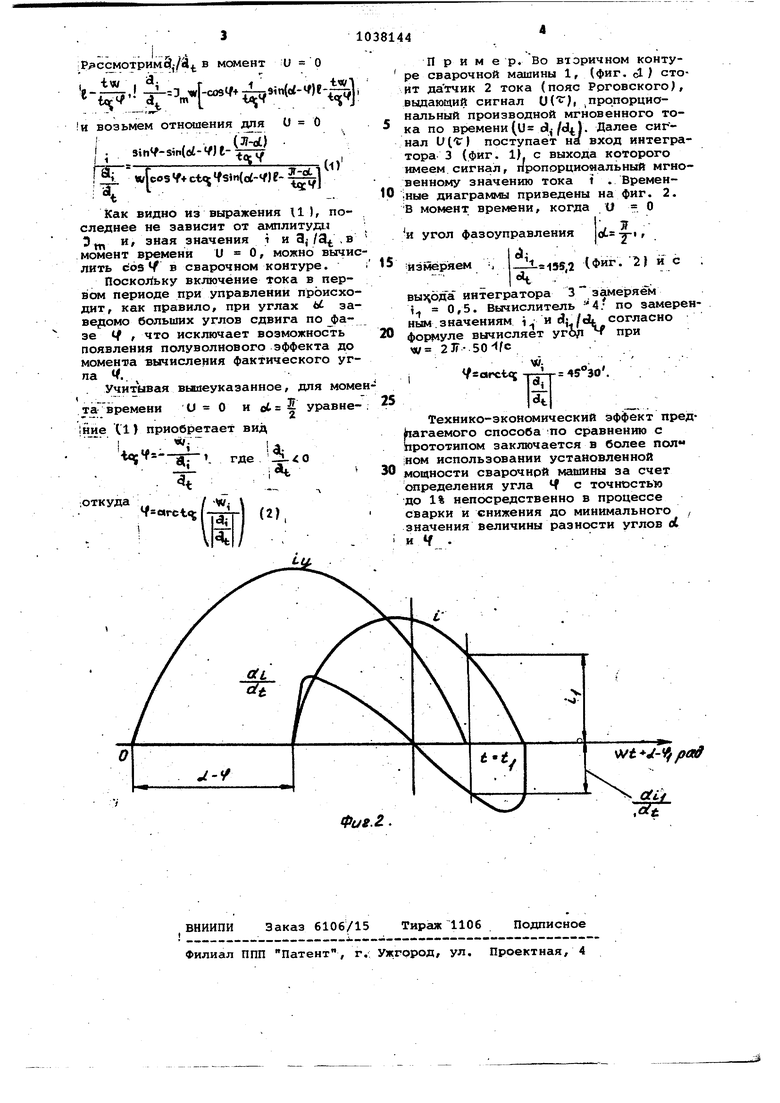
Изобретение относится к электросварке и может быть использовано для измерения коэффициента мощности однофазной контактной сварочной MatanHbij т.е. угла сдвига -f между мгновенньоми значениями нагфяжения |И тока во вторичном контуре машин контактной сварки с фазовым управлением и для определения коэффициента мощности однофазной контактной сварочной машины. Известны способы определения угла сдвига фазмежду током и напряжением контактных сварочных машин . Однако указанные способы имеют низкую точность измерения и не позво ляют измерять угол свдига непосредственно в процессе контактнойсварки Известен способ измерения сдвига фаз косвенным методом с помощью трех приборов - вольтметра, ампермет ра и ватметра f2 1, Однако данный способ имеет невы,сокую точность из-за методической погрешности, вызванной собственным потреблением энергии приборами. Наиболее близким к предлагаемому является способ измерения коэффициента мощности однофазной .контактной сварочной машины, преимущественно с использованием тиристорного управления, при котором измеряют параметры сварочного контура и по его измеренным параметрам вы1числяют угол сдвига Ч между мгновенным напряжением и током во вторичном ко туре сварочной машины СЗ. Недостатком известного способа является низкий коэффициент полезного действия сварочной машины, обусловленный невысокой точностью изме;рения угла сдвига ,4 в процессе свар ки и низ;ким качеством настройки сварочной машины. Цель изобретения - увеличение КПД сварочной машины за счет повышения точности автоматического измерения угла сдвига непосредственно в процессе сварки и улучшение качества настройки сварочной машины. Поставленная цель достигается тем, что, согласно способу измерения коэффициента мощности однофазной контактной сварочной машины, преиму в ественно с использованием тиристор ногр управления, при котором измеря ют параметры сварочного контура и по измеренным параметрагл вычисляют .угол сдвига между мгновенньм напряжением и током ро вторичном контуре сварочной машины, определяют момент времени, при котором мгновенное значеиие напряжения в сварочном кон туре равно нулю, а угол включения тиристоров равен 90 и в этот момен йэмеряпот мгновенное значение тока в сварочнс контуре производную мгн вашного тока по времени, по значениям которых вычисляют угол сдвига между напряжением и током в сварочном контуре по формуле . f-acfci-c 1х - круговая частота i - мгновенное значение тока ,. в сварочном контуре; - производная тока по времени, фиг. 1 приведена блок-схема, иллюстрирзпощая способ измерения угла сдвига между напряжением и током в контуре сварочной машины5 на фиг. 2 - временные диаграммы для мгновенного напряжения (U) , мгновенного значения тока (i), производной тока по времени А. Способ осуществляются следующим образом. Во вторичном контуре сварочной машины 1 ставят датчик 2 тока (пояс РОГОВСКОГО ), а также интегратор 3. Опыты показали, что при контроле cos Ч в процессе сварки основную роль играет момент замера . Момент включения, обеспечивающий наибольшую точность, является время когда и О. В данный мо(и 0 измеряем мент при t - t-,. (фиг. 2 с датчика тока (пояс РОГОВСКОГО). Замеренное значение d,-/cJ подается на вход интегратора 3 (фиг. 1), -который вычисляет i и далее вычислитель 4. определяет угол сдвига Ч , задав предварительно угол фазоуправления . Вычислитель ч4 . может быть реализован аппаратными или программными способами на основе микро-ЭВМ. -Выбор моментц замера d А подтверждается нижеследующими выводами. Электрические процессы в сварочной машине при тиристорном управле- . НИИ описываются уравнениями a.u -sin wt ot;,. , m s((oi-tf;E-1, r. m m соответственно амплиту-. ды тока и напряжения / v - круговая частота, - время/ oL - угол включения тиристоров/If - угол сдвига. Если производить измерение (вычисление ) мгновенного значения тока . в момент времени, когда tl О, то п Jr (п О,.. ., К ), тогда (ot-tf;-e--|- ;р ссмотримй,./«1 в момент U О и возьмем отнсмдения для I . 