СА
Л
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей гибкой из профильных заготовок.
По основному авт.св. № 727269 известна машина для гибки-прокатки прессованных профилей, содержащая установленные один над другим два универсальных ролика, верхний из которых выполнен жестким и имеет изменяемый рабочий профиль, а нижний ролик выполнен с эластичнымпокрытием. Перенастройка ширины паза верхнего жесткого ролика в известной машине осуществляется перемещением одного бокового кольца вдоль оси втулки ролика. Подпор стенки обрабатываемого профиля осуществляется при помощи центрального вкладыша (кольца), выполненного из эластичного материала 1. .
Недостатком известной машины является нерегулируемый подпор стенки обрабатываемого профиля, что снижает качество получаемых деталей. Для обеспечения необходимой величины подпора приходится применить набор центральных вкладышей различных геометрических размеров, выполненных из эластичных материалов различной твердости . Это усложняет перенастройку машины и снижает производительность труда. Кроме того, мгииина характеризуется повышенным износом центрального вкладыша из эластичного материала, .образующимся за счет врезания узкой стенки обрабатываемого профиля в эластичный материал.
Цель изобретения - повышение производительности машины и качества деталей.
Поставленная цель достигается тем, что машина для гибки-прокатки прессованных профилей снабжена размещенным -между боковыми частями верхнего ролика охватывающим центральный вкладыш подпорным кольцом, внутренний диаметр которого больше наружного диаметра вкладыша, и механизмом регулирования радиального перемещения подпорного кольца.
Кроме того, механизм радиального смещения подпорного кольца выполнен в виде нажимного кольца, установленного с возможностью . перемещения вдоль оси верхнего ролика и имеющего скос со стороны центрального вкладыша, взаимодействующих с этим кольцом толкателей и связанной с ними регулировочной гайки.
