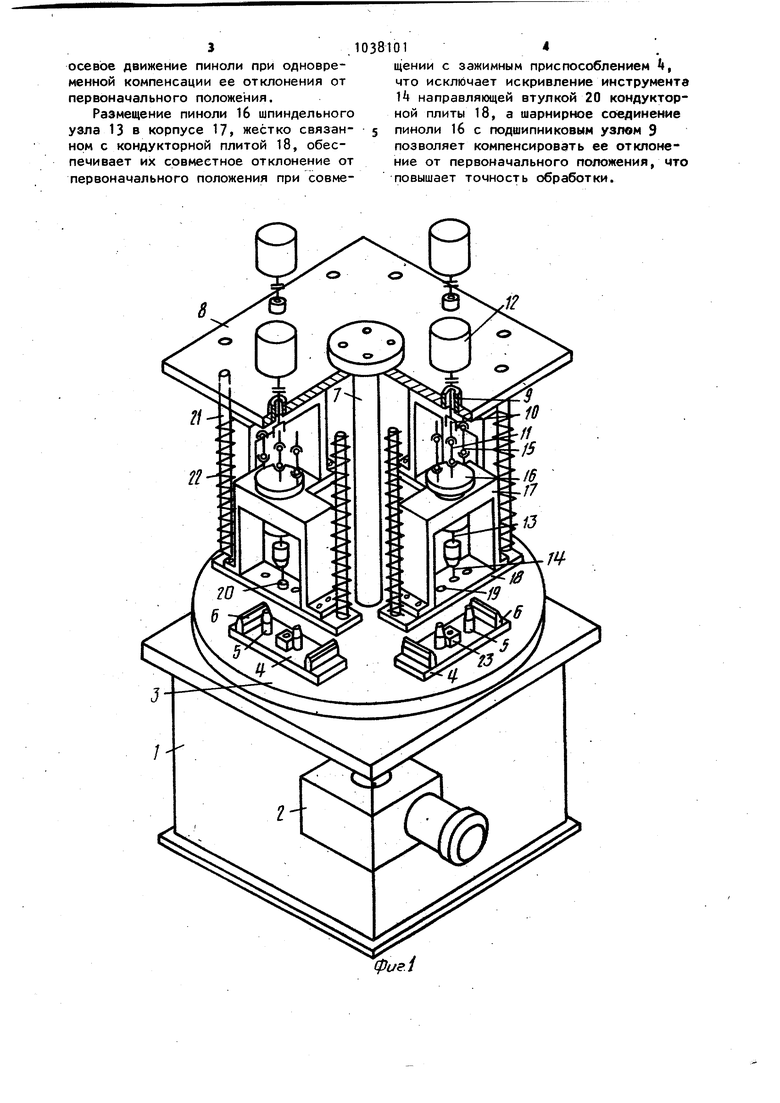
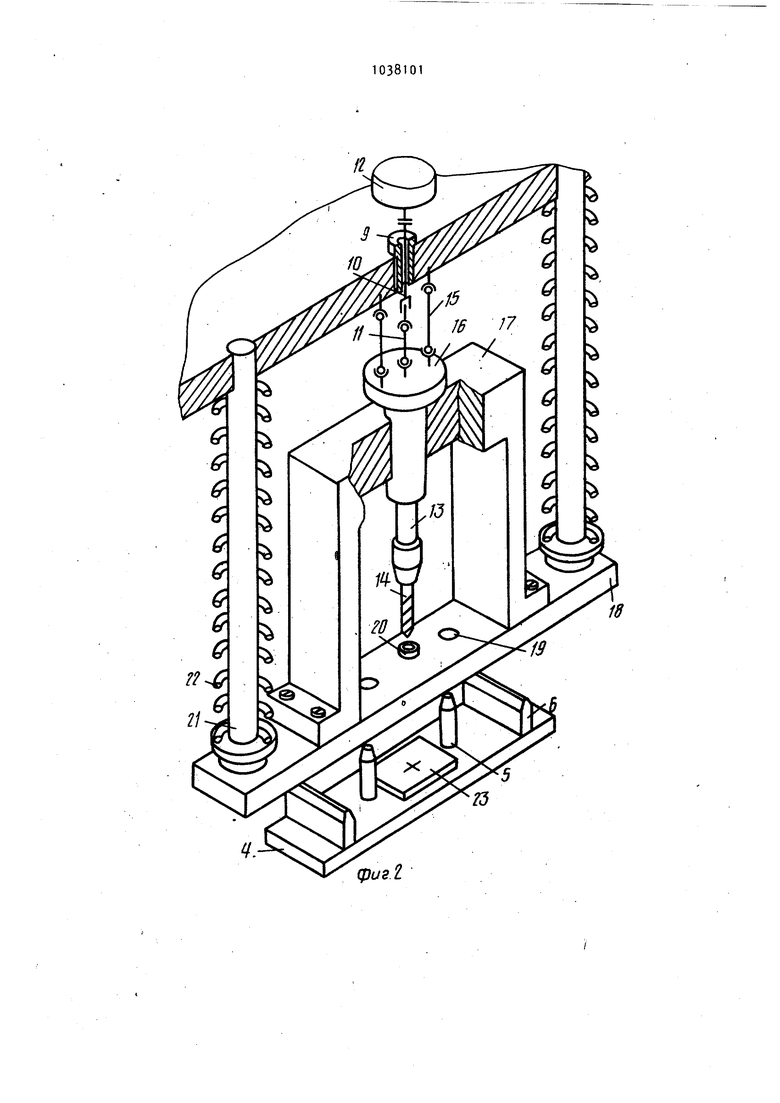
U) эо Изобретение относится к обработке металлов резанием и касается многопозиционных сверлильных полуавтоматов Известен сверлильный полуавтомат, содержащий инструментальные головки, .включающие связанные с приводами пиноли, размещенные на подпружиненных скалках кондукторные плиты и поворотный делительный стол, снабженный зажимными приспособлениями с направляющими пальцами l Недостатком известного полуавтомата является то, что при фиксации с за жимным приспособлением кондукторная |плита смещается из-за погрешностей позиционирования поворотного делительного стола и допуска на изготовление каждого зажимного приспособлени вызывая изгиб сверла направляющей вту кой. Вследствие этого снижается точность обработки детали, а следовател но, ухудшается ее качество. Цель изобретения - повышение точности обработки. Поставленная цель достигается тем что сверлильный полуавтомат, содержащий инструментальные головки, включающие связанные с приводами пиноли, размещенные на подпружиненных скалках кондукторные плиты и поворотный делительный стол, снабженный зажимными приспособлениями с направляющими пал цами, снабжен установленной параллел но плоскости делительного стола плитой, несущей приводы инструментальны головок и связанной с кондукторными плитами, размещенной с возможностью перемещения в направлении подачи инструмента колонной, связанной с плит и жестко установленными; на кондукторных плитах корпусами, предназначенными для направления пинолей, при ;чем последние связаны с плитой посре icTBOM введенных в полуавтомат шарнир ных штанг. , Зажимные приспособления могут быт {снабжены установочными ребрами. На фиг.1 представлен предлагаемый полуавтомат с инструментальными головками в исходном положении, общий вид; на фиг.2 - взаимное расположени инструментальной головки, инструмент и зажимного приспособления в исходном положении; на фиг.