t Г , г //,/if;//
Изобретение относится к станкостроению, в частности к транспортным средствам автоматических линий металлорежущих станков, и предназначено для перемещения KOj iycHbix деталей.
Известен шаговый конвейер для транспортирования штучных грузов, содержащий основную штангу с собачками и параллельно ей установленную дополнительную штангу, снабженную самостоя- тельным приводом возвратно-поступательного движения Ш .
Известный конвейер нельзя применять в станках, где базовые элементы приспособления занимаютвсю нижнюю (транспортную) зону, по которой происходит транспортировка, в противном сдучае нарушается базировка детали, так как перерезаются базовые элементы приспособления станка.
Наиболее близким техническим решением к изобретению является конвейер автоматической линии, содержащий транспортные планки, установленный вдоль последних рабочий орган с двумя группами собачек, привод перемещения собачек и привод возвратно-гПоступатеЛьного перемещения рабочего органа 2 .
Рабочий орган с собачками размещен меходу транспортными планками под
транспортируемой деталью, что ухудшает условия его обслуживания, так как затрудняется доступ к нему. Так, например, в случае смены собачек, добраться к рабочему органу, необ содиМО дотолнительно произвести следующие операции: снять детали с конвейера, очистить рабочий орган от стружки и технической грязи. Таким образом, дос. туп к элементам рабочего органа и элементам его управления, расположенным ниже уровня TjMHOiiopTHpoBKK, затруднен наличием транспортных плансж с транспортируемыми деталями.
Кроме того, расположение рабочего органа в ззоне транспортировки снижает надежность и долговечность работы конвейера, тек как стружка и охлаждающая жидкость псвюдают на его подвижные узлы, при этом происходит их за- клинивание и коррозия.
