§
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Радиально-сверлильный станок | 1982 |
|
SU1036468A1 |
| Многошпиндельный сверлильный станок | 1976 |
|
SU653039A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| МНОГОЦЕЛЕВОЙ ПОРТАЛЬНЫЙ СТАНОК | 1995 |
|
RU2088384C1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Радиально-сверлильный станок | 1975 |
|
SU514666A1 |
| СТАНОК УНИВЕРСАЛЬНЫЙ ПЕРЕНОСНОЙ | 2005 |
|
RU2318646C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |

9 ЭО
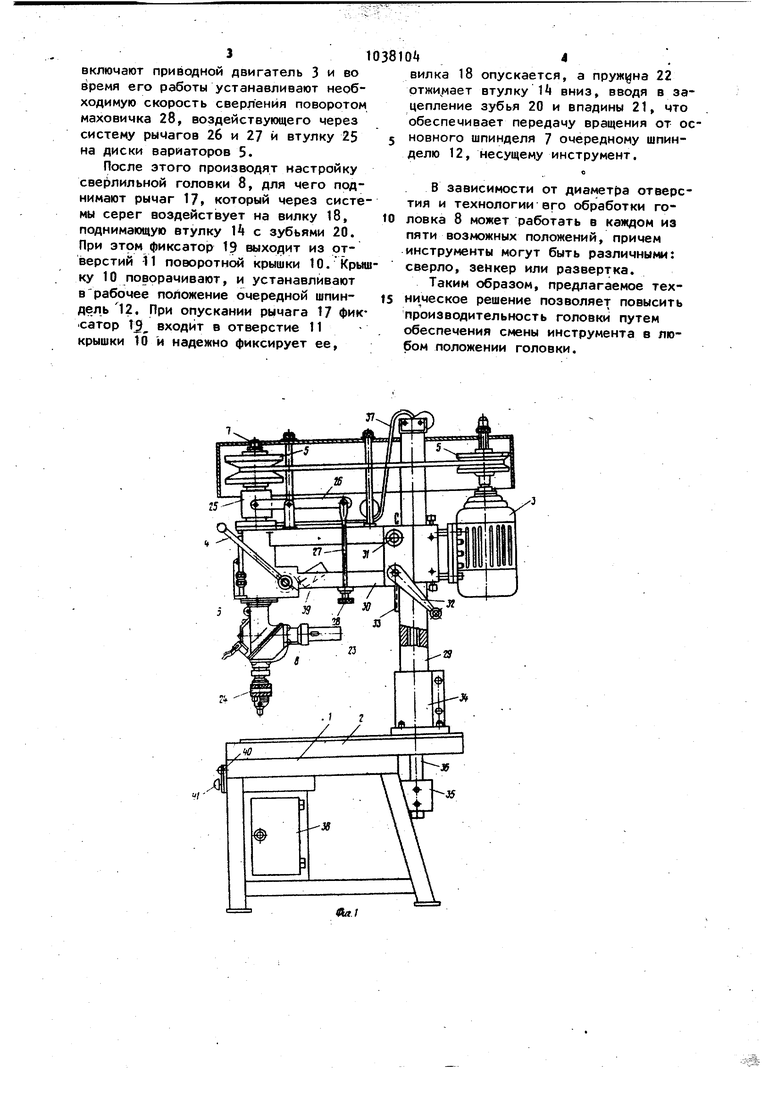
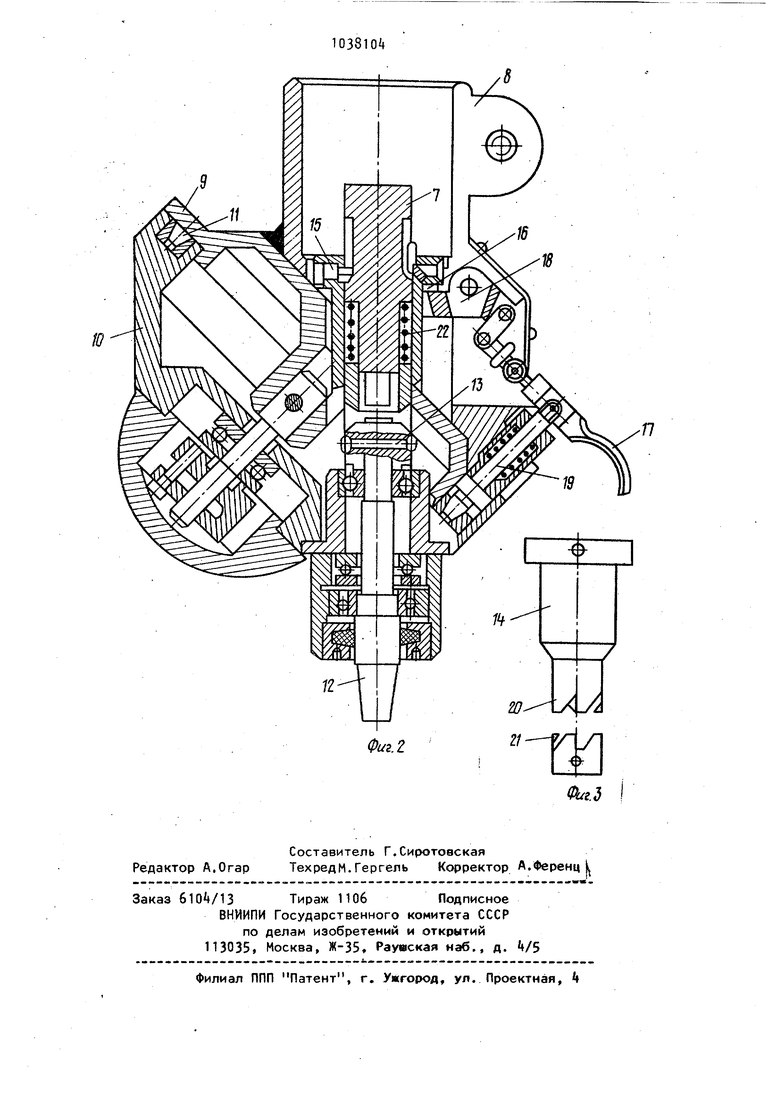
Э lib Изобретение относится к обработке металлов резанием и касается многошпиндельных головок к сверлильным станкам. Известна многошпиндельная поворотная головка, в неподвижно закрепленном корпусе которой расположены по окружности шпиндели и подпружиненная зубчатая муфта, размещенная с возможностью взаимодействия посредством рычага ее подъема с фиксатором, предназначенным для закрепления поворот,ной головки к корпусу l. . Недостатком известной головки является низкая производительность изза того; что смена инструмента может быть осуществлена только в крайнем верхнем положении головки. Цель изобретения - повышение про-, изводительности путем обеспечения смены инструмента в любом положении головки. Поставленная цель достигается тем что многошпиндельная поворотная головка, в неподвижно закрепленном корпусе которой расположены по окружности шпиндели и подпружиненная зубчатая муфта, размещенная с возможностью взаимодействия посредством рычага ее подъема с фиксатором, предназначенным для закрепления поворотной головки к корпусу, снабжена двуплечим рычагом, одно плечо которого шарнирно соединено с фиксатором, а второе кинематически связано с рычагом подъема На фиг.1 представлен сверлильный станок, снабженный поворотной головко общий вид; на фиг.2 - многошпиндельная поворотная головка, разрез; на фиг.З - схема соединения шпинделя станка со шпинделем головки. Станок содержит основание 1, стол 2, приводной двигатель 3, рукоятку подачи, вариатор 5 скоростей и пинол 6 с основным шпинделем 7, Шпиндель 7 станка соединен с пятишпиндельной сверлильной головкой 8, которая содержит неподвижный корпус 9, поворот ную крышку 10 с ч| иксирующими отверстиями 11 и сменные шпиндели 12 со стопорными шпильками 13 Основной шпиндель 7 помещен во втулке И, которая зафиксирована от поворота в окружном направлении фик сирующим штырем 15. Втулка И снабжена буртами 1б. В головке 8 имеется двуплечий рычаг 17, связанный серьга ми с размещенной под буртами 16 вилкой 18 и пружинным фиксатором 19. Нижний торец втулки I имеет возможность взаимодействия с верхними торцами шпинделей 12 посредством зубьев 20 (фиг.