Изобретение относится к устройст вам для генерирования колебаний, ко торые могут быть использованы в кон струкции державок абразивных кругов применяемых в авиастроении для фини ной обработки труднообрабатываеь1ых материалов, таких как -титановые ил жаропрочные стали. При обработке таких материалов .происходит быстрое затупление абразивного инструмента вследствие адге зионного и диффузионного взаимодействия абразива с обрабатываемой поверхностью. Для уменьшения влияния этих явлений при обработке на инстр мент накладывают осциллирующие коле бания. Известен привод осциллирующего движения, содержащий вал, несущийустановленные с возможностью вращен два шкива, один из которых связан с валом через гильзу, а другой соединен с валом посредством резьбы прямо угольного профиля, и кулачковый узел Г1 . Привод обеспечивает двихсение зерен абразивного круга при обработке по эллиптической траектории, однако это является недостаточным, так как исключает возможность подбора оптимальной скорости обработки, оптималь ной величины a 1плитyды и направления движения. Это отрицательно сказывае ся на обеспечении CcJMOзaтaчивaния инструмента, поскольку зерна произво дят срез металла только передней и частично боковыми гранями, что приводит их к затуплению. При дальнейш работе затупленные грани зерен не срезают металл, а вдавливаются в него, что снижает качество обработки, а также из-за возрастания при этом усилий контакта зерна с обрабатываемой поверхностью происходит вырыв этих зерен из абразивного круга.Яри этом качество обработки оказывается неудовлетворительным. Поскольку срез металла производится передней и частично боковыми гранями., режущие возможности зерна используются неполностью, что снижает производитель ность, обработки. , Цель изобретения - улучшение условий самозатачивания инструмента и повЕ Л11ение качества обработки. Поставленная цель достигается тем, что в приводе осциллирующего дву жения , включающем вал , кулачковый узел и установленные с возможностью вращения два шкива, один из которых связан, с валом через гильзу, а друго соединен с валом посредством резьбы прямоугольного профиля, кулачковый узел установлен между шкивом и гильзой, а привод снабжен втулкой и дополнительным кулачковым узлом, при этом втулка связана посредством ашицевого соединения с гильзой и резьбой. прямоугольного профиля с валом, а дополнительный кулачковый узел установлен с возможностью взаимодействия с вторым шкивом и втулкой. На чертеже изображен предлагаемый привод, продольный разрез. Привод содерхсит вал 1 , на котгором установлены на подшипниках 2-5, зафиксированных На валу посредством распорных колец 6-9, закрепленных штифтами 10 и 11, шкивы 12 и 13.Шкив 12 взаимодействует с валом через щлицевое соединение, выполненное в гильзе 14 и охватываемой ею втулке 15, установленной на жестко связанной с валом .конической втулке 16 и связанной с ней прямоугольной резьбой с углом подъема винтовой линии, равным 20-80°. Втулка 15 и гильза 14 встречно подпружинены пружинами 17 и 18 относительно конической втулки 16. Шкивы 12 и 13 снабжены кулачковыми узлами, имеющими тела качения в виде шариков 19 и 20, размещенных в кольцевых пазах переменной глубины, выполненНЕ-ах на обращенных к шкивам торцах гильзы 14 и втулки 15. Целесообразно ннимaльнyю глубину кольцевых пазов выполнять равной 0,1-0,3, а максимальную - 0,5-0,6 диаметра шарика. На обращенных к гильзе 14 и втулке 15 торцах шкивов 12 и 13 выполнены кольцевые пазы постоянной глубины для размещения шариков. Целесообразно шарики устанавливать в сепараторы. На гильзе 14 посредством шайб 21 и 22 и гаек 23 и 24 крепят абразивный круг 25. Привод работает следующим образом. Устанавливают вал 1 в шпиндель 26 станка и приводят его-во вращение. Одновременно приводят во вращение шкивы 12 и 13. При этом возможны.-варианты, когда вращают раздельно шкив 12 или шкив 13, или оба шкива одновременно. В первом варианте шкив 12 при вращении перекатывает шарики 19 в пазу гильзы 14, которые, попадая на выступы и впадины паза, перемещают гильзу по ылицевог-1у соединению в осевом направлении относительно вала, сжимая пружину 17. Обратный ход гильзы осуществляется от усилия разжатия пружины 17.. Вместе с гильзой перемещается и круг 25. Во втором варианте шкив 13 при вращении перекатывает шарики 20 в пазу втулки 15, которые, попадая на выступы и впадины паза, поворачивают втулку по резьбе, сжимая пружину 18, при этом движение передается через шлицевое соединение на гильзу 14 и круг 25, который совершает относительно вгала 1 поворотные перемещения. Обратный поворот втулки и круга осуществляется от усилия разжатия пружины 18. При выполнении резьбы с углом подъема винтовой линии
31038206Л
равным 20 втулка 15 и круг 25 север-различные траектории движения абрашают движение, близкое к круговому,зивных зерен.