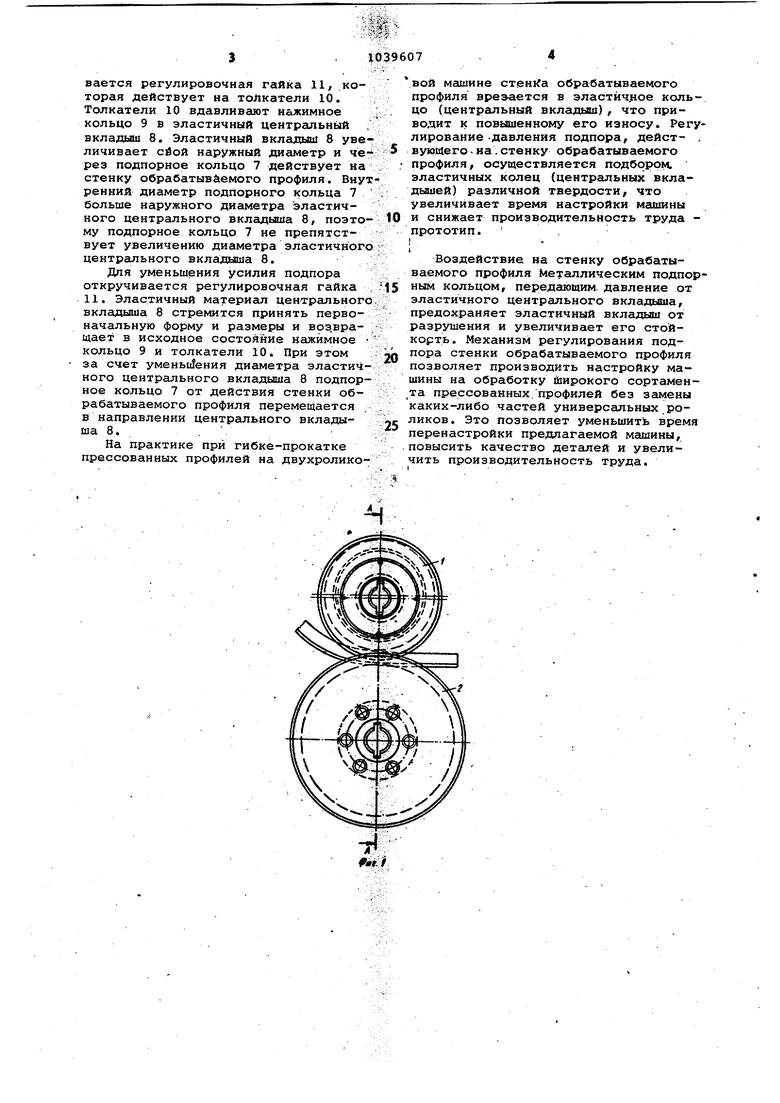
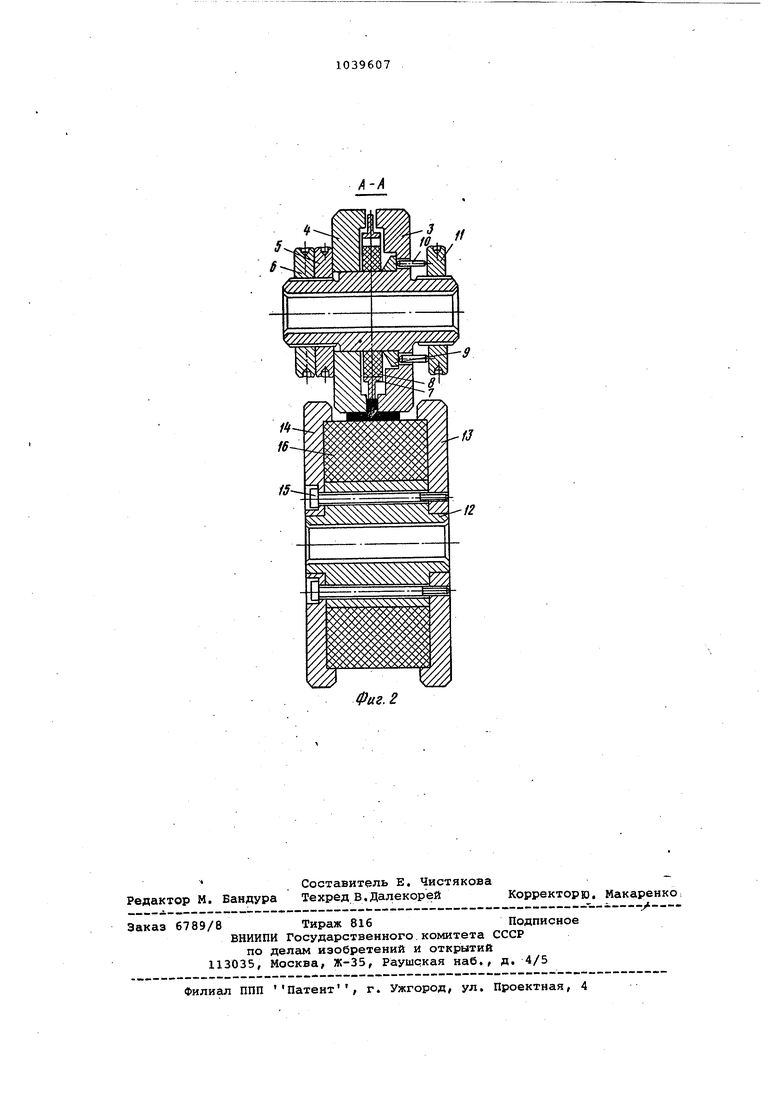
На фиг.1 изображены универсальные ролики двухроликовой машины, общий вид; на фиг.2 - разрез А-А на фиг.1.
Двухроликовая машина для гибкипрокатки прессованных профилей содержит верхний жесткий ролик 1 и нижний ролик 2 с эластичным покрытием. Верхний жесткий ролик состоит из
бокового кольца 3, выполненного заодно с втулкой, и подвижного бокового кольца 4, установленного с возмож ностью перемещения вдоль оси втулки Подвижное боковое кольцо 4 фиксируется при помощи гайки 5 и контргайки 6. в полости ролика между боковыми кольцами установлено подпорное кольцо 7, опирающееся своей широкой частью на центральный вкладыш 8, выполненный из эластичного материала. Узкая часть подпорного кольца выходит в зазор между боковыми кольцами. Механизм регулирования подпора выполнен в виде нажимного кольца 9,, установленного с возможностью перемещения вдоль оси ролика и имеющего скос со стороны, взаимодействующей с центральным вкладышем. Толкатели 10,установленные в отверстиях бокового кольца, служат для передачи перемещений регулировочной гайки 11 нажимному кольцу. Нижний ролик с эластичным покрытием состоит из втулки 12 и фланцев 13 и 14, установленных на втулку и скрепленных, например, винтами 15. Эластичное покрытие выполнено в виде кольца 16 расположенного на втулке между флан,цами.
Центральный вкладыш 8 верхнего ролика и эластичное покрытие 16 нижнего ролика могут быть изготовлены, например, из полиуретана механическо Обработкой на токарном станке, подпорное кольцо 7 и нажимное кольцо 9 могут быть изготовлены из стали, например, марки с. 45. Остальные детали роликов могут быть изготовлены из стали, например, марки с.30 и др.
