Изобретение относится к электродуговой сварке в среде защитных газов и может быть применено преимущественно для оснащения сварочных автоматов в различных отраслях народного хозяйства.
Известно устройство для автоматической сварки продольных, кольцевых и угловых швов, состоящее из горелки с электродом и механизма подачи присадочной проволоки, закрепленных на механизме установки заданной длины дуги, механизма поворота горелки в горизонтальной плоскости, вал которого установлен по одной оси с электродом горелки, и механизм наклона горелки в вертикальной плоскости с возможностью его поворота по окружности с центром на рабочем конце электрода горелки, соединенных с механизмом установки заданной длины дуги.
Недостатком известного устройства является отсутствие в нем поперечных колебаний горелки, что не позволяет сваривать широкие швы за один проход, например, при сварке толстостенных элементов с разделкой кромок. Другим недостатком является то, что при слежении за длиной дуги перемещается не только горелка с электродом, но и механизм подачи присадочной проволоки, поэтому точность слежения снижается, а следовательно, ухудшается и качество сварного соединения. Кроме того, двигатель в механизме слежения должен быть большой мощности, что удорожает конструкцию и увеличивает ее вес.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является устройство для дуговой сварки, принятое за прототип, В этом устройстве применены для дуговой сварки в среде защитных газов с подачей присадочной проволоки горелки с неплавящимся электродом, мундштук для направления присадочной проволоки с блоком корректировки его положения относительно горелки, блок слежения за длиной дуги, блок колебания горелки и механизм разворота горелки и мундштука относительно середины стыка.
Недостатком известного устройства является то, что несмотря на наличие в нем блока колебания горелки, все же невозможно сваривать широкие швы за один проход, например, при сварке толстостенных элементов с разделкой кромок, поэтому в таких случаях сварка осуществляется в несколько проходов, когда горелку и мундштук разворачивают относительно середины стыка. Невозможность сварки широкого шва за один проход в известном устройстве объясняется тем, что колебания горелки производятся разворотом ее в вертикальной плоскости относительно середины стыка, при котором электрод горелки .по мере ухода от середины стыка удаляется от свариваемой
поверхности и встает под углом к ней, что нарушает процесс нормального горения дуги и затрудняет стабилизацию ее во время сварки. Другим недостатком известного устройства является сложность его конструк0 ции, т.к. при. многопроходной сварке вместе с разворотом надо разворачивать также мундштук для сохранения первоначального положения мундштука относительно горелки, для чего используется блок
5 корректировки положения мундштука.
Целью изобретения является осуществление возможности сварки толстостенных элементов за один проход и упрощение конструкции.
0 Указанная цель достигается тем, что устройство для дуговой сварки неплавящимся электродом в среде защитных газов с подачей присадочной проволоки содержит сварочную горелку с неплавящимся
5 электродом, мундштук для направления присадочной проволоки, установленной на механизме корректировки его положения относительно горелки, а также блок слежения за длиной дуги и блок колебания горел0 ки. .
Новым является то, что оно снабжено несущим кронштейном, на котором установлены блок слежения за длиной дуги и рычаг. Механизм корректировки положения мунд5 штука и блок колебания горелки смонтированы на рычаге. Блок слежения за длиной дуги выполнен в виде неподвижно установленного на несущем кронштейне привода с движущимся возвратно-поступательным
0 выходным элементом, шарнирно связанного с качающимся на оси рычагом. Ось качания рычага закреплена на несущем кронштейне. Блок колебания горелки выполнен в виде неподвижно установленного
5 на рычаге привода с движущимся возвратно-поступательно выходным элементом и двуплечего качающегося на оси коромысла. Ось качания коромысла закреплена на рычаге и расположена перпендикулярно оси
0 качания рычага. Одно плечо коромысла кинематически связано с выходным элементом второго привода, а на другом плече закреплена сварочная горелка, ось которой параллельна оси качания коромысла. В уст5 ройстве для повышения плавности колебания горелки и слежения за дугой оси установлены на опорах качения. Для удешевления конструкции устройства приводы слежения и колебания конструктивно выполнены идентично. Для повышения точности амплитуды колебания горелки кинематическая связь выходного элемента привода колебания с коромыслом выполнены в виде зубчатой реечной передачи.
