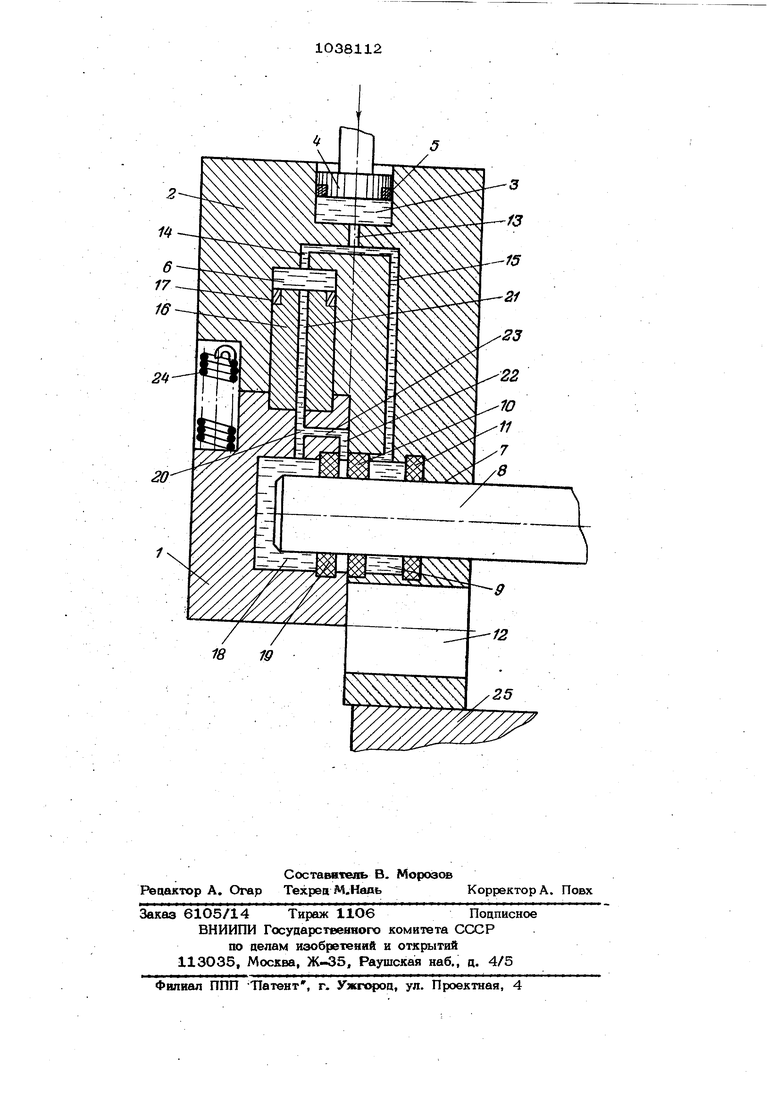
CQ 00 10 Изобретение относится к заготовитель ному произБодству машиностроительных j заводов и может быть использовано при получении мерных заготовок из пруткового материала. По основному авт. ев, № 617184 известен способ резки пруткового материала на мерные заготовки, включающий приложение к поверхности отрезаемой заготовки осевой и радиальной гидростатических нагрузок и последующее откале ние заготовки усилием сдвига С1 . Однако при известном способе гидроCTaTiiHecKafl нагрузка прикладывается только со стороны отрезаемой части за готовки, т.е. отрезаемая часть заготовки находится в области гидростатического давления,, в то время как неотрезаемая заготовки .находится в обычном состоянии атмосферного давления. В связи с этим металл-ПО длине прутка имеет различные механические свойства. В результате этого часть заготовки, прилегающая к зоне резки с одной сторо ны, на.ходится в состоянии повышенной пластичности, а другая часть.- в исходном состоянии. Кроме того, зона резки находится в области гидростатического сжатия и пластичность металла, на. щегося в небольщой зоне, включая зону резки, занимает .как бы промежуточное положение. Указанные условия приводят к снижению качества подучаемых заго. товок. Цепь изобретения - повыщенне качеств получаемых заготовок, Поставленная цель достигается тем, что согласно способу резки пруткового материала одновременно с приложением к поверхности отрезаемой заготовки осевой и радиальной г идростатических нагрузок к боковой поверхности прутка и к поверхности зоны резки прилагают гидростатическую нагрузку при этом давление Р, создающее гидростатические нагрузки на поверхности прутка, загото ки и зоны резки, выбирают из следующе го соотношения: Р (1.8-2,2) бд , где с. предел текучести разрезаемо « материала, Значения коэффйдиента - 2,2 выбирают в зависимости от механически свойств разрезаемых материалов. Чем выше пластические свойства материалов т.е. чем ниже значение предела текучес т материала, тем меньший по значению коэффициент подставляется в указанное выражение. Таким образом, чем прочне 22 , еталл, чем он .хрупче, тем больше гидро татическое давление необходимо создать ля перевода его в пластическое состояие. На чертеже изображено устройство для осуществления способа резки пруткового материала. Устройство содержит подвижный 1 и неподвижный 2 ножи. В верхней части неподвижного ножа 2 расположены полость 3, в которую входит щток 4 с уплотнением 5, и полость 6. В нижней части неподвижного ножа 2 расположены отверстие 7 для введения разрезаемого прутка 8, камера 9, ограниченная уплотнениями 10 и 11, и отверстие 12 для выталкивания отрезаемой заготовки. Полость 3 соединена с полостью 6 И камерой 9 при помощи каналов 13 - .15. В верхней части подвижного ножа 1 жестко закреплен толкатель 16, который входит в полость 6 и уплотняется кольцом 17. Подвижный нож 1 имеет камеру 18, ограниченную уплотнением 19. Камера 18 соединена с толкателем 16 при помощи канала 20, а в самом толкателе 16 выполнен канал 21, соединя- кяций камеру 18 с полостью 6. Для подачи жидкости высокого давления в зону резки уплотнительные элементы 10 и 19 образуют рабочую камеру 22, которая .соединена с каналом 2О при помощи каяапа 23. Для возвращения подвижного ножа 1 в исходное положение подвижный 1 и неподвижный 2 ножи соединены пружиной 24.- Вся неподвижная часть устройства смонтирована на плите 25. Способ осуществляют следующим об- разом. Разрезаемый пруток 8 подают через отверстие 7 так, чтобы отрезаемая его часть находилась в камере 18. Затем в полость 3 заливают жидкость и вставляют щток 4. При этом жидкость по каналам 13 - 15, 20 и 21 заполняет камеры 9 и 18, а также рабочую камеру 22, При последующем нагружении штока 4 жидкость поднимает свое давление и в камерах 9 и 18 возникает гидростатическое давление, которое обеспечивает .удержание разрезаемого прутка 8 от осевого смещения. При дальнейшем повышении нагрузки гидростатическое давление жидкости повьцлается, что обеспечивает повьппение пластичности как отрезаемой, так и неотрезаемой части прутка. Кроме того, жидкость высокого да&ления по каналу 20 подается в рабочую
