1 .
Изобретение относится к сварочно му производству и может быть использовано для измерения коэффицента мощности однофазной контактной сварочной машины, т.е. угла сдвига меж ду мгновенным значением напряжения и тока во вторичном контуре машин контактной сварки с фазовым управлением.
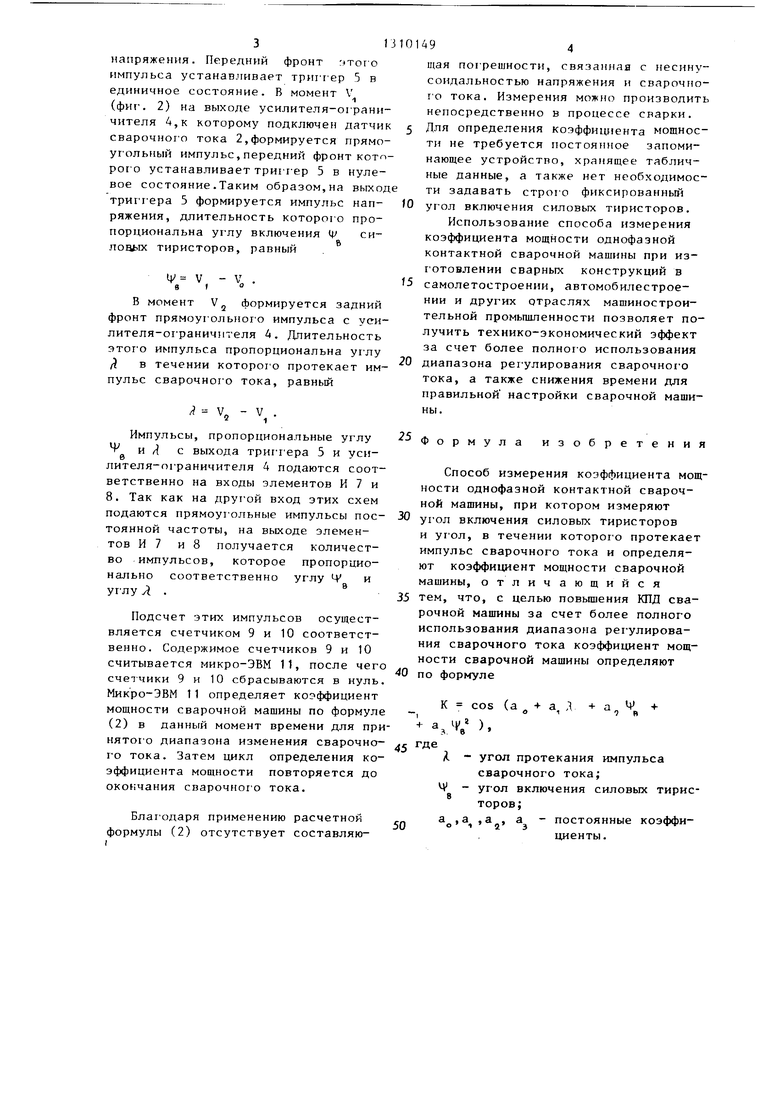
Целью изобретения является повы- шение КПД сварочной машины за счет более полного использования диапазна рег улирования сварочного тока. На фиг. 1 показана блок-схема устройства для реализации способа мерения коэффициента мощности сварной машины; на фиг. 2 - диаграммы изменений сварочного тока и напряжний -питающей сети и на вторичной обмотке сварочног О трансформатора.
В отличе от известных в предлагаемом способе нет жестких требований к фиксированному значению угла включения тиристоров и не требуетс постоянное запоминающее устройство большой емкости. При этом измерени коэффициента мощности однофазной сварочной контактной машины можно вести непосредственно в процессе сварки.Электрические процессы, про ходящие во вторичном контуре однофазной сварочной машины для контакной сварки, описываются уравнением
., |sin(,-)-sin(t,-Y) ,
при )t 4 ;
при л « u t Jit
де 1
uJ
Ч ямгновенное значение тока в относительных единицах; круг овая частота; уг ол включения силовых тиристоров;
уг ол сдвига между напряжением и током; угол, в течение которог о протекает импульс свароч- ног О Toka, определяемы из условия i 0.
Использование уравнения (1) для определения угла ц требует больших затрат времени. Коэффициент мощности можно вычислить по более простому уравнению второй степени:
К cos (а + а Ц + а„ Ц -+ а,
, fOз- 15
с- 30
,-Ц 1 ),(2)
где постоянные коэффициенты а , а , а„, а определяются методом наименьших квадратов по массиву данных А (Я, , 4) который получают численным решением уравнения (1), кот да и) t Я т.е. i О.