а при выполнении резьбы с углом подъ- Использование предлагаемого привоема винтовой линии равным 80° втулкада в устройствах для финишной обраи 25 совершают движение, близ-ботки труднообрабатываемых матвриакое к осевому с малым углом-поворо- 5лов вследствие возможности получения
та . В третьем варианте, когда вра-многомерных осциллирующих движений с
щают оба шкива, круг относительно ва-любой амплитудой и траекторией позвола 1 совершает сложное движение,ляет произвести качественную обработвключающее осевое и круговое. Выпол-ку с получением высокой чистоты обняя разные углы подъема винтовой ли- Юработки с формированием требуемого
НИИ резьбы и варьируя скорЬстями вра-микрорельефа обработанной поверхносщения шкивов 12 и 13, а также вала 1,ти. При этом улучшаются условия саполучают многомерные осциллирующиемозатачивания инструмента и производвижения круга 25 с различными ампли-дительность обработки, поскольку абтудами и скоростями,получая при этомразив срезает металл всеми гранями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2302329C2 |
| ГЕНЕРАТОР ПНЕВМАТИЧЕСКИЙ ДЛЯ ВОЗБУЖДЕНИЯ ВИБРАЦИЙ ПРИ ХОНИНГОВАНИИ | 2010 |
|
RU2437749C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440884C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440883C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449873C1 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
ПРИВОД ОаШЛЛИ УКИЦЕГО ДВИЖЕНИЯ, содержащий вал, кулачковый узел и установленные с возмоу сностью вращения два шкива, один из которых связан с валом через гильзу, а другой соединен с валом посредством резьбы прямоугольного профиля, отличающийся тем, что; с целью повышения качества обработки за счет улучшения условий самозатачивания абразивного круга, кулачковый узел установлен между шкивом и гильзой, при этом привод снабжен втулкой и дополнительним кулачковым узлом, причем втулка связана посредством шлицевого соединения с гильзой и резьбой прямоугольного профиля с валом, а дополнительный кулачковый узел установлен с возможностью взаимодействия с вторым шкивом и втулкой. (Л со сх to о сг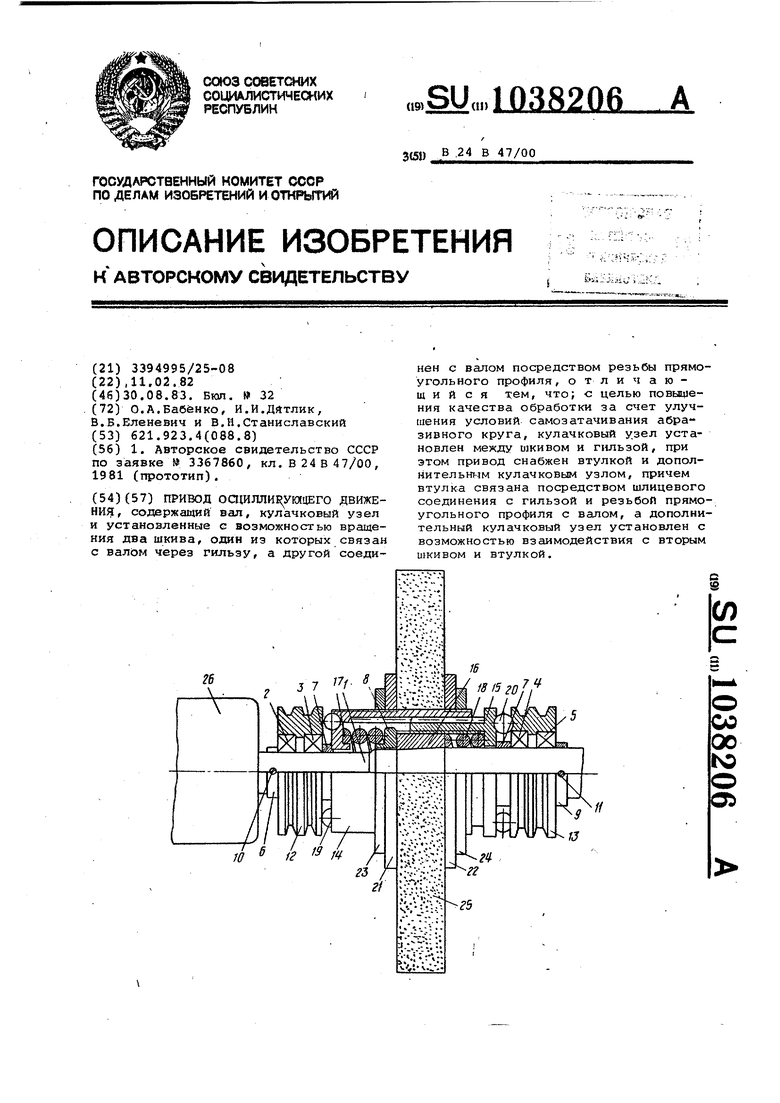
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 3367860, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
