фигi
ный конвейер 2 для перемещения спутников 9 и многооперационные станки. По горизонтально-замкнутому конвейеру 2 постоянно курсируют спутники 9 за счет фрикционного сцепления их со звеньями 12 бесконечного транспортера. При отсутствии на промежуточной накопительной позиции спутника 9, о чем сигнализирует датчик, нормально разведенный отсека- тель 31 сводится и занимает положение, препятствующее перемещению спутников 9, а нормально раз веденные стсекатели 17 и 32 остаются разведенными, При попадании спутника 9 в зону XI отклоняется пластина 40 и включает датчик 38, подающий сигнал на привод отсекателя 32, который отсекает поток спутников 9 на конвейере 2. Одновременно спутник 9 планкой 51 (наличие ее определяет первый станок, отсутствие - второй станок) отклоняет пластику 40 и включает датчик 36, а упор 50 спутника 9 отклоняет пластину 40 и включает датчик 39,
определяющий наличие на спутнике 9 об- работанной детали. Если на спутнике находится необработанное изделие и спутник предназначается для первого станка отсекд- тели 17 и 32 сводятся, а отсекатель 31 разводится, Спутник перемещается далее и устанавливается перед отсекателем 17 в позиции перегрузки X, включая датчики 18 и 19. Силовой цилиндр опускает заслонку 21, срабатывает цилиндр 23 и захват перемещает спутник 9 из позиции перегрузки X на промежуточную позицию. Если рабочий стол станка свободен от спутников 9, то автооператором спутник 9 перемещается на рабочий стол. После обработки изделия автооператор производит замену спутников 9, а спутник с обработанным изделием очищается от стружки устройством очистки, а затем перемещается силовым цилиндром 44 на транспортер 2 и перемещается в позицию выгрузки. 3 з.п. ф-лы, 5 ил.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения деталей от заготовок в автоматической линии | 1984 |
|
SU1348143A1 |
| Гибкий производственный модуль | 1987 |
|
SU1541017A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| ПЕРЕНАЛАЖИВАЕМОЕ УСТРОЙСТВО С ПРОГРАММНЫМ УПРАВЛЕНИЕМ ДЛЯ ТРАНСПОРТИРОВКИ И ПЕРЕГРУЗКИЗАГОТОВОК | 1969 |
|
SU246290A1 |
| Транспортная система гибкой автоматической линии | 1976 |
|
SU722731A1 |
| Устройство для автоматической смены спутников на металлорежущем станке | 1986 |
|
SU1400851A1 |
| Гибкий производственный комплекс | 1986 |
|
SU1386424A1 |
| Гибкий производственный модуль | 1989 |
|
SU1754421A2 |

Изобретение относится к станкостроению, в частности к несинхронным автоматическим линиям, в которых спутник перемещается с помощью фрикционной связи с лентой транспортера. Цель изобретения - повышение надежности работы линии и расширение ее технологических возможностей. Гибкая автоматическая линия содержит горизонтально-замкнутый распределительный конвейер 2 для перемещения спутников 9 и многооперационные станки. По горизонтально-замкнутому конвейеру 2 постоянно курсируют спутники 9 за счет фрикционного сцепления их со звеньями 12 бесконечного транспортера. При отсутствии на промежуточной накопительной позиции спутника 9, о чем сигнализирует датчик, нормально разведенный отсекатель 31 сводится и занимает положение, препятствующее перемещению спутников 9, а нормально разведенные отсекатели 17 и 32 остаются разведенными. При попадании спутника 9 в зону xI отклоняется пластина 40 и включает датчик 38, подающий сигнал на привод отсекателя 32, который отсекает поток спутников 9 на конвейере 2. Одновременно спутник 9 планкой 51 (наличие ее определяет первый станок, отсутствие - второй станок) отклоняет пластину 40 и включает датчик 36, а упор 50 спутника 9 отклоняет пластину 40 и включает датчик 39, определяющий наличие на спутнике 9 обработанной детали. Если на спутнике находится необработанное изделие и спутник предназначается для первого станка отсекатели 17 и 32 сводятся, а отсекатель 31 разводится. Спутник перемещается далее и устанавливается перед отсекателем 17 в позиции перегрузки х, включая датчики 18 и 19. Силовой цилиндр опускает заслонку 21, срабатывает цилиндр 23 и захват перемещает спутник 9 из позиции перегрузки х на промежуточную позицию. Если рабочий стол станка свободен от спутников 9, то автооператором спутник 9 перемещается на рабочий стол. После обработки изделия автооператор производит замену спутников 9, а спутник с обработанным изделием очищается от стружки устройством очистки, а затем перемещается силовым цилиндром 44 на транспортер 2 и перемещается в позицию выгрузки. 3 з.п.ф-лы, 5 ил.
