
|
SU721235A1 |
| Устройство для изотермической штамповки | 1989 |
|
SU1660822A1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| Способ изготовления деталей с отводами и устройство для его осуществления | 1977 |
|
SU763017A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Устройство для штамповки полых изделий с наружным фланцем | 2019 |
|
RU2721340C1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
Изобретение относится к обработке металлов давлением и может быть использовано для изотермической штамповки точных заготовок с боковыми отростками на многоплунжерных прессах. Цель изобретения - повышение точности качества штампуемых заготовок и увеличение износостойкости инструмента за счет обеспечения изотермических условий процесса штамповки. Штамп состоит из имеющей горизонтальный разъем матрицы, боковых пуансонов 3 и 4 с держателями 5 и фиксаторами 6, средств нагрева и теплозащиты. Каждый пуансон оснащен охватывающим его индивидуальным нагревателем 8, расположенным эквидистантно рабочей поверхности пуансона и закрепленным в корпусе 9. Последний выполнен разъемным из двух половин и заполнен теплоизоляцией. При движении к центру штампа боковых плунжеров 7 пресса (и соответственно пуансонов) половины каждого корпуса, вращаясь вокруг вертикальных осей 11 под действием механизма поворота, состоящего из упоров 10, кронштейнов 12 и кулачков 13, выходят из пространства, в котором производится перемещение бокового пуансона, и раскрываются. Это происходит из-за того, что кулачки, взаимодействуя с упорами и будучи жестко связаны с кронштейнами, заставляют последние поворачиваться. Вместе с кронштейном поворачивается и закрепленная на нем соответствующая половина корпуса пуансона. Предусмотрены дополнительные упоры для предотвращения соударения половин корпусов соседних пуансонов. 1 ил.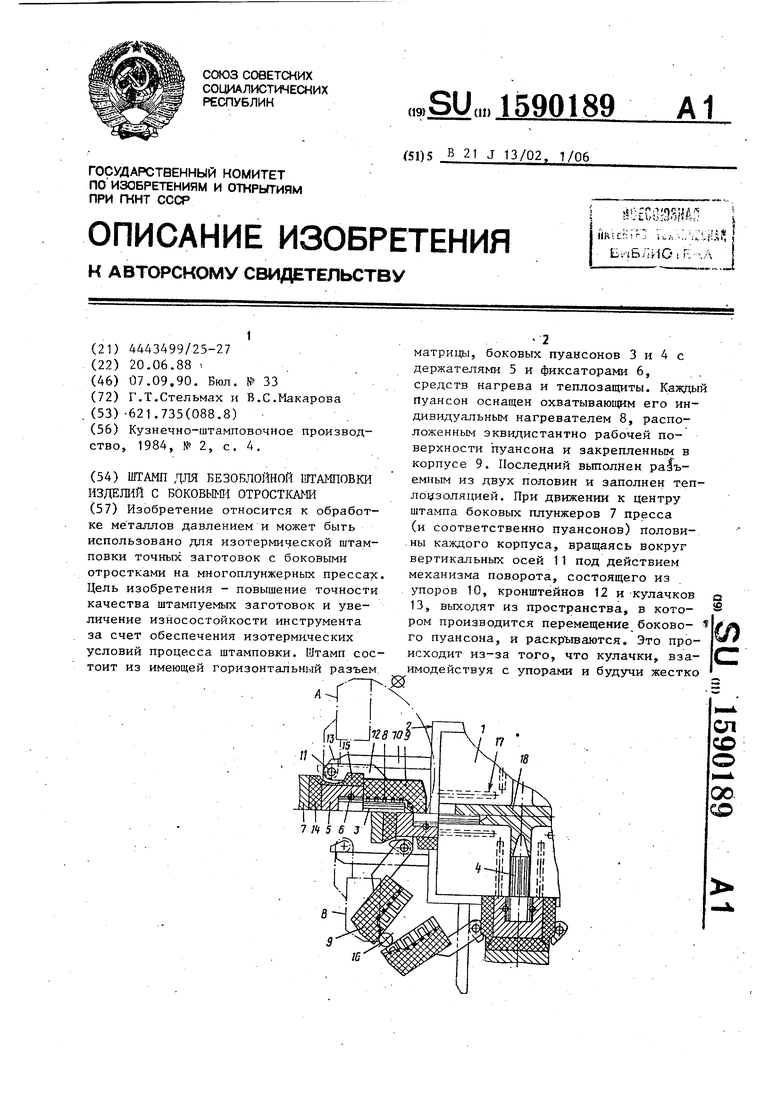
Изобретение относится к обработке металлов давлением и может быть использовано при изотермической штамповке точных заготовок деталей с боковыми отростками (преимущественно, полыми) на многоплунжерных прессах.
