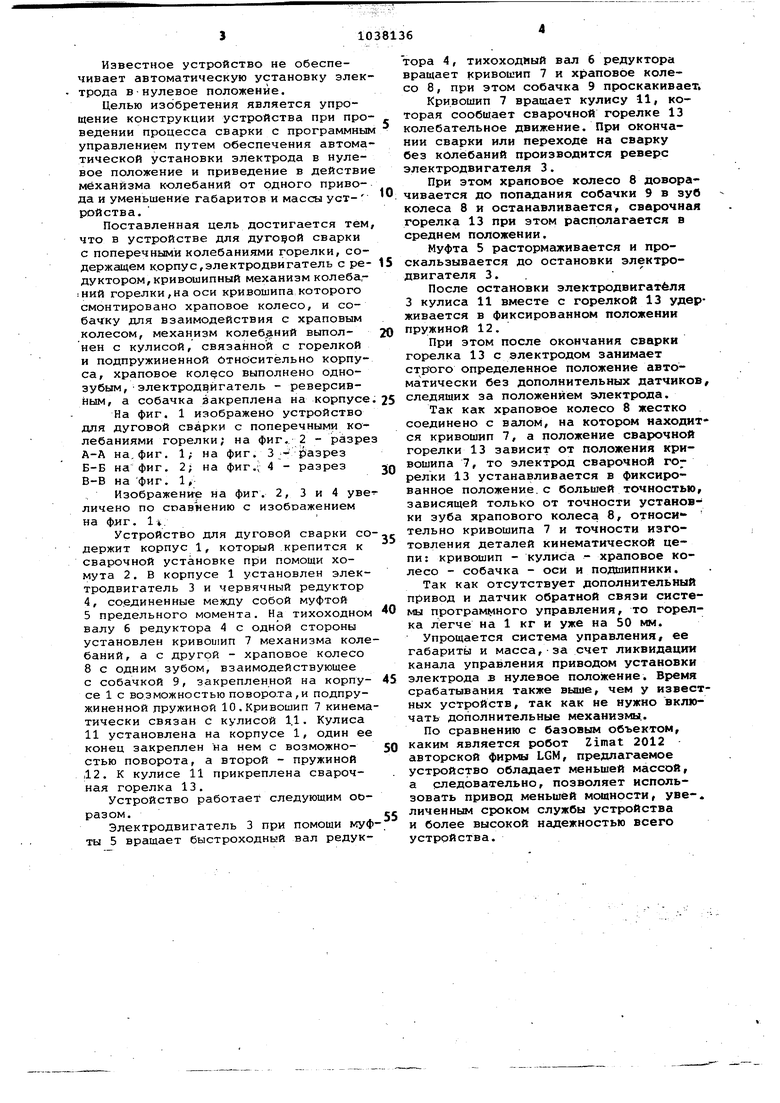
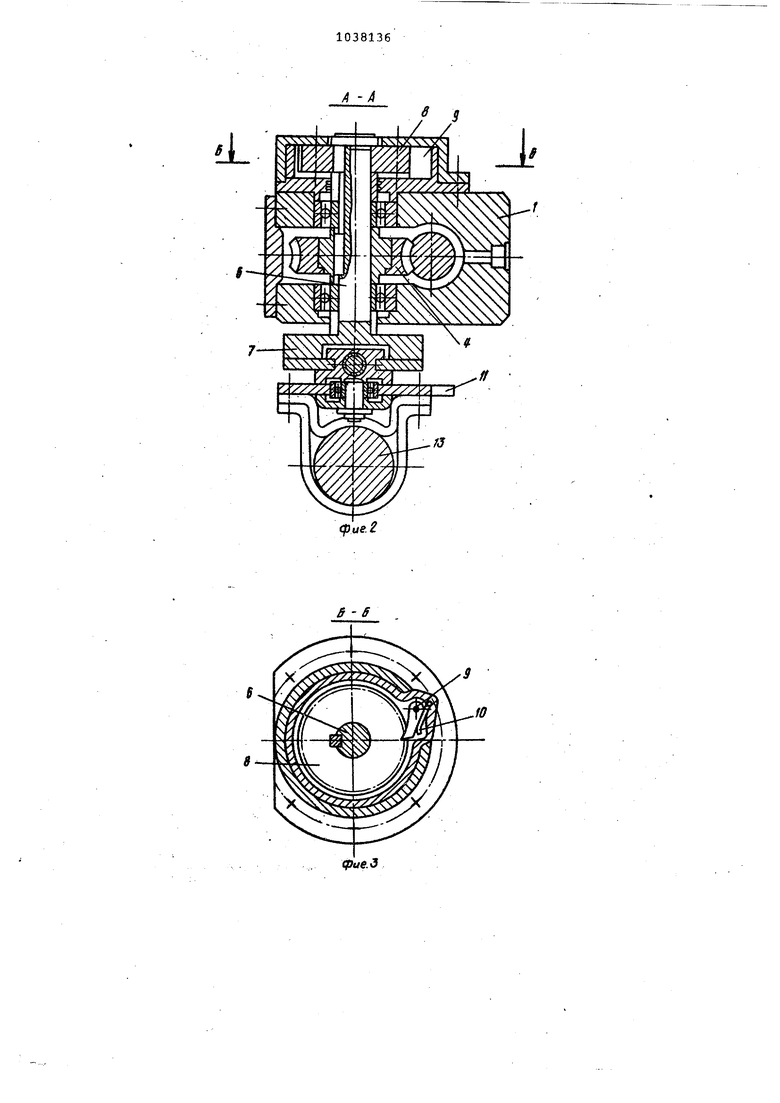
Изобретение относится к сварке, в частности к устройствам для колебания электрода сварочной горелки в процессе сварки, преимущественно в устройствах с программным управле нием. Известно устройство для дуговой сварки с поперечными перемещениями электрода, содержащее горелку, жест ко закрепленную на конце штанги, установленной с возможностью переме щения вдоль своей оси и поворота от носительно, неподвижной в продольном направлении оси, коромысло, блок, задающий форму поперечных перемещений, вьплолненный в виде соосных кулачков, и электропривод ,1 . Недостатком указанного устройств при применении его в сварочных уста новках с программным управлением является то, что после окончания сварки сварочная горелка с электродом останавливается в произвольном положении . Это затрудняет установку электрода, для начала процесса сварки нового шва, особенно если следующий шов должен вариться без колебаний электрода, и снижает точность расположения швов при программировании методом ручного обвода электрода по контуру сварного шва. Известно устройство для электродуговой сварки, с колебаниями сварочной головки, содержащее корпус, сварочную головку и механизм колебания с приводным регулятором амплитуды, выполненный в виде двух сферических подшипников 2 . В данном устройстве после окончания сварки шва, выполняемого колебаниями электрода., -и переходе на сварку шва без колебаний,- можно при помощи регулятора амплитуды колебаний перевести устройство в положение с нулевой амплитудой и тем самым получить нулевое положение электрода, но для этого необходим дополнительный привод Для приведения в действие механизма изменения амплитуды, что усложняет устройство. Известно устройство для колебания электрода в автоматах для дуговой сварки, содержащее механизм колебания электрода с приводом, тягой, маятником, несущим электрод, механизм регулировки амплитуды колебаний электрода с приводной шестерней и Эксцентрично расположенным толкателем з . Недостатком данного устройства является то, что для остановки электрода в нулевом положении применен дополнительный пркв,од, связанный с шестерней механизма регулировки амплитуды колебаний электрода. Этот привод управляется системой программного управления, которая последовательно изменяя амплитуду колебаний, доводит ее до нулевой, что повышает сложность изготовления (дополнительный привод и канал управления им в системе программного управления ), Большая масса и габариты устройства за счет установки дополнительного привода,в свою очередь,ограничивают область его применения. В качестве двигателя, вращающего шестерню механизма регулировки амплитуды колебания электрода, например, может быть применен: двигатель постоянного тока, например, СЛ 121.312. ООЗТУ, имеющий, массу 0,45 кг и габариты 0 55 мм X 90 мм. Кроме того, с валом двигателя должен быть соединен сельсин, вращающийся трансформатор или другой датчик, имеющий примерно такую же массу и габариты. Кроме того, установка электрода в нулевое положение путем последовательного изменения амплитуды будут осуществляться с суммарной погрешностью, состоящей из погрешностей работы системы управления, погрешностей датчика, погрешностей исполнительного механизма и т.