(54) УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ с КОЛЕБАНИЯМИ ЭЛЕКТРОДА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1286376A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| Устройство для дуговой сварки | 1984 |
|
SU1224121A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для дуговой сварки с колебаниями электрода | 1983 |
|
SU1094695A1 |
| Устройство для колебания сварочного инструмента | 1982 |
|
SU1026985A1 |
| Устройство для автоматической сварки | 1972 |
|
SU631059A3 |
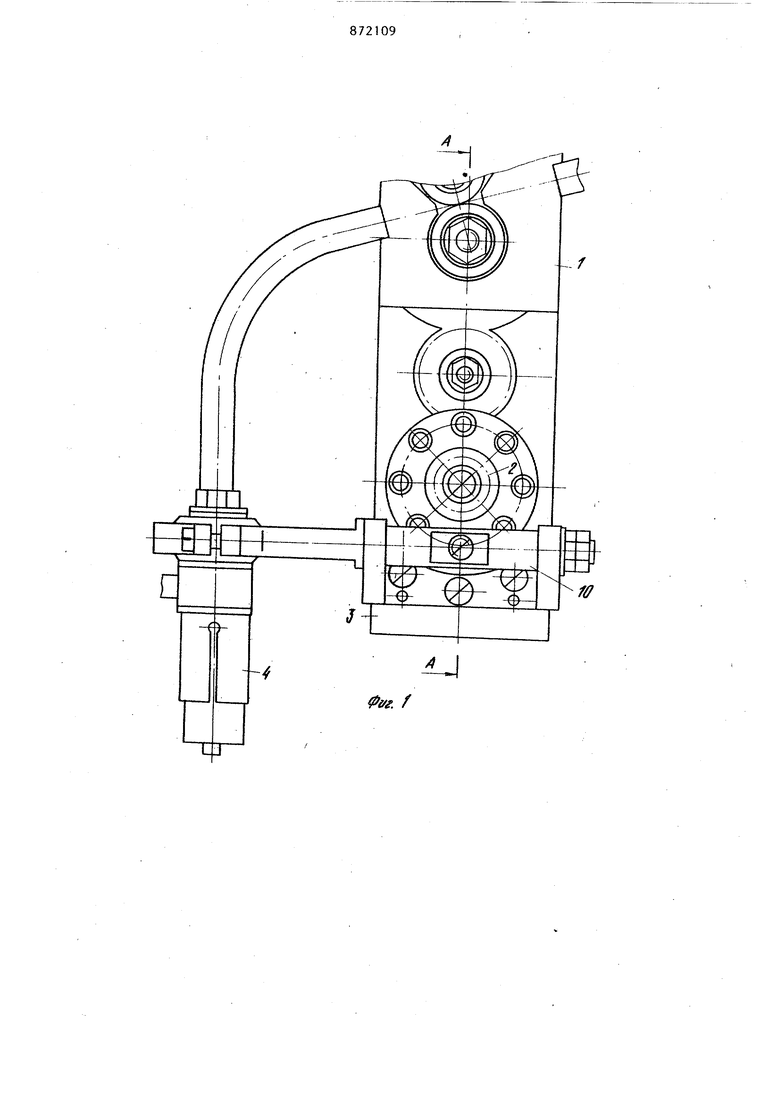
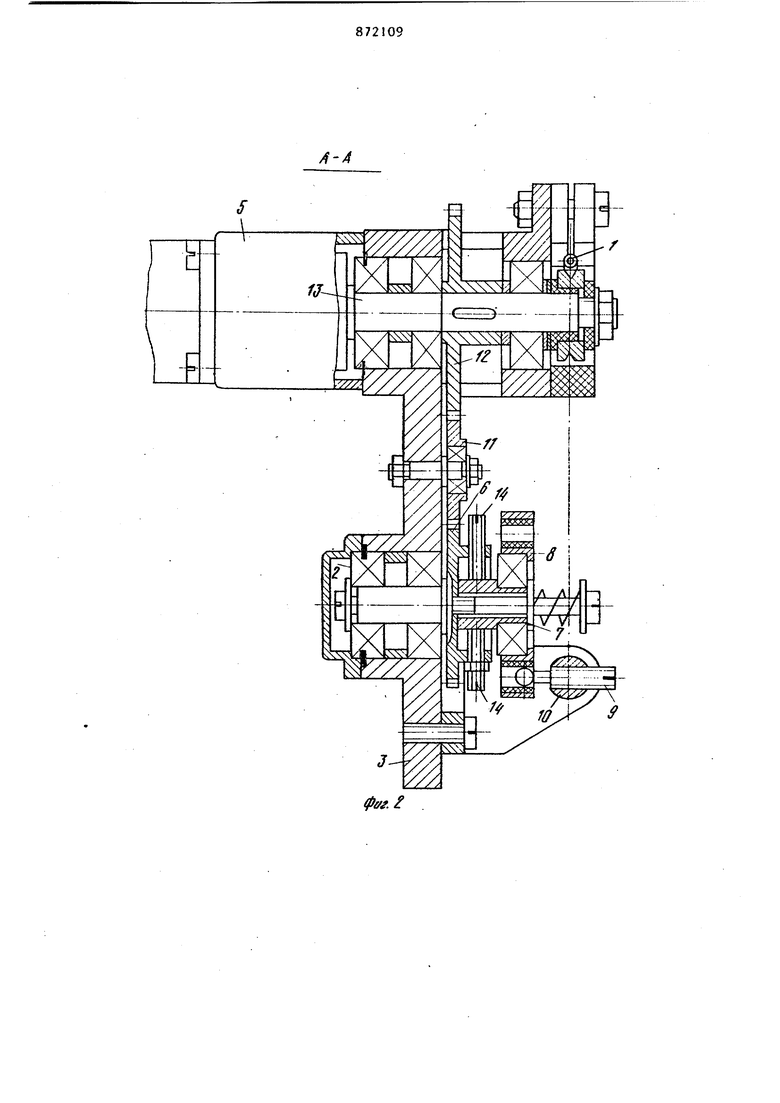
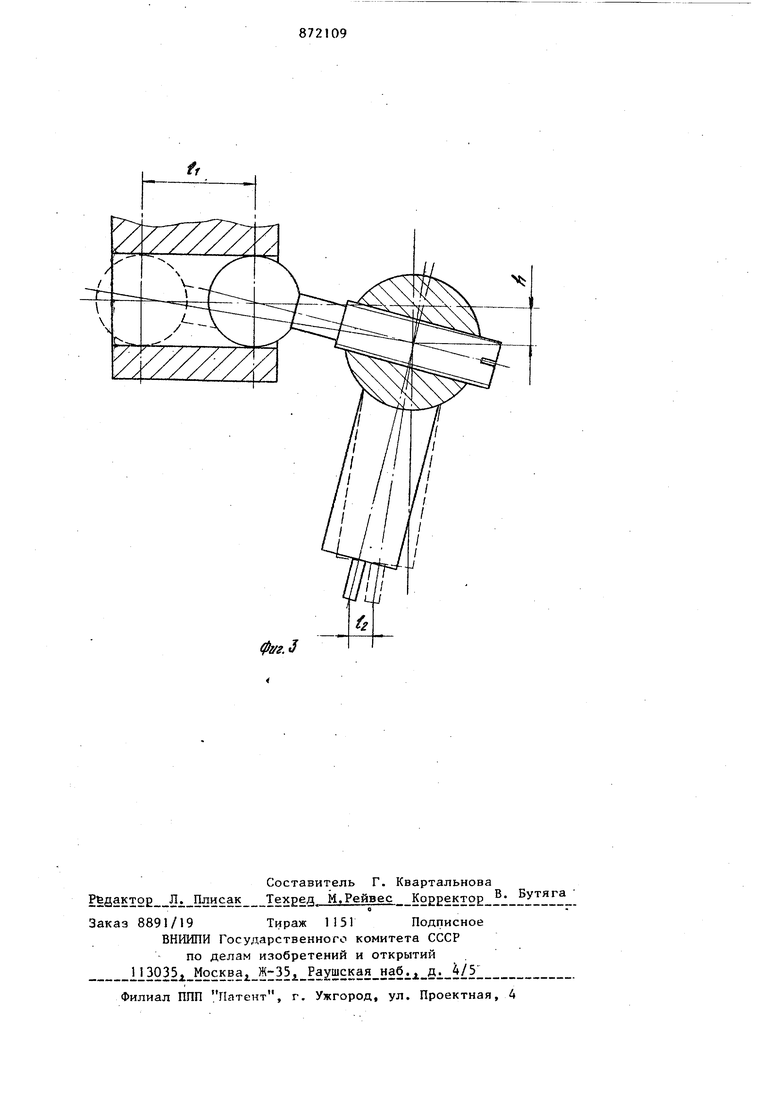
Изобретение относится к устройства дуговой сварки и может быть использовано в дуговых сварочных автоматах. Известно устройство для сварки, преимущественно неповоротных стыков трубопровода, содержащее подвижную каретку, смонтированную на обхватываю щем изделие гибком элементе, и устано ленную на каретке с возможностью поворота и фиксации относительно нее подвеску со сварочной головкой. Устройство снабжено механизмом колебания сварочной головки,установленным на подвеске с возможностью поворота относительно нее и выполненным в виде за крепленного на приводном валу кулачка, на котором установлен с возможностью свободного поворота диск с отверстием и входящим в него пальцем, жестко связанным с коленчатым рычаг ом,также связанным с дополнительно установленным с возможностью свободного поворота параллеьлно приводному валу валом. причем на дополнительном валу устано-. влена сварочная головка l . Недостатком этого устройства является сложность в изготовлении и отсутствие точной регулировки амплитуды колебаний. , Известно устройство для сварки с колебаниями электрода, состоящее из. диска с поводковыми пальцами, приво-, димого в действие от привода подачи проволоки, рычажной системы с храповыми собачками, входящими в зацепление с храповым колесом, соединенным с зубчатым колесом, входящим -в зацепг ление с зубчатой рейкой для осуществления подьема сварочной горелки, и коленчатого рычага с суппортом для регулировки подъема сварочной горелки 21 В данном