3inV-sif.{ei-/)t-:f- rJT wrcos«f+ct.4sir.()P- 2 Как видно из выражения 1 ), последнее не зависит от амплитуди зная значения i и 3,- /3 , в момент времени U О, можно вычи лить dos f в сварочном контуре. nocKOJibKy включение тока в первс 1 периоде при управлении происхо дит, как правило, при углах / за ведомо больших углов сдвига по азе tf , что исключает возможность появления полуволнового эффекта до момента вычисления фактического уг па . Учитывая вышеуказанное, для мом тавремени U О и ot уравне 1ние XI) приобретает вид Приме р. Во вторичном контуре сварочной машины 1, (фиг. с1 стоит датчик 2 тока (пояс Ррговского), выдающий сигнал , пропорциональный производной мгновенного тока по времени (и dl,. Далее сигнал и It) поступает на вход интегратора 3 (фиг. 1К с выхода которого имеем сигнал, пропорциональный мгновенному значению тока t . Времен|ные диаграммы приведены на фиг. 2. В момент времени, когда О . О и угол фазоуправления Т в1 lLaiaS,2 (фиг- 1 и с йзмёряем ч интегратора 3 замеряем ц 0,5. Вычислитель 4; по замер нь1м.значениям i и Дц/А согласно вычисляет yrcyi при ч(/ 45-30. fscir«ct 5 Технико-экономический эффект предharaeMoro способа по сравнению с прототипом заключается в более пол ;ном использовании установленной мощности сварочнрй машины за счет определения угла с точнгзстью до 1% непосредственно в процессе сварки и снижения до минимального , значения величины разнскзти углов л и Ч .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ СВАРОЧНОГО ТОКА | 2009 |
|
RU2424096C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2011 |
|
RU2457497C1 |
| Способ измерения коэффициента мощности однофазной контактной сварочной машины | 1986 |
|
SU1310149A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА МОЩНОСТИ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЫ | 2009 |
|
RU2424098C1 |
| Устройство для измерения и контроля действующего значения сварочного тока | 1991 |
|
SU1787090A3 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| Устройство для измерения напряжения на сварочных электродах | 1978 |
|
SU764895A1 |
СПОСОБ ИЗМЕРЕНИЯ КОЭФФИЦИЕНТА МОЩНОСТИ ОДНОФАЗНОЙ КОНТАКТНОЙ .СВАРОЧНОЙ МАШИНЫ, преимущественйо с Использованием тиристорного управле ния, при котором измеряют параметры сварочного контура и по измеренным параЯётрам вычисляют угол сдвига между мгновенным напряжением и током во вторичнсм контуре сварочной машины, отличающийся тем, что, с целью увеличения КПД сварочной машины за счет повышения точности автоматического измерения угла сдвига непосредственно в процессе сварки и улучшения качества настройки сварочной машины, определяют момент времени, при котором мгновенное значение напряжения в сварочном контуре равно нулю, а угол включения тиристоров равен 90 и в этот момент измеряют мгновенное значение . тока в сварочном,контуре, прризводЧ Ную мгновенного тока по времё 1и, ,1сг значениям которых вычисляют угол -рдвига f между напряжением и током а сварочном контуре по формуле , где «v - круговая частота) 1 - мгновенное значение тока . 3 сварочном .контуре; производная мгновенного тока по времени.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рыськова З.А | |||
| Трансформаторы для электрической контактной сварки | |||
| Энергия, Ленинградское отделение, 1975, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| .; ,- .f.2 | |||
| Атамалян Э.Г | |||
| и др | |||
| Методы и средства измер ения электрических величин | |||
| М., Высшая школа, 1974, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патон Б.Е,, 1ебедев В.К | |||
| Электрооборудование для контактной сварки | |||
| М., Машиностроение, 1969, с | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