Целью изобретения является повьшение надежности и долговечности работы конвейера.
Указанная пель достигается тем,чтхг в конвейере автоматической линии, содержащем транспортные планки, тстановленный вдоль лоследнюс рабочий орган с двумя группами собачек, привод перемещения собачек и привод возвратно-поступательного перемещения. рабочего органа, последний расположен сбоку от транспортных планок, а привод перемешения собачек имеет основную йпангу и располо .женную ей кондентрично дополнительную штангу, причем каждая группа собачек .кинематически связана с одной из штешг, при этом каждая собачка установлена на рабочем органе с возможностью возвратно-постулательного перемещения в горизонтальной плоскости, а привод перемещения каждой группы собачек выполнен автономнзым.
Кроме того, каждая собачка связана с соответспвующей штангой посредством рычага, один конец которого шарнирно связан с собачкой, а другой - жестко закреплен на соответствующей штанге.
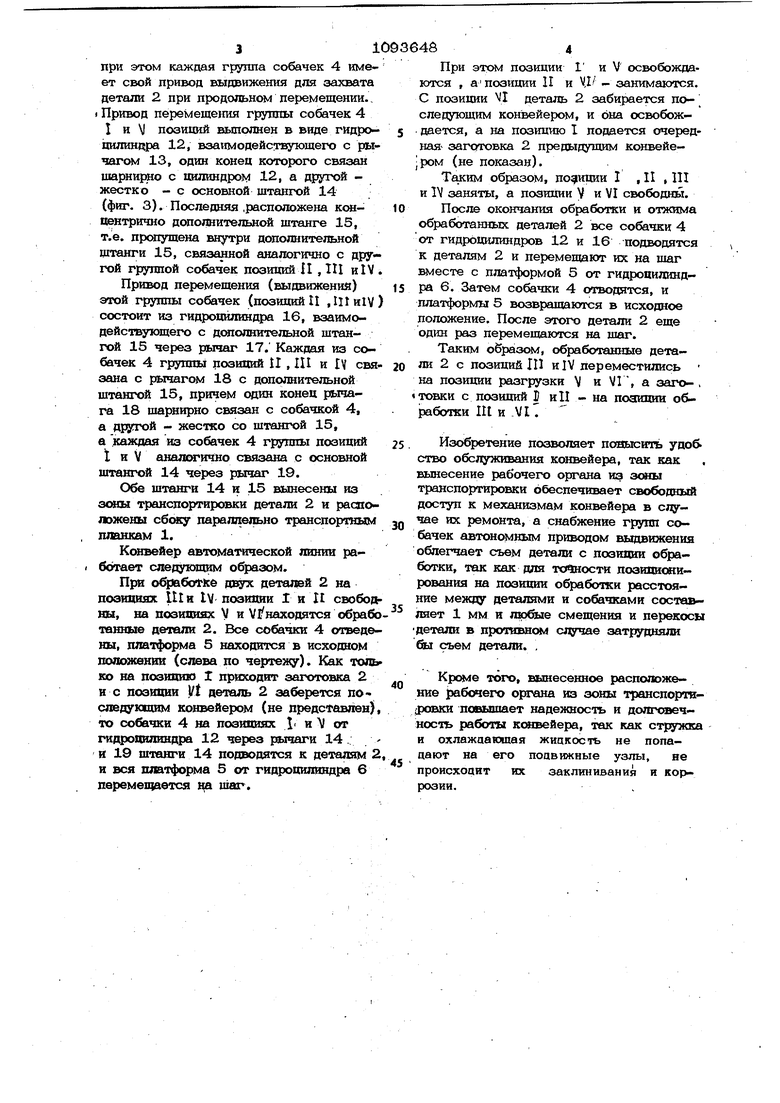
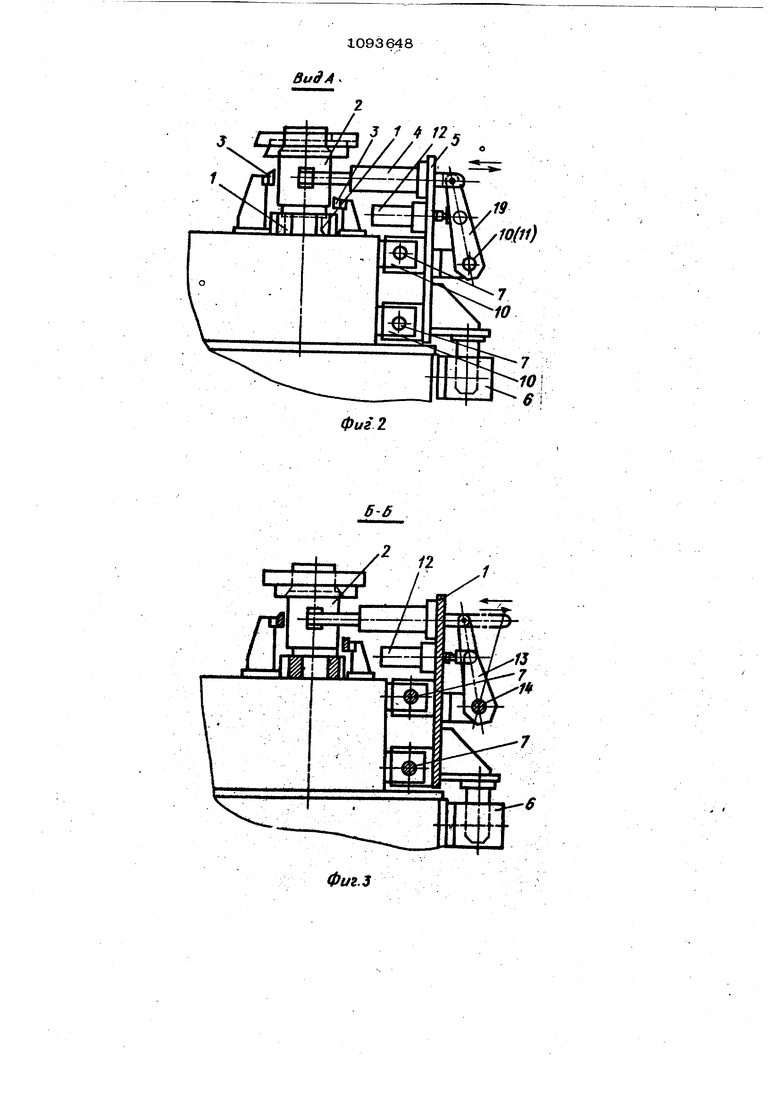
На фиг. 1 представлен конвейер, вид в плане/ на фиг. 2 - вид А на фиг. 1| на фиг. 3 - сечение-Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1 на фиг. 5 - сечение Г-Г на фиг. 1.
Изобретение поясняется на примере конвейера участка автоматической линии, состоящей из позиций загрузки 1 и Г1 , . обработки 1П и Y и разгрузки V и VI. Перемещение деталей осуществляется слева направо по стрелке на чертеже, при этом на позшшях I и II осуществля ется накопление деталей, а на позициях разгрузки V и VI - выдача деталей во время робработки на. позшшях IU HlV./
Конвейер содержит транспортные планки 1, на которых размещается де таль 2, и боковые планки 3, ограничивающие ее боковое смещение.