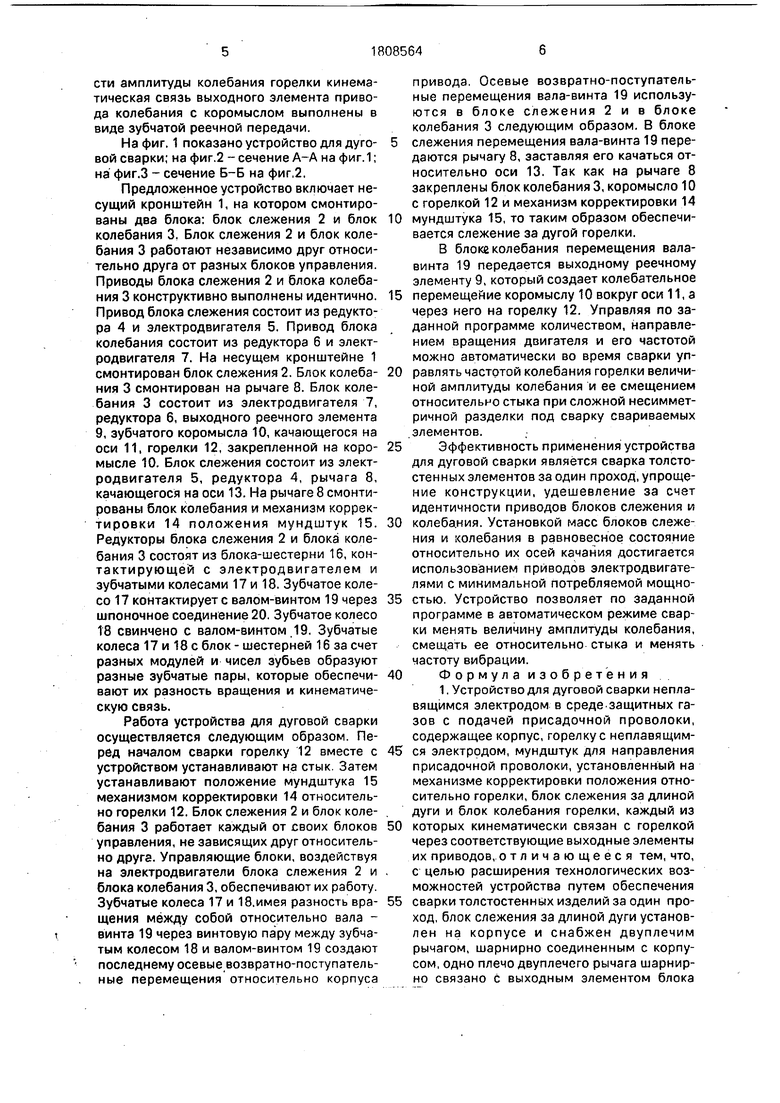
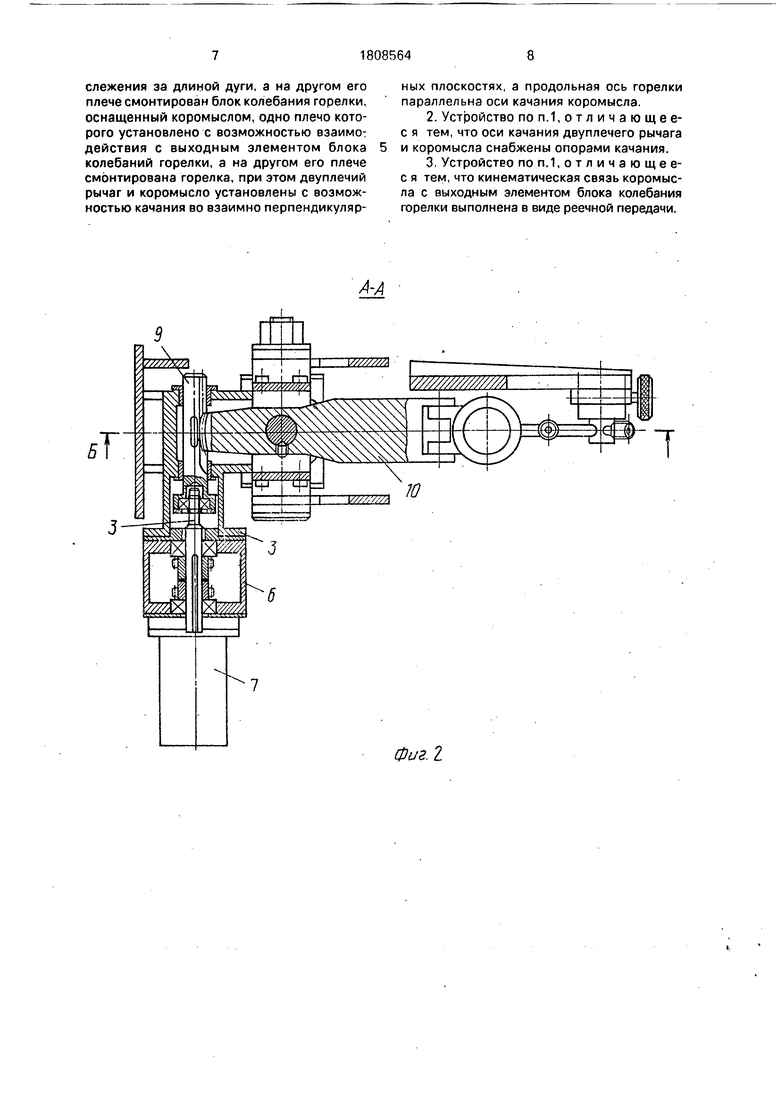
На фиг. 1 показано устройство для дуговой сварки; на фиг.2 - сечение А-А на фиг. 1; на фиг.З - сечение Б-Б на фиг,2.