д. и эта погрешность будет тем больше, чем больше элементов будет входить в механизм колебаний. Наиболее близким к предлагаемому является устройство для дуговой сварки с поперечными колебаниями горелки, содержащее корпус, представляющий собой ходовую тележку, электродвигатель с редуктором, кривошипный механизм колебаний с червячной парой и кривошипом, на оси которого закреплено храповое колесо, а в теле червячного колеса выполнен паз в котором установлена подпружиненная собачка, связывающая храповое колесо с червячным. На ходовой тележке закреплен суппорт, несущий сварочную горелку. Суппорт связан шатуном с кривоь-липом С4 . . Недостатком известного устройства является то, что храповое колесо слу жит для фиксации величины эксцентри-. ситета кривошипа, который определяет амплитуду колебаний. О величине этой амплитуды можно судить только по отметкам на лимбе. Поэтому установить электрод в нулевое положение можно, только провернув лимб и вы- ставив кривошип на нулевую отметку. Для того, чтобы выполнить эти операции в устройстве с программным управлением, необходим дополнительн лй привод, который бы вращал руйЪятку с лимбоМ и датчик нулевого положения лимба. Наличие дополнительного привода увеличивает габариты и массу устройства при сварке с, программным управлением. Известное устройство не обеспечивает автоматическую установку элек трода в-нулевое положение. Целью изобретения является упрощение конструкции устройства при про ведении процесса сварки с программны управлением путем обеспечения автома тической установки электрода в нулевое положение и приведение в действи механизма колебаний от одного привода и уменьшение габаритов и массы устройства. Поставленная цель достигается тем что в устройстве для дуговой сварки с поперечными колебаниями горелки, содержащем корпус,электродвигатель с редуктором, кривошипный механизм колеба,:ний горелки,на оси кривошипа которого смонтировано храповое колесо, и собачку для взаимодействия с храповым колесом, механизм колебаний выполиен с кулисой, связанной с горелкой и подпружиненной Относительно корпуса, храповое колесо выполнено однозубым,электродвигатель - реверсивным, а собачка закреплена на корпусе На фиг, 1 изображено устройство для дуговой сварки с поперечными колебаниями горелки; на фиг,. 2 - разре А-А на,фиг, 1; на фиг, 3 -разрез Б-Б на фиг, 2; на фиг,; 4 - разрез В-В на фиг, 1, Изображенке на фиг, 2, 3 и 4 уве личено по сравнению с изображением на фиг, 1г. Устройство для дуговой сварки со держит корпус 1, который крепится к сварочной установке при помощи хомута 2, В корпусе 1 установлен электродвигатель 3 и червячный редуктор 4, соединенные между собой муфтой 5 предельного момента. На тихоходном валу 6 редуктора А с одной стороны установлен кривоитп 7 механизма коле баний, а с другой - храповое колесо 8 с одним зубом, взаимодействующее с собачкой 9, закрепленной на корпусе 1 с возможностью поворота,и подпружиненной пружиной 10,Кривошип 7 кинема тически связан с кулисой 1.1, Кулиса 11 установлена на корпусе 1, один ее конец закреплен на нем с возможностью поворота, а второй - пружиной 12, К кулисе 11 прикреплена сварочная горелка 13, Устройство работает следующим ооразом, Электродвигатель 3 при помощи муф ты 5 вращает быстроходный вал редуктора 4, тихоходный вал 6 редуктора вращает кривошип 7 и храповое колесо 8, при этом собачка 