Изобретение относится к станкостроению, в частности к устройствам для автоматической смены столов-спутников в многоцелевых станках с ЧПУ / автоматической сменой инструмента, где требуется высокая точность и повторяемость автоматической установки .столов-спутников на рабочий стол станка. Известно устройство для автоматической смены столов-спутников, содержащее транспортный механизм для перемещения столаспутника, снабженного скребками, с платформы на рабочий стол станка и обратно, и систему обдува базовых поверхностей стола-спутника и рабочего стола станка 1. Недостаток устройства - ненадежная очистка базовых поверхностей ввиду того, что обдув базовых поверхностей и фиксация стола-спутника производится одновременно, что может привести к защемлению стружки между базовыми поверхностями. Цель изобретения - повышение надежности работы устройства. Поставленная цель достигается тем, что устройство для автоматической смены столов-спутников, содержащее транспортный механизм для перемещения стола-спутника, снабженного скребками, с платформы на рабочий стол станка и обратно и систему обдува базовых поверхностей стола-спутника и рабочего стола станка, снабжено полыми щтангами, закрепленными на платформе параллельно направлению перемещения стола-спутника, а стол-спутник имеет планки со щелевыми пазами и в нем выполнены соединенные со щелевыми пазами отверстия, расположенные соосно щтангам с возможностью взаимодействия с ними. На фиг. 1 изображено устройство в момент перемещения стола-спутника с платформы на рабочий стол станка; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел 1 на фиг. 1. Устройство содержит транспортный механизм 1, который предназначен для перемещения с платформы 2 стола-спутника 3 с деталью на рабочий стол 4 станка. Базовые поверхности стола-спутника 3 при перемещении его на стол 4 располагаются над вращающимися щетками 5 и соплами 6 для обдува воздухом базовых поверхностей стола-.спутника 3. Стол-спутник 3 имеет скребки 7, перед которыми расположены щелевые пазы 8 для обдува воздухом базовых поверхностей стола 4 по касательной к ним. Подача воздуха в щелевые пазы 8 стола-спутника 3 осуществляется через отверстия в двух полых щтангах 9, закрепленных на платформе 2 соосно с соответствующими отверстиями стола-спутника 3, выполненными в столе-спутнике 3. Зазоры между щтангами 9 и отверстиями стола-спутника 3 уплотняются фланцами 10. Отверстия для штанг 9 в столе-спутнике 3 выполнены вдоль направления перемещения стола-спутника, 3 транспортным механизмом 1. Длина штанги 9 выбрана меньше пути перемещения стола-спутника 3 с платформы 2 на стол 4 с целью обеспечения зазора между щтангами 9 и столом-спутником 3во время работы станка. Щелевые пазы 8 выполнены в планках 11, прикрепленных к столу-спутнику 3. Ввиду того, что профиль базовой поверхности стола-спутника 3 не позволяет выполнить один общий паз для обдува базовых поверхносверхностей стола 4, то пазы 8 связаны между собой (фиг. 2) и с