Изобретение относится к сварочной технике и может быть использовано при изготовлении деталей методом инерционной сварки трением.
Известен способ инерционной сварки трением, при котором энергия, запасенная DO вращающемся маховике, выделяется в зоне сварки при постоянном осевом усиЛИИ I.
идиако применение постоянного по величине усилия приводит к большому проценту брака, особенно при сварке разноименных, материалов с резко отличающимися теплофизическими свойствами.
Известен способ инерционной сварки трением, включающий нагрев зоны соединения свариваемых деталей энергией, запасенной вращающимся маховиком при приложении осевого усилия Р, , обеспечивающего осадку при нагреве и переключемне усилия с Р, на Fi в момент достижения скоростью вращения маховика значения 250-500 об/мин (2).
Приложение «проковочного усилия 1 благоприятно сказывается на структуре и прочностных характеристиках сварного соединения. Это происходит прежде всего потому, что при приложении повышенного усилия Рг происходит резкое увеличение .скорости осадки в период формирования сварного соединения. Эта скорость оказы вает большое влияние на качество сварного соединения, особенно при сварке материалов с различными теплофизическими свойствами, например быстрорежущей-стали с конструкционной.
Однако при этом способе сварки ско-рость осадки в период формирования сварного соединения сравнительно невысока, что является причиной возникновения . Кроме того, усилие Р при этом способе сварки достаточно велико и ограничивает максимальный диаметр свариваемых заготовок для каждой конкретной сварочной мащины.
Целью изобретения является повышение качества сварного соединения, экономия материала и расширение технологических возможностей машин для инерционной сварки трением.
Поставленная цель достигается тем, что при инерционной сварке трением, включающей нагрев зоны соединения свариваемых деталей энергией, запасенной вращающимся маховиком, при приложении осевого усилия Р|, обеспечивающего осадку при нагреве, и переключение усилия с Р, на Pj в момент достижения скоростью вращения маховика значения 250-500 об/мин, задают скорость осадки при нагреве, не превытающую 2 мм/с, усилие Р, выдерживают постоянным, равным до достижения
скоростью осадки заданного значения, пос- ле чего усилие Р снижают, поддерживая, скорость осадки постоянной до переключения усилия с PI на Р.
На чертеже приведены кривые изменения скорости осадки - Voe , величины осадки - Л1, осевого усилия - Р и скорости вращения шпинделя - п.
При инерционной сварке с применением постоянного давления скорость осадки по.стоянно растет (в отличии от обычной, неинерционной сварки, при которой скорость осадки в установившемся режиме постоянна). Осевое усилие Р, выдерживается по.стокнным, равным до момента времени t,, при котором скорость осадки достигает установленного значения Vec.зад . Это значение на основании проведенных исследований рекомендуется выбирать не выше. 2 мм/с. В противном случае способ не дает ощутимого эффекта. Точное значение за данной скорости осадки для каждой пары свариваемых материалов определяется экспериментально.
В момент времени ti . соответствующий достижению скорости осадки значения Voc. мд начинается снижение давления Р от PtMax -Ибо по заданной программе, либо с помощью обратной связи по скорости осадки, таким образом, что скорость осадки остается постоянной, равной Уое.мд. В момент времени t, при достижении скорости вращения одной из свариваемых заготовок значения 250-500 об/мин, или при достижении момента сил грения второго максимума происходит переключение осевого усилия с Pi на Рг. При этом резко увеличивается скорость осадки до значения .нахИ происходит формирование сварного соединения.
Пример. Производится инерционная сварка трением быстрорежущей стали Р б М5 со сталью 45 на машине CT-100J диаметры свариваемых заготовок 17 мм. Режим сварки: частота вращения 275 с. Момент инерции вращающихся частей машины 0,6 кг-м, усилие Р«„аж 25 кН, усилие В 40 кН, заданная скорость осадки V«:.,5 мм/с. При этом суммарная осадка составляет Л1сут« 6,4 мм., скорость осадки в период формирования сварного соединения Voc.Mjur - 4,8 мм/с.
д
При инерционной сварке трением по предлагаемому способу большая часть тепла идет на нагрев глубинных слоев металла свариваемых образцов, чем при инерционной сварке известным способом. При приложении усилий Р происходит быстрое выдавливание глубоко прогретого металла, что обеспечивает высокую скорость осадки, которая способствует увеличению
111322
диаметра провара, т.е. позволяет исклю- ми теплофизическнми свойствами. HdtfpHtirep чить непровары по периферии стыка.жаропрочной быстрорежущей стали с
Предлагаемый способ наиболее эффек- случае важно исключить пепровары АО т тивеи при сварке материалов с различны- ,риферни стыка. .