устройстве колебания сварочной горелки зависят от подачи электродной проволоки и подьема рочной горелки, чем и вызвано применение сложной рычажной системы с храповыми собачками, храповым колесом и 3 зубчато-реечной передачей. Таким обра зом, недостатком известного устройства является сложность конструкции и эксплуатации. Известьо устройство для сварки с колебаниями электрода, содер лащее цилиндрический редуктор для вертикаль ного перемещения сварочной горелки и рычажную систему, соединяющую сварочную горелку с двумя ползунами, которые устанор ленъ соответственно в двух шестернях цилиндрического редуктора. Настройка амплитуды осуществляется посредством настройки рычажной системы .1 3 L . а/- .1 Недостатком устройства является необходимость настройки рычажкой системы и недостаточно точная регулировка амплитуды колебаний Известно устройство для сварки с к элебаниям электрода и с бесступенча той регулировкой амплитуды колебаний. Устройство содержит регулировочный винт, суппорт на направляющих скалках кулисныр механизм и рычаг, соединенны шпинделем со сварочной горелкой f,- Недостатком устройства является отсутствие точной регулировки амгти туды кoJ eбaннй, Известно также устройство для ду гозой сварки с колебаниями электрода содержащее крмвошипио-шатунный механизм, эксцентрикозый диск со втулкой рычаг и салазки, закрепленные на нап равляицих скалках fSj. Недостатком устройства является отсутствие простой и точной регулиров ки амплитуды колебаний сварочной горелкиНакболее близким по техническай суящости и достигаемому эффекту к изобретет-ию является устройство для дуговой сварки с колебаният-ш: электрода, содержащее мехализм подачи электродной проволоки и механизм колебаний сварочного инструмента, имеющие привод. Устройство приводится в ДВИ- женив единым электродвигателем, на валу которого насажен диск, фрикцион но сцепленный с двумя дисками.. один из которых вращает с червячной пер едачей, с которой свя-ганы ролики, подаюп -1е проволоку, другой диск связан посредством червячной передачи и сис темы рычагов с кондом сварочного инструмента( электрода) б J. Недостатками этого