одним из отверстий щтанги 9 через каналы 12. Предлагаемое устройство работает следующим образом. По сигналу на смену детали транспортный механизм 1 начинает перемещать столспутник 3 с платформы 2 на рабочий стол 4станка. В тот же момент приводятся во вращение щетки 5, которые очищают базовые поверхности стола-спутника 3 от намагниченной стружки и включается подача воздуха в сопла 6, штанги 9, каналы 11 и щелевые пазы 8. Поток воздуха из щелевых пазов 8 проходит вдоль базовых поверхностей стола 4 и сдувает грязь и стружку перед установкой стола-спутника 3 с деталью на стол 4. Кроме того, базовые поверхности стола 4 очищаются также скребками 7. Штанги 9 в конце перемещения столаспутника 3 полностью выходят из уплотнений фланца 10 и подача воздуха в стол-спутник 3 прекращается. Таким образом, базовые поверхности стола-спутника 3 и стола 4 очищаются от пыли, грязи, стружки, что при наличии контроля прилегания стола-спутника обеспечивает надежную работу и точную установку столов-спутников 3 на стол 4 станка. Применение предлагаемого устройства в многоцелевых станках позволяет повысить надежность работы станков путем устранения внеплановых простоев для очистки базовых поверхностей столов-спутников и рабочих столов станков.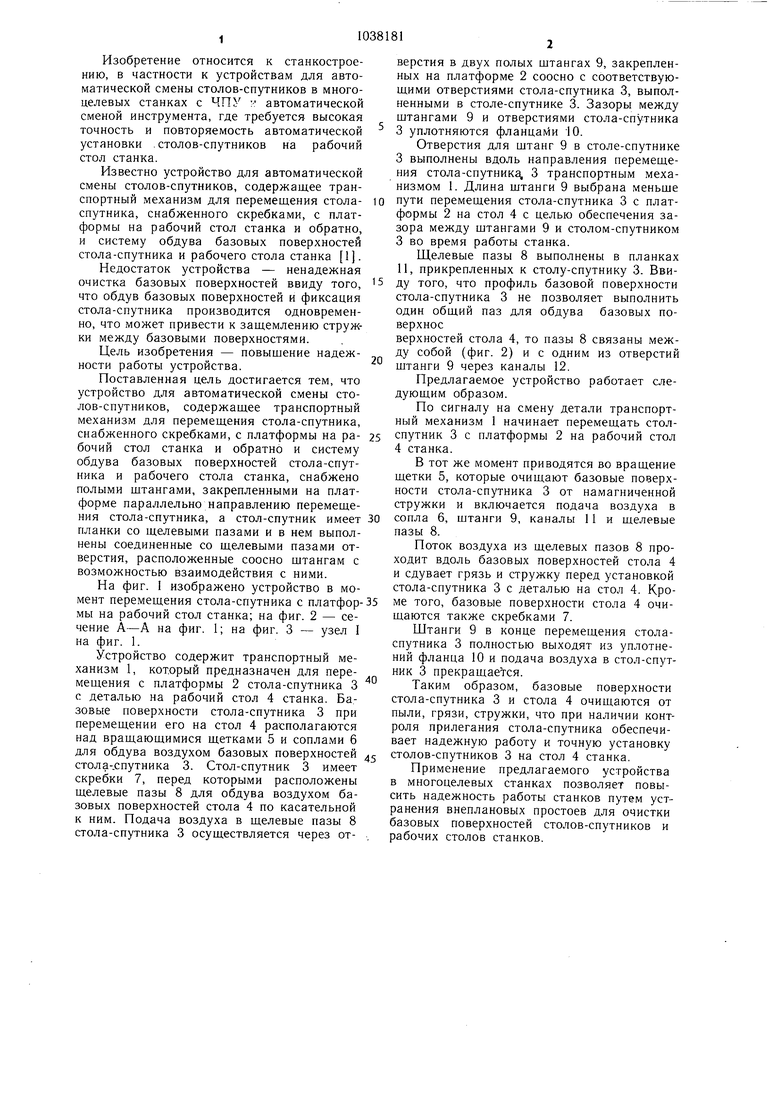
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ смены приспособлений- спутников | 1977 |
|
SU707764A1 |
| Устройство смены палет в гибком производственном модуле | 1986 |
|
SU1425049A1 |
| Устройство для ограждения зоны обработки металлорежущего станка типа обрабатывающий центр со сменными столами-спутниками | 1987 |
|
SU1511061A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 1993 |
|
RU2108219C1 |
| Гибкая автоматическая линия | 1989 |
|
SU1662808A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Конвейер автоматической линии | 1983 |
|
SU1093648A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Устройство для смены,фиксации и зажима приспособлений-спутников | 1980 |
|
SU867604A1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |

УСТГЧ)ЙСТВО 11ЛЯ АВТОМ.ЛТИЧЕСКОЙ СМЕНЫ СТОЛОВ-СПУТМИКОВ, содержащее транс110рт1 ый .мс.чаиизм для перемещения стола-спутника, снабженного скребками, с платформы на рабочий стол станка и обратно и систему обдува базовых повер.хностей стола-спутника и -рабочего стола станка, отличающееся те.м, что, с целью повып1ения надежности в работе устройства путем улучн1ения очистки базовы.х повер.хностей стола-спутпика и рабочего стола станка, оно снабжено нолы.мп штангами, закрепленными на платформе параллельно направлению перемещения столаспутника, а стол-спутник имеет планки со щелевыми пазами и в нем выполнены соединенные со щелевыми пазами отверстия, расположенные соосно щтангам с возмож.иостью взаи.модействия с ни.ми. ел CZ о со 00 00 4
//
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обмыливания жиров и жирных масел | 1911 |
|
SU500A1 |
| Способ обмыливания жиров и жирных масел | 1911 |
|
SU500A1 |