Предложенное устройство включает несущий кронштейн 1, на котором смонтированы два блока: блок слежения 2 и блок колебания 3, Блок слежения 2 и блок колебания 3 работают независимо друг относительно друга от разных блоков управления. Приводы блока слежения 2 и блока колебания 3 конструктивно выполнены идентично. Привод блока слежения состоит из редуктора 4 и электродвигателя 5. Привод блока колебания состоит из редуктора 6 и электродвигателя 7. На несущем кронштейне 1 смонтирован блок слежения 2. Блок колебания 3 смонтирован на рычаге 8. Блок колебания 3 состоит из электродвигателя 7, редуктора 6, выходного реечного элемента 9, зубчатого коромысла 10, качающегося на оси 11, горелки 12, закрепленной на коромысле 10. Блок слежения состоит из электродвигателя 5, редуктора 4, рычага 8, качающегося на оси 13. На рычаге 8 смонтированы блок колебания и механизм корректировки 14 положения мундштук 15. Редукторы блока слежения 2 и блока колебания 3 состоят из блока-шестерни 16, контактирующей с электродвигателем и зубчатыми колесами 17 и 18. Зубчатое колесо 17 контактируете валом-винтом 19 через шпоночное соединение 20. Зубчатое колесо 18 свинчено с валом-винтом 19. Зубчатые колеса 17 и 18 с блок - шестерней 16 за счет разных модулей и чисел зубьев образуют разные зубчатые пары, которые обеспечивают их разность вращения и кинематическую связь.
Работа устройства для дуговой сварки осуществляется следующим образом. Перед началом сварки горелку 12 вместе с устройством устанавливают на стык. Затем устанавливают положение мундштука 15 механизмом корректировки 14 относительно горелки 12. Блок слежения 2 и блок колебания 3 работает каждый от своих блоков управления, не зависящих друг относительно друга. Управляющие блоки, воздействуя на электродвигатели блока слежения 2 и блока колебания 3, обеспечивают их работу. Зубчатые колеса 17 и 18.имея разность вращения между собой относительно вала - винта 19 через винтовую пару между зубчатым колесом 18 и валом-винтом 19 создают последнему осевые возвратно-поступательные перемещения относительно корпуса
привода, Осевые возвратно-поступательные перемещения вала-винта 19 используются в блоке слежения 2 и в блоке колебания 3 следующим образом. В блоке 5 слежения перемещения вала-винта 19 передаются рычагу 8, заставляя его качаться относительно оси 13. Так как на рычаге 8 закреплены блок колебания 3, коромысло 10 с горелкой 12 и механизм корректировки 14
0 мундштука 15, то таким образом обеспечивается слежение за дугой горелки.
В блоке колебания перемещения вала- винта 19 передается выходному реечному элементу 9, который создает колебательное
5 перемещение коромыслу 10 вокруг оси 11, а через него на горелку 12. Управляя по заданной программе количеством, направлением вращения двигателя и его частотой можно автоматически во время сварки уп0 равлять частотой колебания горелки величиной амплитуды колебания и ее смещением относительно стыка при сложной несимметричной разделки под сварку свариваемых элементов.
5 Эффективность применения устройства для дуговой сварки является сварка толстостенных элементов за один проход, упрощение конструкции, удешевление за счет идентичности приводов блоков слежения и
0 колеба.ния. Установкой масс блоков слежения и колебания в равновесное состояние относительно их осей качания достигается использованием приводов электродвигателями с минимальной потребляемой мощно5 стью. Устройство позволяет по заданной программе в автоматическом режиме сварки менять величину амплитуды колебания, смещать ее относительно стыка и менять частоту вибрации.