устройства лвляется наличие фрикционной передачи, допуска о0з,ей пр1оскальзывание5 при 9 водящее к неравномерной подаче электродной проволоки и нестабильности ее колебаний. Устройство сложно по конструкци и не обеспечивает необходимой точности регулировки амплитуды,,а это в свою очередь приводит к низкому качеству сварных швов. Цель изобретения повышение качества сварных соединений путем обес печения точной регулировки амплитуды колебаний. Цель достигается тем, что в устройстве для, ду;говой сварки с колебаниями электрода, содержащем механизм подачи электродной .проволоки и механизм колебания сварочного инструмента, имеющие общий привод, механизм колебания выполнен в виде шестерни с пазом, в котором установлен ползун с закрепленным на нем диском с отверстием, при этом в отверстии установлен р егулировочньй винт с шаровой головкой, жестко связанный через валик со свароч-7 ным инструментом. На фиг. I представлено устройство оби(ий вид на фиг. 2 - разрез А-А на фиг. Ц на фиг. 3 - кинематическая схема точной настройки амп,питуды колебаний. Устройство,в котором механизм подачи i электродной проволоки и механизм колебания 2 сварочной горелки размещены на кронштейне 3, закрепленном на сварочном тракторе, обеспечивающш-га возможность установки сварочной горелки 4 относительно сварочного шва, имеет один обпщй привод 5 указанных механизмов, А механизм колебаний имеет приводн то шестерню 6, в пазу которой установлен ползун 7.. На ползуне размещен диск 8, в отверстие которого входит шаровой головкой регулировочный винт 9. Винт установлен в валике 10, на котором закреплена сва-i речная горелка 4. При этом приводная шестерня 6 входит в зацепление через промежуточную шестерню 11 с основной шестерней 12, сидящей на выходном валу 13 привода 5 механизма подачи электродной проволоки. Устройство соде.ржит винты 4 для перемещения ползуна 7. Устройство работает следующим образом. Винтами i 4 ползун 7 леремещается по пазу приводной игестерни 6, смещая ось ползуна 7 относительно оси шестерни 6, Так как диск 8 размещен на пол5зуне 7, то и ось диска 8 также смещается, тем самым осуществляя предварительную настройку амплитуды колебаteH ((. 