Для реального диапазона изменения коэффициента мощности однофазных машин контактной сварки, примерно от 45 до 80 , и диапазона изменения у1 ла включения силовых тиристоров Ч от Ц до 90 расчетные значения коэффициентов равны: а - 163°; а . 0,9851; а „ 0,5151;
10
- 3
20
25
,
35
)
40
и
45
50
55
Bj 4,2324
При этом пог решность определения коэффициента мощности по выражению (2) не превышает 3,5%.
Устройство содержит датчик напряжения 1, датчик тока 2, усилители- ог раничители 3 и 4, триггер 5, г ене- ратор 6, элементы И 7 и 8, счетчики 9 и 10, микро-ЭВМ 11, которая подключена к блоку управления сварочной машиной 12.
Элементы схемы соединены следующим образом. Датчик тока первым выходом подключен к входу усилителя ог раничителя 3, который подключен к первому входу тригг ера 5. Выход датчика напряжения 2 подключен к входу усилителя-ограничителя 4,выход которого подключен к второму входу триггера 5. Выход триггера 5 подключен к первому входу элемента И 7, а выход усилителя ог раничителя 4 - к первому входу элемента И 8, вторые входы элементов И 7 и 8 соединены с выходом генератора 6. Выходы элементов И 7 и 8 подключены соответственно к первым входам счетчиков 9 и 10, выходы которых подюключены к входу микро-ЭВМ 11. Первый выход микро-ЭВМ 11 соединен с входом блока управления сварочной машины 12, а второй ее выход - с вторыми входами счетчиков 9 и 10.
Устройство измерения работает следующим образом.
При сварке в момент V . 2)
о
на выходе усилителя-ог раничителя 3, к которому подключен датчик напряжения сети 1, появляется прямоугольный импульс, длительность которого равна полупериоду сетевого
313
напряжения. Передний фронт этог о импульса устанавливает тригг ер 5 в единичное состояние. В момент V (фиг. 2) на выходе усилителя-ограничителя 4,к которому подключен датчик сварочного тока 2,формируется прямо- уг ольный импульс, передний фронт кото- рог о устанавливает триггер 5 в нулевое состояние.Таким образом,на выход тригг-ера 5 формируется импульс нап- ряжения, длительность которого пропорциональна углу включения Ф си6 тиристоров, равный
V V, - ; .
в момент V2 формируется задний фронт прямоуг ольног о импульса с уеи- лителя-ог раничителя U. Длительность этого импульса пропорциональна углу ({ в течении которого протекает импульс сварочного тока, равный
V, - V .
Импульсы, пропорциональные углу
Н и Л с выхода тригг ера 5 и
лителя-ограничителя 4 подаются соответственно на входы элементов И 7 и 8. Так как на друг ой вход этих схем подаются прямоугольные импульсы пос- тоянной частоты, на выходе элементов И 7 и 8 получается количество импульсов, которое пропорционально соответственно углу Ч и уг-лу Л .
Подсчет этих импульсов осуществляется счетчиком 9 и 10 соответственно. Содержимое счетчиков 9 и 10 считывается микро-ЭВМ 11, после чего сче1чики 9 и 10 сбрасываются в нуль. Мик ро-ЭВМ 1 1 определяет коэффициент мощности сварочной машины по формуле (2) в данный момент времени для при нятог о диапазона изменения сварочно- го тока. Затем цикл опредепения коэффициента мощности повторяется до окончания сварочног о тока.
Благ одаря применению расчетной формулы (2) отсутствует составляю
0
5
5
0 5
0
- 5
0
494
щая погрешности, связанная с несинусоидальностью напряжения и сварочно- г о тока. Измерения можно производить непосредственно в процессе сварки. Для определения коэффициента мощности не требуется постоянное запоминающее устройство, хранящее табличные данные, а также нет необходимости задавать строго фиксированный угол включения силовых тиристоров. Использование способа измерения коэффициента мощности однофазной контактной сварочной машины при из- г отовлении сварных конструкций в самолетостроении, автомобилестроении и других отраслях машиностроительной промьшшенности позволяет получить технико-экономический эффект за счет более полног-о использования диапазона рег улирования сварочного тока, а также снижения времени для правильной настройки сварочной машины.
Формула изобретения
Способ измерения коэффициента мощности однофазной контактной сварочной машины, при котором измеряют угол включения силовых тиристоров и уг ол, в течении которого протекает импульс сварочного тока и определяют коэффициент мощности сварочной машины, отличающийся тем, что, с целью повьпиения КПД сварочной машины за счет более полного использования диапазона регулирования сварочного тока коэффициент мощности сварочной машины определяют по формуле
К cos (а а, Л + , U +
,/v .
