Изобретение относится к сварочной технике и может быть использовано при изготовлении деталей мегто по(л инерционной сварки трением. ; Известен способ инерционной сварки трением, при котором необходимая для сваривания энергия накапливается во вращающемся маховике, с последующим приложением этой энергии в. зоне сварки в сочетании с постоян- ным Лосевым усилием 1 3.
Однако применение постоянного по величин осевого усилия приводит к большому проценту брака, особенно при сваркегразноименных материалов с резко отличающимися .теплбфизическими свойствами.
Известен также способ инерционной сварки трением, включакяций нагрев зоны соединения энергией, запасенной вращающимися массами при приложении осевой нагрузки, которую при заданных условиях увеличивают.
Увеличение осевой нагрузки производят, когда частота вращения в процессе сварки уменьшится и достигнет значения 250-50 об/мин С2 3Приложение проковочного усилия благоприятно сказывается на структуре и прочностных характеристиках свариваемого соединения. Однако момент приложения .этого усилия играет существенную роль. Установлено, что при преждев|эеменном переключении усилия появляется непровары в центральной части соединения в результате того, что металл в этом случае не разогрет по всей плоскост стыка. Запаздывание такого переключения приводит к чрезмерному выдавливанию в грат разогретого металла, к увеличению и перегреву зоны термического влияния и, как следствие, к снижению качества сварного соединения.
В настоящее время скорость, при которой необходимо изменять осейое усилие для каждой пары металлов, пр инерционной сварке трением определяется экспериментальным путем, что при разработке технологии сварки и определении оптимальных режимов связано со значительными трудозатратами и стоимостью. Кроме того, различная подготовка поверхностей, наличие на них жировых пятен и окислов часто приводит -к браку сварных соединений при жёсткой регламентации изменения осевого усилия по величине скорост вращения.
Цель изобретения - снижение трудозатрат, экономия материала при разработке технологии инерционной сварки трением и повышение качества сварных соединений.
Поставленная цель достигается тем, .что при инерционной сварке трё ни, включающей нагрев зоны соединения энергией, запасенной врдщающимися массами при приложении осевой нагрузки, которую при заданных условия увеличивают, в интервале времени, соответствующем установившемуся значению момента сил трения, измеряют величину момента сил трения дифференцируют пoлs eнный сигнал и при изменении знака сигнала производной на противоположный производят увеличение осевой нагрузки.
На схеме приведена характерная для инерционной сварки кривая изменения момента сил трения в стыке.
Первый максимум М на кривой мрмента и снижение его до установивг шегося значения (фаза i,) связаны с возникновением контакта между выступами поверхности, их деформацией, образованием и ра.эр %1ением мостиков схватывания. Затем следует установившаяся фаза t2, при которой происходит разогрев стыка по всему, сечению Фаза,tj характеризуется возникновением второго максимума- момен-та М и спадом его до нулевого значения. В этой фазе происходит окончатель,ное формирование сварного соединения .Длительность каждой из перечисленных фаз зависит от сечения и теплофизических свойств свариваемых материалов, а также от параметров .режима сварки. В зависимости от перечисленных факторов фазы t, t и t могут, принимать соответственно следующие значения: t 0,05...0,4 с/ t2 0,6...30 с, ,5...4 с.
При фазе мсмепт силтрения в стыке изменяет свое значение от О до М и затем до .установившегося значения, поэтсаму эту фазу необходимо исключить из измерений, так как данные измерения могут внести помехи в управление процессом.
Способ ос1т1ествляют следующим образрм..
Через 0,1-0,5 с после начала процесса инерционной сварки трением производят измерение момента.сил трения в стыке (время задержки сигнала определяется по осциллограмме при сварке контрольного образца ). Полученныйсигнал дифференцируют. В установившейся фазе t.j происходит незначительное понижение MCwieHTa и соответственно изменяется производная этого сигнала. В начале фазы t момент сил трения в стыке резко увеличивается, производная сигнала изменяет свой знак на противоположный, в это время производят переключение усилия от Р-| до Р .
. Время приложения усилия Р регла ментируется изменением момента сил трения в стыке, который однозначно определяет полную готовность, стыка ,к окончанию процесса сварки.
.n р:и м е p. Проводится инерци. онная сварка трением стгши ЭИ-69 (45ХМН14В2М со сталью 40х на установке СТ-100, диаметры свариваемых заготовок 18 . Режим сварки: частота вращения 261 об/с/ Момент инер- 5 |ции мaxbвикa 0,6 кг/м- усилиег кН, усилие Р;2 50 кН. {Гзме рёние момента производится с помощью бал- . ки с установленными на ней тензометрическими датчикгми, закрепленной на 10 иеподвйжном образце. Полученный сиг-. .:нал с тензометрических датчиков jпосле задержки на 0,2 с Ддля этойцег ли используется реле времени вл-2743) дн фереицируется с помощью диффервн- ) ;циатора,.выполненного на базе.oneрационного усилителя К14рУДб и подается на вход нуль-органа, выполненного на базе двухвхрдового компаратора. Когда напряжение на выходе дифференциатора изменяет свой знак, компаратор переклю1чается и выдает сигнал на, переключение осевого усилия от Р 15 кН 5Q к.