3)сварочной горелки U. Вращение выходного вала 13 единого привода 5 механизма подачи 1 электродной проволоки передается основной шестерней 2 через промежуточную шестерню 1 1 на приводную шестерню 6 механиз ма колебаний 2 сварочной горолки 4. При вращении приводной шестерни 6 ось ползуна 7 вращается вокруг оси привод ной шестерни 6, а диск 8, удерживаемый регулировочным винтом 9 и установ ленный на ползуне 7, покачивает валик 10 вокруг его оси, создавая поперечны колебания сварочной горелки 4 относительно сварного шва. Вследствие вращения регулировочного винта 9 увеличивается или уменьшается плечо Z (фиг. З) , тем самым при постоянстве угла О (фиг. З) и .предварительной настройке амплитуды колебания ii (фиг. 3 обеспечивается точная настройка амплитуды колебания 2(фиг. З) сварочной горелки (4). Изобретение позволяет повысить качество сварного шва за счет введения точной регулировки амплитуды колебаний сварочной горелки, увеличить надежность и сократить стоимость устрой ства за счет использования единого привода для механизма подачи электрод ной проволоки и механизма колебания сварочной горелки. 9 Формула изобретения Устройство для дуговой сварки с колебанияьи электрода, содержащее механизм подачи электродной проволоки и механизм колебания сварочного Инструмента, имеклцие общий привод, отличающееся тем, что, с целью повьш1ения качества сварных соединений путем обеспечения точной регулировки амплитуды колебаний, механизм колебания выполнен в виде шестерни с пазом, в котором установлен ползун с закрепленным на нем диском с отверстием, при этом в отверстии установлен регулировочный винт с шаровой головкой, жестко связанный Чере валик со сварочным инструментом. Источники информации, принятые во внимание при экспертизе 1.Патент СССР № 598549, кл. В 23 К 9/30, 15.05.73. 2.Патент ГДР № 50712, кл. 21 Ь 30/17, 1960. 3.Патент США № 3681504, кл. 219-125, 01.08.72. 4.Патент ГДР №127592, кл. В 23 К 9/12, 05.10.77. . 5.Патент ГДР № 129298, кл. В 23 К 9/12, 11.01.78. 6.Авторское свидетельство СССР № 32646, кл. В 23 К 9/12, 29.04.32.