З). входящих во впадины 21 верхнего торца каждого шпинделя 12. Между основным шпинделем 7 и втулкой k размещена пружина 22. В зависимости от технологических потребностей производства на головке 8 предусмотрена возможность установки сменных шпинделей с конусами Морзе, что соответствует установке непосредственно инструментом 23 или патронов 2Ц с инструментами. На одной оси с дисками вариатора 5 установлена связанная с ними подвижная направляющая. втулка 25, предназначенная для управления вариатором и бесступенчатого регулирования числа оборотов основного шпинделя. Для перемещения втулки 25 служит соединенная с ней система рычагов 26 и 27 с маховичком 28, выведенная в безопасную зону - между пинолью 6 и колонной 29. Пиноль 6 станка закреплена на траверсе 30, которая установлена на полой колонне 29 и снабжена кулачковым зажимом 31 и установочной рукояткой 32, перемещающей, траверсу 30 вдоль гребенки 33. Колонна 29 установлена во втулке 3, служащей подшипником скольжения и обеспечивающей ее поворот на ЗбО . Для уравновешивания шпиндельной бабки в станке установлен прот ивовес 35 со штангой 36, которая пропущена через полость колонны 29 и связана цепной передачей 37 и блоками с пинолью 6 станка. Управление приводом станка находится в силовом блоке 38, электрически связанном с конечным выключателем 39 и кнопками АО Пуск и il Стоп. Станок работает следующим образом. В зависимости от высот j обрабатываемой детали устанавливают траверсу 30 в определенном положении с помощью рукоятки 32 и гребенки 33 и закрепляют кулачковым зажимом 31. При необходимости поворота траверсы 30 в зависимости от положения обрабатываемого отверстия производят поворот колонны 29 в подшипниковой втулке 3 на соответствующий угол. Затем нажатием рукоятки подачи посредством конечного выключателя 39
включают приводной двигатель 3 и во время его работы устанавливают необходимую скорость сверления поворотом маховичка 28, воздействующего через систему рычагов 26 и 27 и втулку 25 на диски вариаторов 5.
После этого производят настройку сверлильной головки 8, для чего поднимают рычаг 17, который через системы серег воздействует на вилку 18, поднимающую втулку И с зубьями 20. При этом фиксатор 19 выходит из отверстий -11 поворотной крышки 10. Крышку 10 поворачивают, и устанавливают врабочее по/южение очередной шпиндель 12. При опускании рмчага 17 фиксатор 1 входит в отверстие 11 крышки 10 и надежно фиксирует ее.
вилка 18 опускается, а пружина 22 втулку I вниз, вводя в за цепление зубья 20 и впадины 21, что обеспечивает передачу вращения от основного шпинделя 7 очередному шпинделю 12, несущему инструмент.
о
в зависимости от диаметра отверстия и технологии его обработки головка 8 может работать в каждом из пяти возможных положений, причем инструменты могут быть различным : сверло, зенкер или развертка.
Таким образом, предлагаемое техническое решение позволяет повысить производительность головки путем обеспечения смены инструмента в любом положении головки.
