Изобретение относится к машино строению, в частности к обработке высокоточных деталей, и может быть использовано для доводки конических зубчатых колес.
Известны способы доводки конических зубчатых колес полировальными кругами, хонинговальными брусками и другими инструментами 1..
Известен также способ доводки конических зубчатых колес в паре, включающий установку рабочего бокового зазора и взаимное обкатьшание колес 2 j . Однако известные способы в недостаточной степени уменьшают момент сонротнвления и неравномерность вращения конических зубчатых колес пары.
Цель изобретения - уменьшение мо мента сопротивления и неравномерности вращения колес пары..
Поставленная цель достигается тем, что согласно способу доводки конических зубчатых колес в паре, включающему устновку рабочего бокового зазора и взаимное обкатывание колес, перед обкаты- ванием выбирают боковой зазор на концах рабочего участка линии зацепления относительным перемещением колес вдоль Еошосной линии.
На фиг. 1 изображена схема обработки конических зубчатых колес} на фиг. .2 сечение, проходящее по линии зацепления
На фиг. 1 и 2 обозначены конические зубчатые колеса 1 и 2,. оси 3 и 4 их вращения, направления 5 и 6 уртановочного перемещения конических зубчатых колес на контрольно-обкатных станках, верщина 7 зацепления, рабочий участок линии 8 зацепления, крайние охзчки 9 и 10 рабочего участка линии зацепления и полюс 11 зацепления.
Способ осуществляют следующим образом.
Поворачивают конические зубчатые колеса 1 и 2 вокруг осей 3 и 4 до . их контакта в полюсе 11. Перемещением колес 1 и 2 по направлениям 5 и 6 устанавливают заданную величину бокового зазора, контролируя ее индикатором при покачивании колеса 1 относительно заторможенного колеса 2. Поворачивают колеса 1 и 2 вокруг осей и 4 до их контакта в одной из крайних точек рабочего участка линии 8 зацепления, например в точке 9. Перемещением колес 1 и 2 по направлениям 5 и 6 вдоль полюсной линии смещают верщины 7 конических зубчатых колес на величину, обеспечивающую беззазорный контакт рабочих поверхностей зубьев в точке 9 линии зацепления. Намазьшают мелкозернистой абразивной пастой, например алмазной пастой зернистостью АСМ1, рабочие поверхности зубьев колес 1 и 2. Вращением зубчатых конических колес 1 и 2 вокруг осей 3 и 4 производят их взаимное обкатывание с направленным съемом обрабатываемого материала с наиболее удаленных от полюса участков рабочих поверхностей зубьев.
Выборка зазора на концах рабочего участка линии зацепления позволяет производить направленный съем обрабатываемого материала на концах линии зацепления, где контактируют между собой головки и ножки зубьев, и значительно уменьщить съем обрабатываемогю материала в полюсе зацепления, где рабочие поверхности зубьев контактирую по средней линии с минимальным моментом сопротивления, обусловленным преобладанием трения качения.
В результате направленного съема материала на концах рабочего участка линии зацеплени; при обкатывании коническик зубчатых колес происход1 г перраспределение силы давления с ее увеличением в зоне преобладания трения качения и уменьщением в зоне преобладния трения скольжения, что в конечном итоге, приводит к уменьшению момента сопротивления конических зубчатых пар и повышению точности их враше шя.