З - то же, в рабочем положении. Полуавтомат содержит станину 1, привод 2 поворотного стола и распределительного вала, поворотный делительный стол 3, зажимные приспособления Ц (по числу рабочих позиций) с установочными пальцами 5 и установочными ребрами 6, служащими для точной установки и фиксации кондукторной плиты, инструментальные головки (по числу рабочих позиций) и центральную подвижную колонну 7 с плитой 8, Инструментальная головка состоит из закрепленного на плите 8 подшипникового узла 9 с телескопическим валом 10, шарнирным валом 11 и электродвигателем 12, шпиндельного узла 13 с инструментом И и соединенной-;с плитой В посредством шарнирных штанг 15 пиноли 16, подвижно размещенной корпусе 17, жестко связанном с кондукторной плитой 18. Кондукторная плита 18 снабжена центрирующими отверстиями 19 и направляющей втулкой 20 и подвижно соединена с плитой 8 с помощью скалок 21 и пружин 22. Полуавтомат работает следующим образом. Обрабатываемую деталь 23 устанавливают и закрепляют в зажимном приспособлении , затем длительный. ::тол 3 поворачивают на одну позицию. |Поворот осуществляется от привода 2 а подача инструментальных головок иерез колонну 7.. Благодаря наличию центрирующих отверстий 19 и установочных пальцев 5 кондукторная плита 18 совмещается с зажимным приспособле- , нием k, при этом происходит некоторое ее отклонение от первоначального положения из-за погрешностей позиционирования делительного стола 3 и допуска на изготовление каждого зажимного приспособления . Вместе с кондукторной плитой 18 смещается и жестко закрепленный на ней корпус 17 несущий пиноль Т6 шпиндельного узла 13 с инструментом И. При дальнейшем движении кондукторная плита 18 опирается: на установочные ребра 6 (фиг.З), обеспечивая перпендикулярность установки инструмента 1Й относительно зажимного приспособлений , и вместе с корпусом 17 остается неподвижной на время обработки. Пружины 22 при этом сжимаются. Пиноль 16 продолжает осевое движение с рабочей подачей, получаемое от центральной колонны 7 и плиты 8. Шарнирное соединение подшипникового узла 9 с пинолью 16 шпиндельного узла 13 при помощи штанг 15 и вала 11 позволяет осуществить вращательное и .