9 проскакивает, Кривошип 7 вращает кулису 11, которая сообщает сварочной горелке 13 колебательное движение. При окончании сварки или переходе на сварку без колебаний производится реверс электродвигателя 3, При этом храповое колесо 8 поворачивается до попадания собачки 9 в зуб колеса 8 и останавливается, сварочная горелка 13 при этом располагается в среднем положении. Муфта 5 растормаживается и проскальзывается до остановки электродвигателя 3. . После остановки электродвигателя 3 кулиса 11 вместе с горелкой 13 удерживается в фиксированном положении пружиной 12, При этом после окончания сварки горелка 13 с электродом занимает определенное положение автоматически без дополнительных датчиков, следящих за положением электрода. Так как храповое колесо 8 жестко соединено с валом, на котором находится кривошип 7, а положение сварочной горелки 13 зависит от положения кривошипа 7, то электрод сварочной го релки 13 устанавливается в фиксированное положение.с большей точностью, зависящей только от точности установки зуба храпового колеса 8, относи тельно кривошипа 7 и точности изготовления деталей кинематической цепи: кривошип - кулиса - храповое колесо - собачка - оси и подшипники. Так как отсутствует дополнительный привод и датчик обратной связи системы программного управления, то горелка легче на 1 кг и уже на 50 мм. Упрощается система управления, ее габариты и масса, за счет ликвидации канала управления приводом установки электрода в нулевое положение. Время срабатывания также выше, чем у известных устройств, так как не нужно включать дополнительные механизмы.. По сравнению с базовым объектом, каким является робот Zimat 2012 авторской фирмы LGM, предлагаемое устройство обладает меньшей массой, а следовательно, позволяет использовать привод меньшей мощности, уве-. личенным сроком службы устройства и более высокой надежностью всего устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1983 |
|
SU1113223A1 |
| Устройство для колебания сварочного инструмента | 1982 |
|
SU1026985A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1983 |
|
SU1094695A1 |
| ВИБРАТОР СВАРОЧНОЙ ГОРЕЛКИ | 1971 |
|
SU314611A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1969 |
|
SU236679A1 |
| Устройство для дуговой сварки | 1987 |
|
SU1504032A1 |
| Устройство для сварки с колебаниями сварочной горелки | 1981 |
|
SU1030122A2 |
| Устройство для дуговой сварки с колебаниями электрода | 1986 |
|
SU1324792A1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |
УСТРОЙСТВО ДЛЯ.ДУГОВОЙ СВАРКИ С ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ГОРЕЛКИ, содержащее корпус, электродвигатель в . с редуктором, кривошипныймеханизм колебаний горелки, на оси кривошипа которого смонтировано храповое колесо, и собачку ДЛЯ взаимодействия с храповым колесом, отлич ающее с я тем, что, с целью упрощения конструкции устройства при проведении процесса сварки с программным управлением путем обеспечения автоматической установки электрода в нулевое положение и приведения ,s действие мег ханизма колебаний от одного привода и уменьшения габаритов и массы устройства, механизм колебаний выполнен с кулисой, связанной с горелкой и подпружиненной относительно корпуса, храповое колесо выполнено однозубым, электродвигатель - реверсивным, а собачка закреплена в кор:пусе. 00 оо со а
a