камеру 22, т.е. непосрецственно в эону резки. С повышением давления жицксхзти она начинает оказывать тз.аъл.енке на торцовую часть толкателя 16, который, в свою очередь, начинает перемещаться
вниз. Так как толкатель 16 жестко закреплен с подвижным ножом 1, то наблюдается перемещение самого подвижного ножа 1 относительно неподвижного ножа 2. В результате, в зоне резки возникают осевая и радиальная гидростатические нагрузки, а тйкже сдвиговая нагруэ1ка, которая перемещает подвижный нож 1 Спедоватеиьно, будет происходить смеше кие отрезаемой части прутка oittocHTenbH всего прутка 8. После того, как отрезаемая часть прутка будет полностью сдвинута, в камерах 9 и 18 и раб- --гей камере 22 давление жидкости упадет до вели чины, обеспечивающей выталк,йвакие от резанной заготовки через отверс1ие 12. Подвижный нож 1 возвращается в исходное положение пружиной 24.
Пример. Изготавливают устройство с входным отверстием для разрезаемого прутка 25 мм, При этом диаметр: полости, в которую входит шток, равен 30, мм, а давление жидкости, возшиса,щее в процессе резки, достигает°15 кбар. Резке подвергают прутки из стали 10 диаметром 2,5 мм. В зону резки, а такж к отрезаемой и неотрезаемой частям прутка подают гидростатическое давление 10 кбар. В результате гидростатического давления, возникающего в неотрезаемой части заготовки и в зоне резки, срез имеет высококачественную поверхность без следов хрупкого раэ рушения.
Всестороннее сжатие, прикладываемое непосрецственно и зоне разки, а также к отрезаемой части заготовки повышает пластичность материала и уравнивает механические свойства в отрезаемой и неотрезаемой частях прутка и зоне {зезки. Предлагаемый способ может быть использован при получений заготовок как из властичных металлов и сплавов, так и материалов, обладающих большой хрупкостью.
Использование изобретения позволит повысить качество получаемых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки пруткового материала | 1983 |
|
SU1118490A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1165533A2 |
| СПОСОБ РАЗРЕЗКИ ДЛИ1ТНОМЕРНОГО ПРУТКОВОГОМАТЕРИАЛА | 1971 |
|
SU412996A1 |
| Штамп для резки пруткового материала | 1986 |
|
SU1382602A1 |
| Устройство для разделения пруткового материала | 1978 |
|
SU764881A1 |
| Отрезной инструмент | 1984 |
|
SU1581486A1 |
| Устройство для разделения пруткового материала | 1980 |
|
SU933305A2 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Штамп для резки пруткового мате-РиАлА | 1979 |
|
SU804250A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1303290A1 |
СПСЮОБ РЕЗКИ ПРУТКОВСЯГО МАТЕРИАЛА по авт. св. Na 617184, отличающийся тем, что, с целью повышения качества получаемых заготовок, одновременно с приложением к поверхности отрезаемой заготовки осе вой и радиальной гидростатических нагрузок к боковой поверкности прутка и к поверхности зоны резки прилагают гидростатическую нагрузку, при 9гам павле -. ние 1, создаюшее гидростатические грузки на поверкности прутка, заготовки и зоны резки, влыбирают из следующего соотношения: Р
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ резки пруткового материала | 1976 |
|
SU617184A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