конструкционной сталыб потому, что в этом
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ инерционой сварки трением | 1982 |
|
SU1038147A1 |
| Способ инерционной сварки трением | 1988 |
|
SU1493424A1 |
| Способ сварки трением заготовок различного сечения | 1989 |
|
SU1637983A2 |
| Способ инерционной сварки трением | 1979 |
|
SU816723A1 |
| Способ сварки трением заготовок различного сечения и машина для его осуществления | 1986 |
|
SU1366336A1 |
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| Машина Навроцкой для сварки трением | 1986 |
|
SU1423323A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Способ сварки трением | 1987 |
|
SU1479244A1 |
СПОСОБ ИНЕРЦИОННОЙ. СВАРКИ ТРЕНИНМ, включающий нагрев зоны соединения свариваемых деталей энерР.л1.Уос,П гией, запасенной вращающимся маховиком, при приложении осевого усилия Р, обеспечивающего осадку при нагреве, и переключение усилия с PI на P.J в момент достижения скоростью вращения маховика значения 250-500 об/мин, отличающийся тем, что, с целью повышения качества сварного соединения, экономии материала и расширения технологических возможностей машин для инерционной сварки трением, задают скорость осадки при нагреве, не превышающую 2 мм/с, усилие Р« выдерживают постоянным и равным PjHax ДО достижения скоростью осадки заданного значения, после чего усилие PI снижают, поддерживая скорость осадки постоянной до переключения усилия с Р на 1 .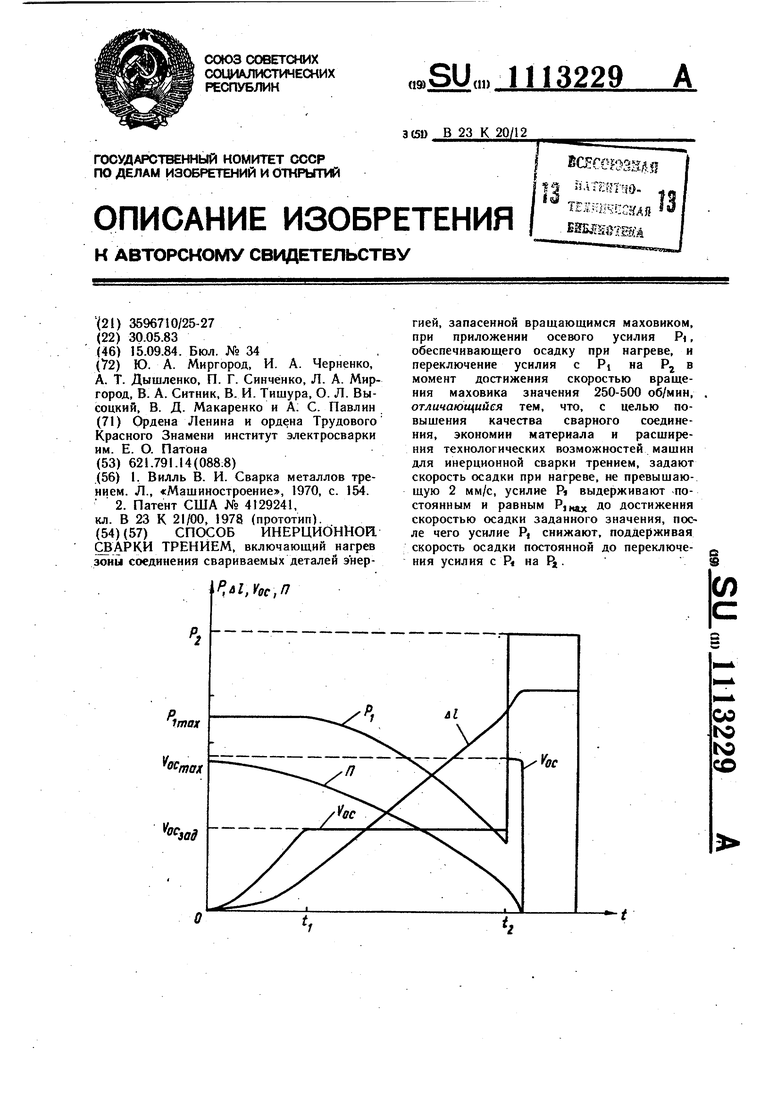
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вилль В | |||
| И | |||
| Сварка металлов трением | |||
| Л., «Машиностроение, 1970, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 4129241, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