: Использование предлагаемого способа инерционной сварки трением по сравнению с базовым, реализованным в машинах СТ-100 и СТ-103, обес .печивает экономию материалов и со кра14ение трудозатрат при разработке технологии, улучшение качества и стабильности сварных соединений. 

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ инерционной сварки трением | 1988 |
|
SU1493424A1 |
| Способ инерционной сварки трением | 1983 |
|
SU1113229A1 |
| Способ сварки трением | 1985 |
|
SU1375423A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| Способ сварки трением | 1989 |
|
SU1698018A1 |
| Машина для сварки трением | 1981 |
|
SU967734A1 |
| Способ сварки трением | 1984 |
|
SU1197811A1 |
| Способ сварки трением | 1981 |
|
SU996141A1 |
| Способ регулирования осевого усилия в машинах для сварки трением | 1980 |
|
SU912448A1 |
| Машина для сварки трением | 1988 |
|
SU1602650A1 |
СПОСОБ ИНЕРЦИОННОЙ СВАРКИ ТРЕНИЕМ, включающий нагрев зоны соединения энергиейt запасенной вра :щгцощимися массами п.ри приложении осевой нагрузки, которую при заданных условиях увеличив, о т л ичающийся тем, 4,if с целью экономии материала, снижЦ 9 трудозатрат при разработке технсотогии и повышения качества сварных соединений, в- интервале времени соответствующем установившемуся значению момента сил трения, измеряют величину момента сил трения, дифферен- , цируют полученный сигнал при измейении знака сигнала производной на противоположный производят увеличение осевой нагрузки. (Л С м 00 4 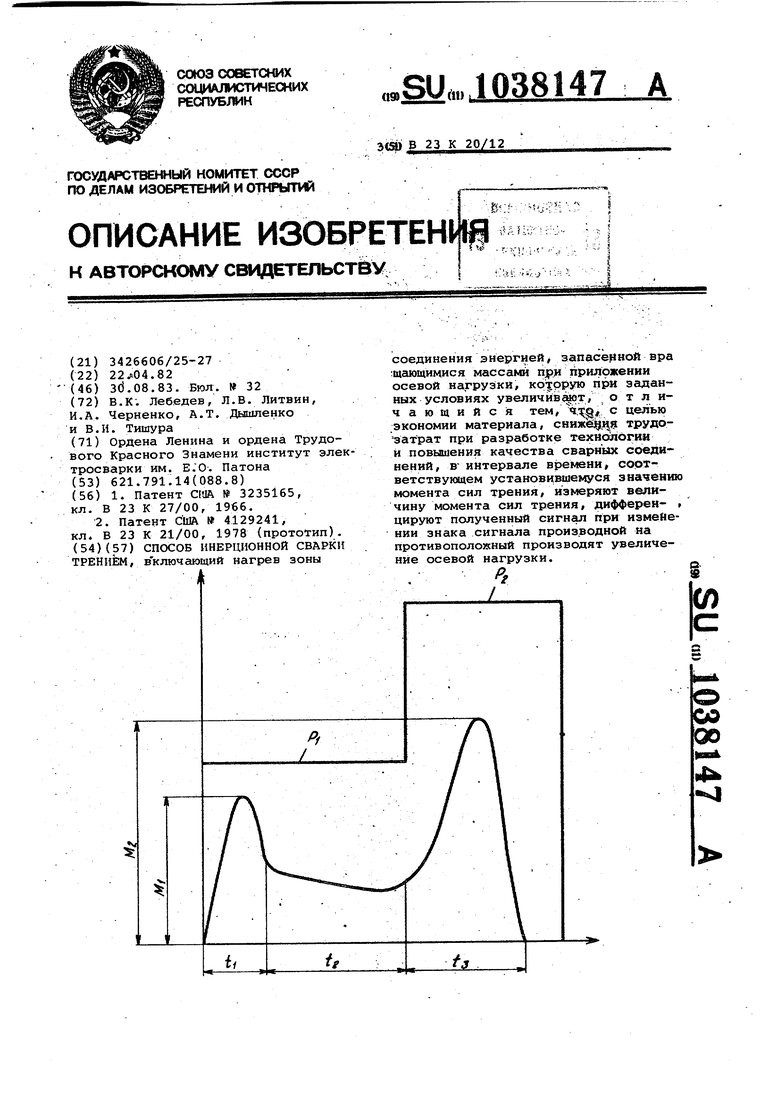
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент CIJA № 3235165, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 4129241, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