0 Формула изобретения
1. Устройство для дуговой сварки непла- вящймся электродом в среде защитных газов с подачей присадочной проволоки, содержащее корпус, горел кус неплавящим5 ся электродом, мундштук для направления присадочной проволоки, установленный на механизме корректировки положения относительно горелки, блок слежения за длиной дуги и блок колебания горелки, каждый из
0 которых кинематически связан с горелкой через соответствующие выходные элементы их приводов, отличающееся тем, что, с целью расширения технологических возможностей устройства путем обеспечения
5 сварки толстостенных изделий за один проход, блок слежения за длиной дуги установлен на корпусе и снабжен двуплечим рычагом, шарнирно соединенным с корпусом, одно плечо двуплечего рычага шарнирно связано с выходным элементом блока
слежения за длимой дуги, а на другом его плече смонтирован блок колебания горелки, оснащенный коромыслом, одно плечо которого установлено с возможностью взаимот действия с выходным элементом блока колебаний горелки, а на другом его плече смонтирована горелка, при этом двуплечий рычаг и коромысло установлены с возможностью качания во взаимно перпендикулярных плоскостях, а продольная ось горелки параллельна оси качания коромысла.
2. Устройство поп.1,отличающее- с я тем, что оси качания двуплечего рычага и коромысла снабжены опорами качания.
3. Устройство поп.1,отличающее- с я тем, что кинематическая связь коромысла с выходным элементом блока колебания горелки выполнена в виде реечной передачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1978 |
|
SU776816A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| Устройство для дуговой сварки | 1973 |
|
SU561646A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1018833A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
Использование: электродуговая сварка толстостенных изделий в среде защитных газов неплавящимся электродом. Сущность изобретения: устройство состоит из корпуса (1), горелки (12) мундштука (15) для направления присадочной проволоки, блока слежения (2) за длиной дуги и блока колебаний горелки. Блок слежения (2) установлен на корпусе (1) и снабжен качающимся двуплечим рычагом (8). Одним плечом двуплечий рычаг связан с блоком слежения (2). а на другом его плече смонтирован блок колебания горелки. Блок колебания имеет коромысло, на одном плече которого установлена горелка (12), при этом двуплечий рычаг (8) и коромысло установлены с возможностью качания во взаимно перпендикулярных плоскостях. 2 з.п.ф-лы, 3 ил.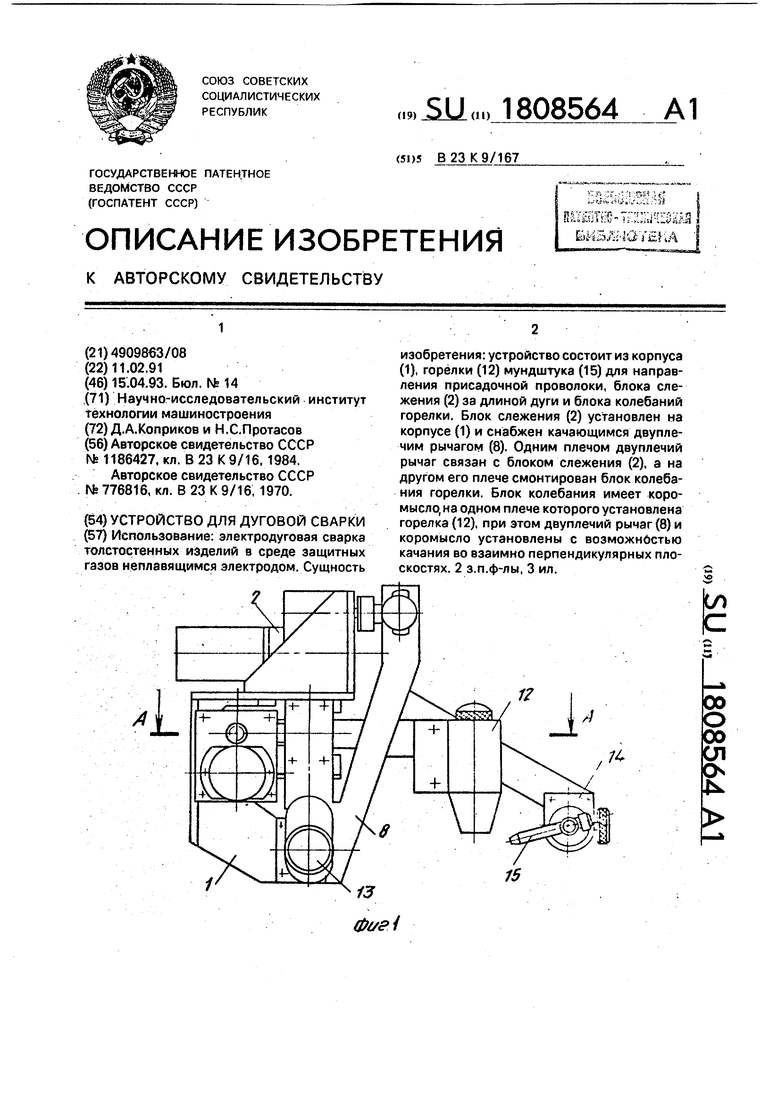
А-А
| Устройство для автоматической сварки продольных,кольцевых и угловых швов | 1984 |
|
SU1186427A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для дуговой сварки | 1978 |
|
SU776816A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