Цель изобретения - повышение качества изделий и стойкости Д2форм:и- руемого инструмента путем обеспечения изотермических условий штамповки,
На чертеже показан штамп для изотермической штамповки деталей типа крестовин (с полыми oTpocTKai m), вид сверху, в сечении, совпадающем с горизонтальной плоскостью разъема матрицы: вверху - исходное положение штампа, внизу - положение штампа в конде хода боковых пуансонов.
Штамп состоит из имеющей горизонтальный разъем матриды, нижняя половина 1 кoтopdй закреплена на нижнем основании 2;. которым может являться стол пресса, пуансонов 3 и 4, закрепленных при помощи пуансонодержателей 5 и фиксаторов 6 на боковых ллунже-. pax 7 пресса, индивидз альных нагре- вателей 8, закрепленных в разъемных заполненных теплоизодядией корпусах.9, Каждый из нагревателей 8 охв.атывает рабочий участок соответствую:дего пуансона и расположен эквидистантно его рабочей поверхности. . вывэда половин корпусов 9 из зоны движения пуансонов 3 и 4 механизмы поворота которые состоят из упоров 10,.закрепленных на нижнем основании 2 (столе пресса)5 вертикальных осей 11, закрепленных на боковых поверхностях пуансонодержателей 5 и предназначенных для вращения попарно жестко связанных между собой кронштейнов 12 и кулачков 13. С делью уменьшения потерь тепла от пуансонов предусмотрены, теплоизолирующие прокладки 14 и 15, а для предотвращения соударения смр-жных половин корпусов 9 при движении пуанссй5ов к центру штампа - упоры 16,, закрепленные на фундаменте или станине пресса. ,Тля нагрева мат- риць в нее встроены нагреватели 17,
0
5
0
5
0
5
5
0
5
Штамп работает следукяцим образом.
После нагрева, матрицы и пуансонов на нижнюю часть матрицы укладывают нагретую исходную заготовку 18 и производят смыкание половин матрицы. При движении боковых плунжеров 7 пресса кулачки 13 под действием- упоров 10 вращаясь вместе с кронштейнами 12 на осях 115 отводят половины корпусов 9 в положение Л, что п озволяет пуансонам. 3 и 4 беспрепятственно войти в направляющие отверстия матрицы и произвести деформацию заготовки 18. Во избежание соударения смежных половин корпусов 9 они, совершив поступательное дв.ижение до положения В, касаются боковых поверхностей упоров 16 и начинают разворачиваться на осях 11 до Момента окончания рабочего хода боковых плунжеров 7 пресса. При возвращении боковых плунжеров 7 в исходное положение половины корпусов 9, вращаясь вместе с кронштейнами 12 и куЛач- ками 13.на осях 11 под действием пружин кручения (не ПС-казаны), охватывают пуансоны 3 и 4, исключая их охлаждение,
Таким образом, в процессе штамповки охлаждение пуансонов предотвращается благодаря т.еплопередаче от матрицы, а - в период .извлечения изделия и укладки заготовки требуемая температура пуансонов поддерживается по-. средством индивидуальных нагревателей. В результате обеспечиваются изотермические условия штамповки на всем протяжении цикла изготовления партии изделий. Изотермические условия деформирования заготовок способствуют (благодаря повышенной пластичности и низкому сопротивлению деформации металла) повьшению точности, качества штампуемых изделий и увеличению износостойкости деформирующего инструмента.
Формула изобретения
515
жащий нижнее основание, установленную на нем матрицу с горизонтальным разъемом и боковые пуансоны, смонтированные в соответствующих пуансоно- держателях, отличающийся тем, что, с целью повышения к&чества изделий и стойкости деформирующего инструмента путем обеспечения изотермических условий штамповки, каждый пуансон снабжен охватываюищм его по всей длине рабочего участка индивидуальным нагревателем, расположенным эквидистантно рабочей поверхности пуансона, и заполненным теплоизоляционным материалом соответствующим корпусом, внутри которого размещен этот пуансон, состоящий из двух половин с разъемом вдоль оси пуансона, каждая из которых закреплена на кронштейне с возможностью поворота в.горизонтальной плоскости вокруг вертикальной
оси, установленной на боковой поверхкости соответствующего пуансонодержателя.
| Кузнечно-штамповочное производство, 1984, № 2, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