Двухроликовая машина для гибкипрокатки прессованных профилей работает следующим образом.
Обрабатываемый профиль устанавливается в паз верхнего ролика 1 между боковыми кольцами 3 и 4. После сближения роликов происходит вдавливание верхнего жесткого ролика 1 вместе с профилем в эластичное покрытие 16 нижнего ролика 2. После этого ролики приводят во вращение. Обрабатываемый .профиль прокатывается между роликами 1 и 2 и за счет реактивных сил, действующих со стороны эластичного покрытия 16, изгибается. Кривизна обрабатываемого профиля зависит от глубины внедрения жесткого ролика 1 в эластичное покрытие 16 ролика 2. Подпорное к.ольцо 7 действует на стенку обрабатываемого профиля и препятствует продавливанию стенки.в паз,, образованный бо-ковыми кольцами 3 и 4, т.е. препятствует образованию углубления на« :наружной поверхности полки от действия эластичного покрытия 16. Для увеличения усилия подпора закручивается регулировочная гайка 11, которая действует на толкатели 10. Толкатели 10 вдавливают нажимное кольцо 9 в эластичный центральный вкладыш 8. Эластичный вкладыш 8 увеличивает сбой наружный диаметр и через подпорное кольцо 7 действует на стенку обрабатываемого профиля. Внутренний диаметр подпорного кольца 7 больше наружного диаметра эластичного центрального вкладыша 8, поэтому подпорное кольцо 7 не препятствует увеличению диаметра эластичного центрёшьного вкладыша 8.
Для уменьшения усилия подпора откручивается регулировочная гайка 11. Эластичный материал центрального вкладыша 8 стремится принять первоначальную форму и размеры и возвращает в исходное состоя1ние нажимное кольцо 9 и толкатели 10. При этом за счет уменьиТения диаметра эластичного центрального вклгщыша 8 подпорное кольцо 7 от действия стенки обрабатываемого профиля перемещается в направлении центрального вклада ша 8. .
На практике при гибке-прокатке прессованных профилей на двухролико вой машине CTeHi a обрабатываемого профиля врезается в эластйч юе кольцо (центральный вкладыш), что приводит к повышенному его износу. Регу лирование -давления подпора, деиствуюЩего- на.стенку обрабатываемого профиля/ осуществляется подбором, эластичных колец (центральных вкладышей) различной твердости, что увеличивает время настройки мгшшны и снижает производительность труда прототип.
)ч
t
Воздействие на стенку обрабатываемого профиля Металлическим подпорным кольцом, передающим давление от эластичного центрального вкладыша, предохраняет эластичный вкладыш от разрушения и увеличивает его стойкорть. Механизм регулирования подпора стенки обрабатываемого профиля позволяет производить настройку машины на обработку Широкого сортамен,та прессованных.профилей без замены каких-либо частей универсальных роликов. Это позволяет уменьшить время перенастройки предлагаемой машины, .повысить качество деталей и увеличить производительность труда.
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для гибки-прокатки прессованных профилей | 1978 |
|
SU727269A1 |
| Способ формообразования деталей из прессованных профилей | 1979 |
|
SU880557A1 |
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| Устройство для штамповки деталей из профильных заготовок полузакрытых сечений | 1985 |
|
SU1319973A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Двухвалковая листогибочная машина | 1988 |
|
SU1549637A1 |
| Листогибочная валковая машина | 1987 |
|
SU1523213A1 |
| Устройство для измерения нажатий щетки на коллектор электрических машин | 1983 |
|
SU1104610A2 |
| Способ раздачи трубчатых заготовок и штамп для его осуществления | 1985 |
|
SU1286323A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2149720C1 |
1. ИМИ НА ДЛЯ ГИБКИ-ПРОКАТКИ ПРЕССОВАННЫХ ПРОФИЛЕЙ, По авт. св. 727269, отличающаяс я тем, что, с целью повышения производительности машины и качества деталей, она снабжена размещенным между боковыми частями верхнего ролика охватывающим центральный вкладыш подпорным кольцом, внутренний диаметр которого больше наружного диаметра вкладыша, и механизмом регулирования радиального перемещения подпорного кольца. 2. Машина по п. 1, о т л и ч а ющ а я с. я тем, что механизмрадиального смещения подпорного кольца выполнен 1В виде нажимного кольца, установленного с возможностью перёмещения вдоль оси верхнего ролика и ;имеющего скос со стороны центральноiго вкладыша, взаимодействующих с этим кольцом толкателей и связанной (Л с ним регулировочной гайки. с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для гибки-прокатки прессованных профилей | 1978 |
|
SU727269A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