Перемещение деталей 2 осуществляется двумя группами собачек 4, одна из которых объединяет 1 и V позиции, а другая группа - II, til и IV позиции. Обе группы собачек 4 размещены на рабочем органе - общей платформе 5, связанной с приводом продольного Boat вратно-поступательного перемещения от гидроюшиндра 6 и расположенной сбоку от транспорткьсс планок 1 и вдоль последних.
Платформа 5 подвижно установлена а двух направляющих валах 7, которые монтированы яа корпусе приспособлеия станка 8 и на подставке 9 через кронштейны 1О и 11.
Каждая собачка уствновлена на рабоем органе - платфо л е 5 с возможостью возвратно Ч1оступательн(их перемещения в горизонта71ьной плоскости. при этом каждая группа собачек 4 имеет свой привод выдвижения для захвата детали 2 при продольном перемещении.. I Привод перемеще|гая группы собачек 4 I и 1 позиций вьшолнен в виде гидро1апшинара 12, взаимодействующего с ры чагом 13, один конец которого связан шарнирио с цилиндром 12, а другой жестко - с основной штангой 14 (фиг. 3}. Послещшя .расположена коннентрично дополнительной щтанге 15, т.е. пропущена внутри дополнительной щтанги 15, связанной аналогично с другой группой собачек позиций II ,111 и IV Привод перемещения (выдвижения) этой группы собачек (позиций П ,1Пи1У состоит из гидрошигандра 16, взаимодействующего с дсвтолнительной штангой 15 через рычаг 17. Каждая из собачек 4 группы позиций II , III и IV свя зана с рычагом 18 с дополнительной штангой 15, причем один конец рычага 18 шарнирно связан с собачкой 4, а другой - жестко со штангой 15, а каждая из собачек 4 группы позиций I и V аналшично связана с основной штангой 14 через рычаг 19. Обе штанги 14 и 15 вынесены из з(яал транспортировки детали 2 и распо ложены сбоку параллельно транспортным планкам 1. Конвейер автоматической линии работает следующим образом. При обработке двух деталей 2 на позициях III и IV позиции I и П свобод ны, на позициях V и V if находятся обраб танные детали 2. Все собачкн 4 отведе ны, платформа 5 находится в исходном положеншс (слева по чертежу). Как тол ко на позицию t приходит заготовка 2 и с позиции 1/1 деталь 2 заберется последующим конвейером (не представлсен) то собачки 4 на позициях 1 и М от гидрофшиндра 12 через рычаги 14. и 19 штанги 14 подводятся к деталям и вся платформа 5 от гидрошшиндра 6 перемещается ца uiar. При этом позиции 1 и V освобождаются , апозиции II и VI - занимаются. С позиции VI деталь 2 забирается по- следующим конвейером, и она освобождается, а на позицию I подается очередная- заготовка 2 предьтдушим конвейеpoM (не показан). Таким образом, позиции I , II , П1 и IV заняты, а позиции V и VI свободны. После окончания обработки и отжима обработанных деталей 2 все собачки 4 от гидроцилиндров 12 и 16 