Изобретение относится к станкостроению, в частности к несинхронным автоматическим линиям, в которых спутник перемещается с помощью фрикционной связи с лентой транспортера.
Цель изобретения - расширение технологических возможностей и повышение надежности линии,
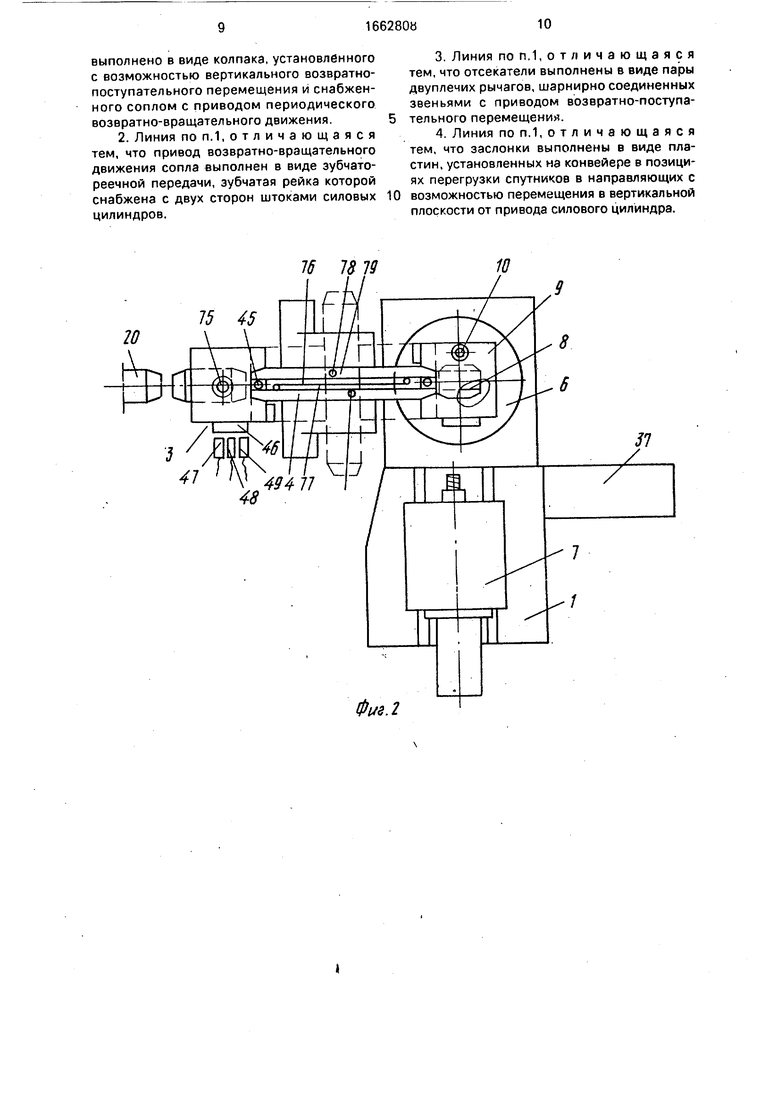
На фиг.1 показана автоматическая линия, план, левая часть ее - транспортер; на фиг.2 - то же, правая часть ее - автооператор и многооперационный станок: на фиг.З - сечение на фиг.1 и 2; на фиг.4 - разрез А-А на фиг.1; на фиг.5 - разрез Б-Б на фиг.4.
Гибкая автоматическая линия состоит из многооперационных станков 1 (условно показан один станок), горизонтально-замкнутого распределительного конвейера 2, промежуточной накопительной позиции 3, автооператора 4 и позиции выгрузки, которая на фиг.1 условно показана направляющей 5 выгрузки.
Многооперационный станок 1 содержит рабочий стол 6 и шпиндельную бабку 7, имеющую возможность перемещения по трем координатам. Рабочий стол 6 станка включает направляющую 8, выполняющую роль зажима спутника 9, а также элементы фиксации спутника 9 на станке 1 (не показаны) и датчик 10 определения наличия спутника 9 на рабочем столе 6.
Горизонтально-замкнутый распределительный конвейер 2 включает станину 11, транспортер, выполненный из шарнирно соединенных между собой звеньев 12, нижних направляющих 13, боковых направляющих 14, боковых направляющих 15, спутников 9. Конвейер 2 имеет приводную и натяжную станции.