осевое движение пиноли при одновременной компенсации ее отклонения от первоначального положения.
Размещение пиноли 16 шпиндельного узла 13 в корпусе 17, жестко связанном с кондукторной плитой 18, обеспечивает их совместное отклонение от первоначального положения при совмещении с зажимным приспособлением k, что исключает искривление инструмента И направляющей втулкой 20 кондукторной плиты 18, а шарнирное соединение пиноли 16 с подшипниковым узлом 9 позволяет компенсировать ее отклонение от первоначального положения, что повышает точность обработки.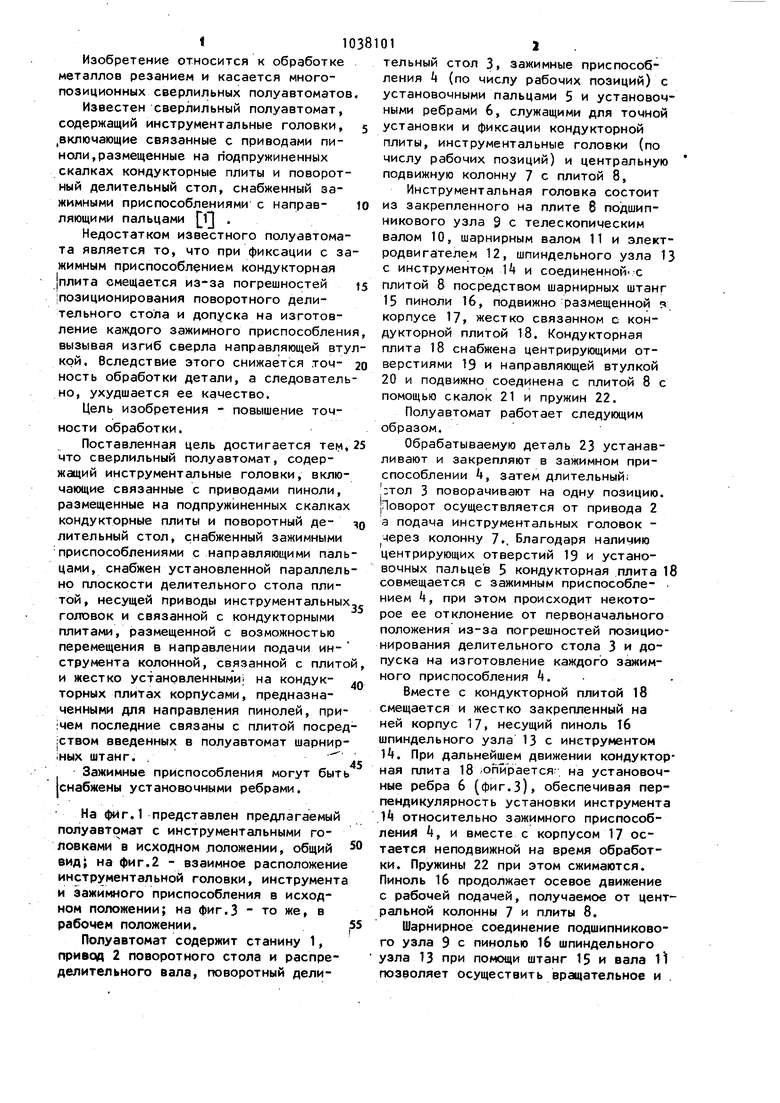
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Агрегатный станок | 1983 |
|
SU1155423A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРМОЗНЫХ КОЛОДОК С АВТОМАТИЧЕСКОЙ КОРРЕКЦИЕЙ ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2108220C1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Радиально-сверлильный станок для обсверливания сферических и других криволинейных поверхностей | 1950 |
|
SU91086A1 |
| Многошпиндельная поворотная головка | 1981 |
|
SU1038104A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
1. .СВЕРЛИЛЬНЫЙ ПОЛУАВТОМАТ, содержащий инструментальные гЬловки, включающие связанные с приводами пиноли, размещенные на подпружиненных скалках кондукторные плиты и поворотный делительный стол, снабженный зажимными приспособлениями с направляющими пальцами, отличающийся тем, что, с целью повышения точности обработки, он снабжен установ,ленной параллельно плоскости делительного стола плитой, несущей приводы инструментальных головок и связанной с кондукторными плитами,размещенной с возможностью перемещения в.направлении подачи инструмента колонной, связанной с плитой, и жестко установленные, на кондукторных плитах корпусами, предназначенными для направления пинолей, причем последние связаны С плитой посредством введенных в полуавтомат шарнирных штанг. 2. Полуавтомат по п.1, о т л и чающийся тем, что зажимные е приспособления снабжены установочными ребрами. (Л с
S
Ч.
23
фиг 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Зонненберг С,М, Малые airperarные станки- | |||
| М., Машгиз, 1962, с,4261, фиг..185 (прототип). | |||