подводятся к деталям 2 и перемещают их на шаг вместе с платформой 5 от гидроцилиндра 6. Затем собачки 4 отводятся, и платформы 5 возвращакугся в исходное положение. После этого детали 2 еще один раз перемещаются на шаг. Таким образом, обработанные детали 2 с позиций 1П и IV переместились на позиции разгрузки V и VI, а заго- . товки с позиций I и11 - на позиции обработки III и .VI. Изобретение позволяет повысить удоб. ство обслуживания конвейера, так как вынесение рабочего органа га зошл транспортировки обеспечивает свободный доступ к механизмам конвейера в сдучае их ремонта, а снабжение групп собачек автономным приводом выдвижения облегчает съем детали с позиции обработки, так как для точности позиционирования на позиции обработки расстояние между деталями и собачками составляет 1 мм и любые смещения и перекосы Детали в прошвнся«4 случае затрудняли бы съем детали. , Кр(4е того, вынесенное расположение рабочего органа из зоны транспортиipoBKH повышает надежность и долговечность работы конвейера, так как стружка и охлажааюшая жидкое ть не попадают на его поавижные узлы, не происходит их заклинивания и ко| розии.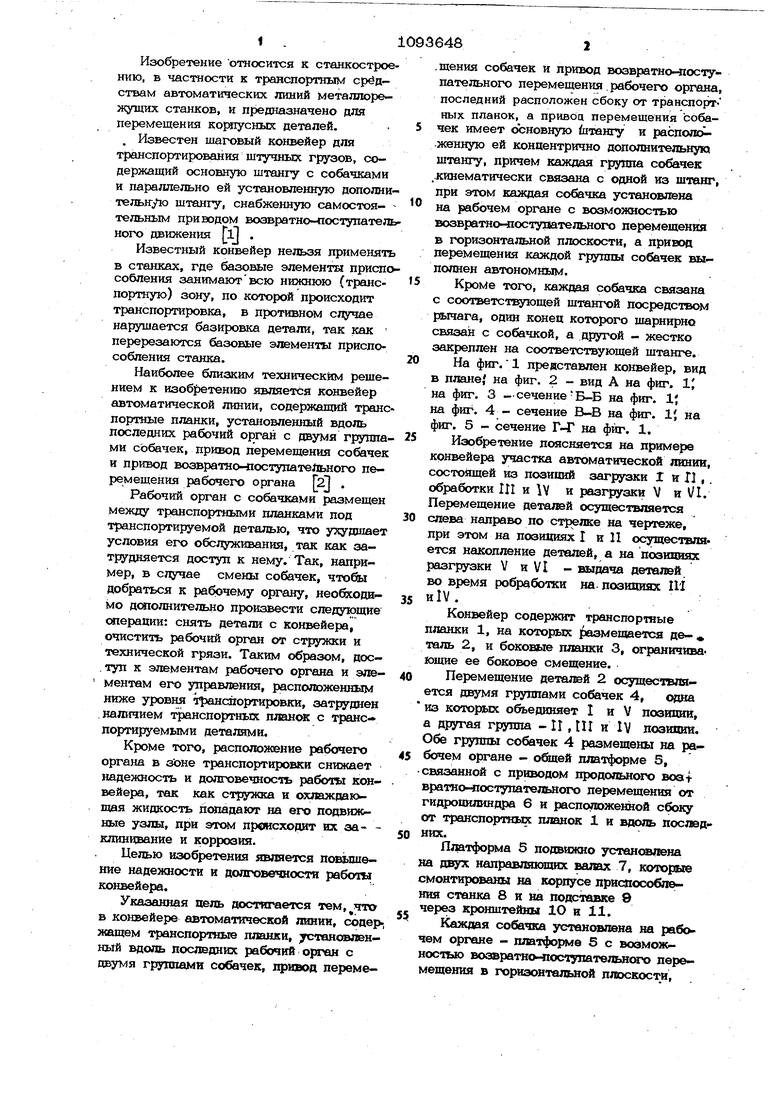
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Транспортер-накопитель | 1977 |
|
SU716922A1 |
| Шаговый конвейер | 1990 |
|
SU1740276A1 |
| Устройство для кантования обрабатываемых деталей на конвейере | 1987 |
|
SU1537623A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Шагающий конвейер-накопитель | 1985 |
|
SU1270075A1 |
| Транспортер-перекладчик | 1984 |
|
SU1172673A1 |
| Шаговый конвейер | 1977 |
|
SU747777A1 |
| Шаговый конвейер-накопитель | 1984 |
|
SU1266809A1 |
| Шаговый конвейер-накопитель | 1985 |
|
SU1247326A1 |
1. КОНВЕЙЕР АВТОМАТИЧЕСКОЙ ЛИНИИ, содержащий транспорт ные планки, установленный вдоль послед них рабочий орган с двумя группами собачек, привод перемещения собачек и привод возвратно-поступательного перемещения рабочего органа, отличающийся тем, что, с пелью повыше-ния надежности и долговечности работы конвейера, рабочий расположен сбоку от транспортных планок, af-; привод перемещения собачек имеет основную щтангу и расположенную ей концвнтрично дополнительную штангу, причем каждая группа собачек кинематически связана с одной из штанг, при этом каждая собачка установлена на рабочем ортвяв с возможностью возвратнохшоступатёльного перемещения в горизонтальной плсюкости, а привод перемещения каждой группы собачек выполнен автономным. 2. Конвейер лрп.1, отлича юЛ и и с я тем, что Каждая собачк$1 свя зана с соответствующей штангой посредством рычага, один конец котсфого шарнирно связан с собачкой, а другой жестко закреплен на соответствующей штанге.
6-6
ВВ
фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