Перед каждым многооперационным
станком имеется позиция X перегрузки спутников с конвейера 2 на направляющую 16 промежуточной накопительной позиции 3. На данной позиции расположены отсекатели 17, датчики 18 и 19, определяющие наличие спутников на данной позиции, опорная направляющая 20 и заслонка 21, связанная со штоком силового цилиндра 22. Кроме того, на этой позиции закреплен силовой цилиндр 23, шток которого через
кронштейн 24 связан со штангой 25. На одном конце штанга 25 несет захват 26, другой конец штанги выполнен в виде зубчатого колеса 27 большой длины, которое находится в зацеплении с зубчатой рейкой 28, закрепленной на штоке силового цилиндра 29 (фиг.1 и 3). Следовательно, штанга 25 установлена в направляющих 30 и в кронштейне 24 с возможностью вращения.
Перед позицией X перегрузки спутников 9 имеется позиция XI, где производится определение принадлежности спутника к данному станку и определение, в каком состоянии на спутнике находится изделие: обработано или необработано,и позиция Х2- ожидания. Все позиции снабжены парами отсекателей 31 и 32, выполненные в виде двуплечих поворотных рычагов, которые разводятся и сводятся через звенья 33 штоком 34 силового цилиндра 35 и тем обеспечивается перемещение или остановка спутника 9. Распределение спутников между станками осуществляется по сигналу датчика 36 посредством центрального управляющего устройства 37, которое построено на базе мини-ЭВМ. Занятость позиции XI спутником 9 определяется датчиком 38, который одновременно используется для контроля по четности. Датчик 29 осуществляет контроль изделия закрепленного на спутнике: обработано или необработано изделие.
Все датчики транспортной системы линии снабжены гибкими V-образными пластинами 40, которые расположены на пальцах 41 и подпружинены пружинами 42.
Каждый спутник 9 кроме элементов фиксации и зажима изделия (не показаны) несет на себе следующие элементы: штифты 43 под захваты 26 силовых цилиндров 23 и 44 и под захваты 45 автооператора 4; планку 46 адресоносителя спутника, которая установлена с возможностью взаимодействия с датчиками 47,48 и 49, определяющие программу обработки; упор 50, определяющий состояние изделия-обработано оно или необработано. Кроме того, часть спутников снабжена кодирующей планкой 51, выполняющей роль считывателя станка. Наличие ее показывает принадлежность спутника 9 к 1 станку, отсутствие - принадлежность спутника 9 к 2 станку.
Упор 50 (фиг.1,4,5) содержит палец 52 с буртиком 53 и выточкой 54. Палец 52 расположен в отверстии 55 спутника 9 и в отверстии планки 56. В планке 56 выполнен прямоугольный паз 57, в котором с возможностью перемещения в нем установлена защелка 58, жестко соединенная элементами 59 с пластиной 60. Пластина 60 относительно планки 56 находится под воздействием пружин 61, а палец 52 относительно корпуса спутника 9 - под воздействием пружин 62.
Промежуточная позиция 3 выполняет функцию накопителя спутников 9, а также их очистки. Для чего направляющая 63 промежуточной позиции охватывается колпаком 64 и лотком 65 отвода стружки и СОЖ. Колпак 64 жестко соединен со штоком 65 силового цилиндра 66, который жестко закреплен на кронштейне к станине станка (условно не показан). Внутри колпака на перегородке 67 размещено устройство для обдува и мойки спутника, которое содержит насадку 68, закрепленную во втулке-ш е- , стерне 69. Последняя связана своими зубьями с зубчатой рейкой 70, которая одповременно выполняет и функции штока силового цилиндра 71. Рабочая среда в цилиндре 71 периодически подается через каналы 72 и 73, а рабочая среда в насадку через трубку 74.
Кроме того, указанная позиция снабжена датчиком 75, который указывает занятость данной позиции спутником 9.
Автооператор 4 имеет две раздвижные приводные рейки 76 и 77 с захватами 45.
Автооператор снабжен жестко установленными на нем упорами 78 и 79.
Позиция выгрузки также снабжена парами отсекателей 80, 81 и 82. Перед отсека- телем 80 расположено два датчика 83 и 84,
которые определяют наличие и отсутствие спутника 9 перед направляющей 5 в позиции выгрузки. Перед отсекателем 81 расположены датчики 85 и 86, которые путем взаимодействия с упором 50 спутника 9
определяют нахождение перед отсекателем 81 спутника 9 с обработанным или необработанным, изделием, смловой цилиндр 44 служит для перемещения спутника 9 с обработанным изделием на направляющую 5.
Места перегрузки снабжены также заслонками 21, связанными с силовыми цилиндрами 22.
Гибкая автоматическая линия работает
следующим образом.