где
Д. - угол протекания импульса
сварочного тока;
VV - угол включения силовых тиристоров;
а,а,а , а - постоянные коэффициенты.
t}фиг.2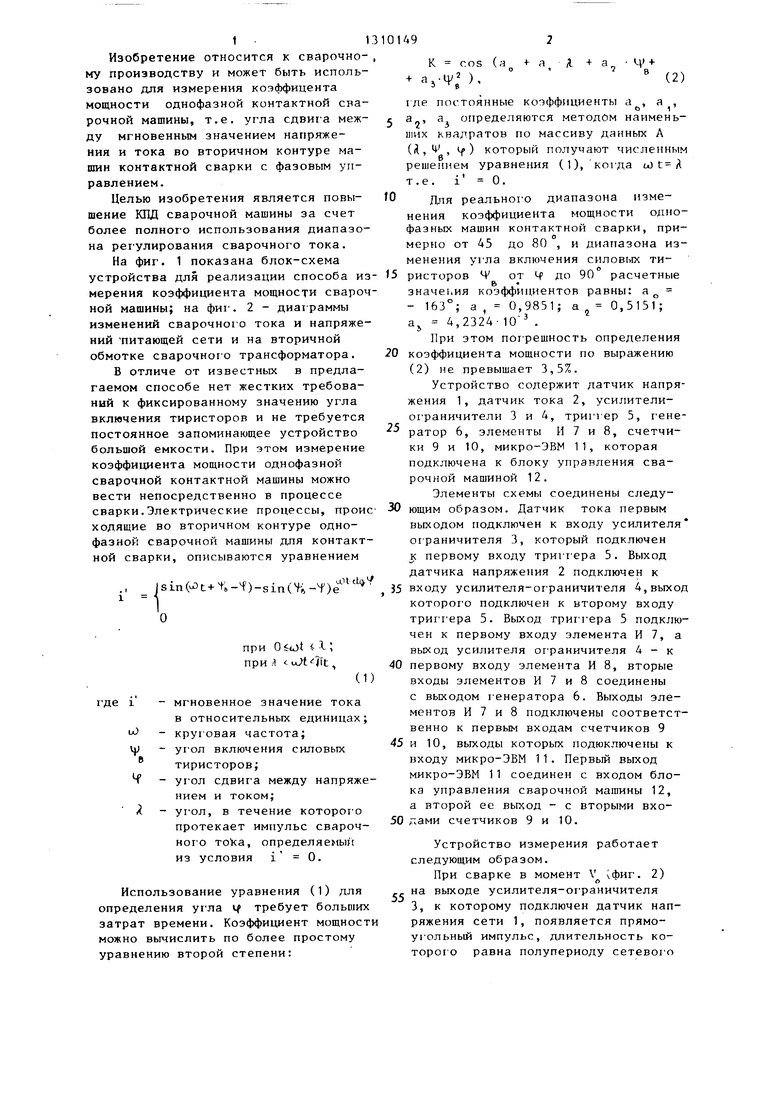
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения коэффициента мощности однофазной контактной сварочной машины | 1982 |
|
SU1038144A1 |
| Способ контроля активного сопротивления сварочного контура при контактной сварке | 1990 |
|
SU1816603A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1683244A1 |
| Способ управления процессом контактной стыковой сварки непрерывным оплавлением | 1980 |
|
SU903025A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО ПИТАНИЯ СВАРОЧНОГО ТРАНСФОРМАТОРА ОДНОФАЗНЫХ КОНТАКТНЫХ МАШИН ПЕРЕМЕННОГО ТОКА | 2007 |
|
RU2392099C2 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ ПИТАНИЕМ СВАРОЧНОГО ТРАНСФОРМАТОРА ОДНОФАЗНЫХ КОНТАКТНЫХ МАШИН ПЕРЕМЕННОГО ТОКА ПРИ СВАРКЕ | 2011 |
|
RU2521743C2 |
| Система электроснабжения однофазной машины для шовной контактной сварки | 1988 |
|
SU1636925A1 |
| Способ контроля процесса контактной точечной сварки | 1988 |
|
SU1618548A1 |
| Система для управления процессом контактной точечной и шовной сварки | 1987 |
|
SU1511039A1 |
| Система управления поточной линией контактной сварки | 1980 |
|
SU946853A1 |
Изобретение относится к сварочному производству, в частности к способам для измерения коэффициента мощности однофазной контактной сварочной машины. Изобретение позволяет повысить КПД сварочной машины за счет более полного использования диапазона регулирования сварочного тока. Дпя этой цели определение коэффициента мощности ведется при любом угле сдвига у в диапазоне до 90, при этом на него не оказывает влияние коэффициент несинусоидальности сварочного тока. 2 ил. со 
Составитель В.Грибова Редактор А.Гулько Техред Н.Глушенко Корректор М.Шароши
Заказ 1851/12 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
- ...«.- ...-.- -.- .««,. ...«..«. - - -.,...
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 6
| Способ измерения коэффициента мощности однофазной контактной сварочной машины | 1982 |
|
SU1038144A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патон Б.Е., Лебедев В.К, Электрооборудование для контактной сварки | |||
| М.: Машиностроение, 1969, с | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