Предлагаемый способ позволяет уменьшать момент сопротивления коничеких зубчатых пар в 1, 2-1, 5 раза и циклическую погрешность их вращения в 2 и более раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приработки конических зубчатых колес | 1978 |
|
SU1090512A1 |
| Способ сборки коническихзубчАТыХ пАР | 1979 |
|
SU838188A1 |
| Способ приработки зубчатых колёс конической передачи внутреннего зацепления | 2018 |
|
RU2694942C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЬЕВ ЗУБЧАТОГО КОЛЕСА | 2016 |
|
RU2650263C1 |
| Способ активного контроля процесса доводки шестерен | 1974 |
|
SU510359A1 |
| КОМПРЕССОР-ЭКСПАНДЕР С КОНИЧЕСКИМИ РОТОРАМИ | 2007 |
|
RU2372524C2 |
| КАРДАН СИНХРОННЫЙ | 2009 |
|
RU2407928C1 |
| Устройство для отделки зубьев конических колес | 1981 |
|
SU984596A1 |
| Способ активного контроля качества зацепления зубчатых колес | 1978 |
|
SU1022415A1 |
| Способ контроля и регулирования контакта зубьев в зубчатых передачах | 1985 |
|
SU1298509A1 |

СПОСОБ ДОВОДКИ КОНИЧЁСК И1Х ЗУБЧАТЫХ КОЛЕС % ларе, эклк. .чающий установку рабочего бокового зазора и взаимное обкатывание колес, от ли ч а ю щ и и с я тем, что, с целью уменьшения момента сопротивления и неравномерности вращения к&лес пары, перед обкатыванием выбира1от бо& зазор на концах рабочего участка линии зацепления относительным пер&мещенкем колес вцопь полюсной пинии. СО 00 IN9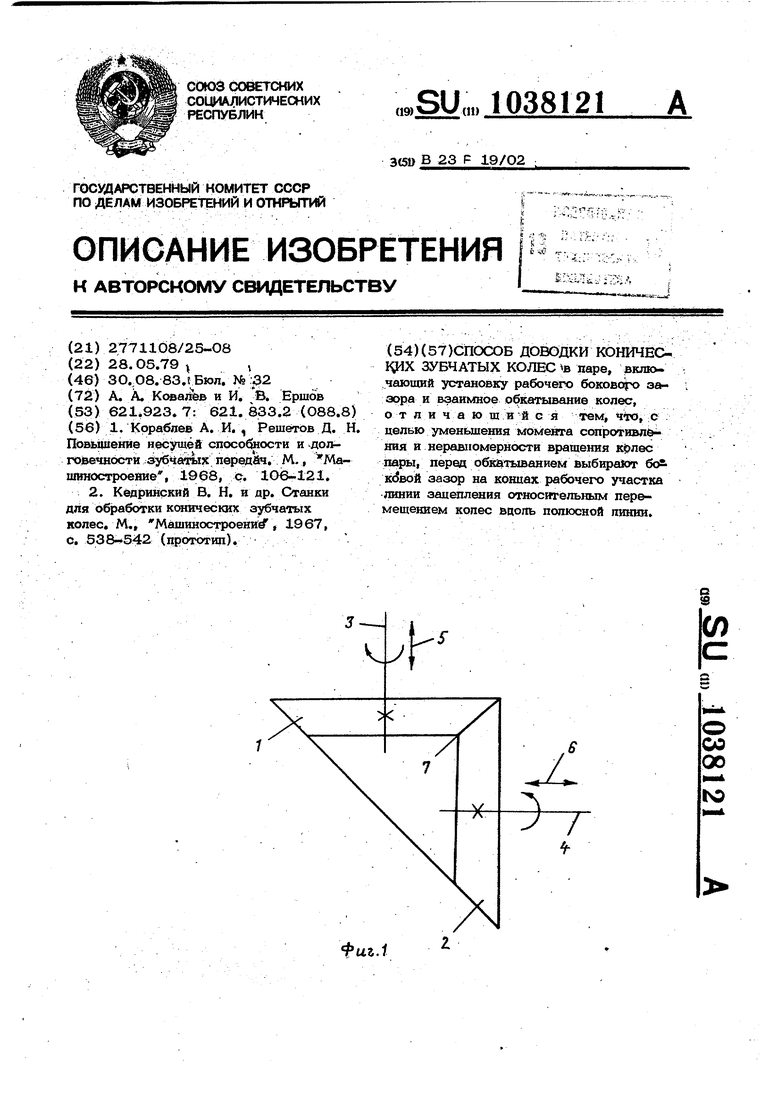
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Крраблев А | |||
| И | |||
| , Решётов Д | |||
| Н | |||
| Повьциение несущей способности и .долго зечности .ёубчайъкпврвдйч | |||
| М., Маипгаостроение, 1968, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кёдринский В | |||
| Н | |||
| к др | |||
| Станки для об|работки конических зубчатых колес, М,, Машиностроени, 1967, с | |||
| Радиоприемное устройство | 1922 |
|
SU538A1 |