При этом описание выполнено при обслуживании конвейером 2 двух станков 1. По горизонтально-замкнутому конвейеру 2 постоянно курсируют спутники 9 за счет
фрикционного сцепления их со звеньями 12 бесконечного транспортера. В случае отсутствия на промежуточной накопительной позиции 3 спутника 9, о чем дает сигнал датчик
75, нормально разведенный отсекатель 31 сводится и занимает положение, препятствующее перемещению спутников 9, а нормально разведенные отсекатели 17 и 32 остаются разведенными, При попадании
спутника 9 в зону XI отклоняется пластинка 40 и включает датчик 38, подающий сигнал на привод отсекателя 32, который отсекает поток спутников 9 на конвейере 2. Одновременно спутник 9 планкой 51 (наличие ее
определяет первый станок 1, отсутствие - второй станок 1) отклоняет пластину 40 и включает датчик 36, а упор 50 спутника 9 отклоняет пластину 40 и включает датчик 39, определяющий наличие на спутнике 9 обработанной или необработанной детали. Принцип действия упора 50 описан ниже.
В случае, когда на спутнике находит- ся необработанное изделие и спутник предназначается для первого станка, отсе- катели 17 и 32 сводятся, а отсекатель 31 разводится.
Спутник перемещается далее и устанавливается перед отсекателем 17 в позиции перегрузки X, включая датчики 18 и 19. Затем силовой цилиндр 22 опускает заслонку 21, срабатывает цилиндр 23 и захват 26 пе- ремещает спутник 9 на позиции перегрузки X на промежуточную накопительную позицию 3.
При наличии на промежуточной накопительной позиции 3 спутника 9 с необрабо- тайным изделием отсекатели 17, 31 и 32 нормально разведены.
При поступлении спутника 9 на позицию перегрузки замыкается датчик 75, а три датчика 47, 48, 49 считывателя опреде- ля ют тип -изделия и сообщают в ЭВМ о выборе соответствующей программы обработки. Автооператор 4 своими захватами стягивает спутник 9 с направляющих позиции перегрузки, поворачивается на 180 и своими захватами подает его на направляющие рабочего стола б. При этом о занятости спутником рабочего стола 6 сигнализирует датчик 10, который дает команду через ЭВМ на зажим спутника 9 и начало обработки изделия станком 1. Во время обработки изделия очередной спутник 9, как описано выше, поступает в зону перегрузки 3.
По окончании обработки изделия на станке 1, автооператор 4 производит одновременно перегрузку спутника с обработанной деталью с рабочего стола 6 на промежуточную накопительную позицию 3 и наоборот. Цилиндром 66 опускается колпак 64 и сопло 58 путем периодического поворота его шток-рейкой 59 производится обдув и смыв стружки со спутника 9. Длительность этого процесса регулирует реле времени и составляет около 3 мин.
По окончании процесса смыва стружки срабатывает отсекатель 32, преграждающий путь потоку спутников, а захват 26 стаскивает спутник с позиции 3 перегрузки на транспортер 2 линии, разводятся отсекате- ли 17 и звенья 12 транспортера перемещают его в зону выгрузки.
Работа элементов устройства по определению нахождения на спутнике обработанного или необработанного изделия производится следующим образом. При стягивании захватами 26 автооператора спутника с позиции перегрузки на направляющие автооператора, упор 50 утапливается за счет взаимодействия с жестким упором 78, расположенным на автооператоре. Защелка 58 (фиг.4 и 5) выходит в выточку 54 пальца 59 и фиксирует последний в этом положении. Такое положение не позволяет спутнику повторно перегрузиться на рабочий стол станка из-за отсутствия сигнала на датчике 39 вследствие невозможного отклонения упором 50 пластины 40.
При нахождении спутника 9 с обработанной деталью в позиции выгрузки, а следовательно, с утопленным упором 50, отсекатели 82 и 80 сводятся, а отсекатель 81 разводится. Спутник поступает до отсекате- ля 80, замыкая датчики 83 и 84. Последние дают сигнал на срабатывание цилиндра 44, который захватами 26 перемещает спутник на направляющие 5 позиции выгрузки.
Все датчики (фиг.1) снабжены V-образ- ными пластинами 40 (на фиг.1 датчики 18, 19, 83, 84 условно показаны без пластин 40).
Аналогично описанному производится перегрузка спутников на второй станок.
Формула изобретения
выполнено в виде колпака, установленного с возможностью вертикального возвратно- поступательного перемещения и снабженного соплом с приводом периодического возвратно-вращательного движения.
0
/
Физ.2
15 Я
Фиг.З
И 60 I-
Фиг.4
I
Фиг. 5 V/
| Машина для котонизации лубовых волокон и их угаров | 1925 |
|
SU3024A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
