(54) МАШИНА ДЛЯ ГИБКИ-ПРОКАТКИ ПРЕССОВАННЫХ ПРОФИЛЕЙ
могут быть изготовлены механической o6p jботкой, например на токарном станке. Выступы, расположенные радиально на внутренней поверхности щек 9 и 10, могут быть изготовлены механической обработкой, например на фрезерном или строгальном станке.
Машина для гибки-прокатки профилей работает следующим образом.
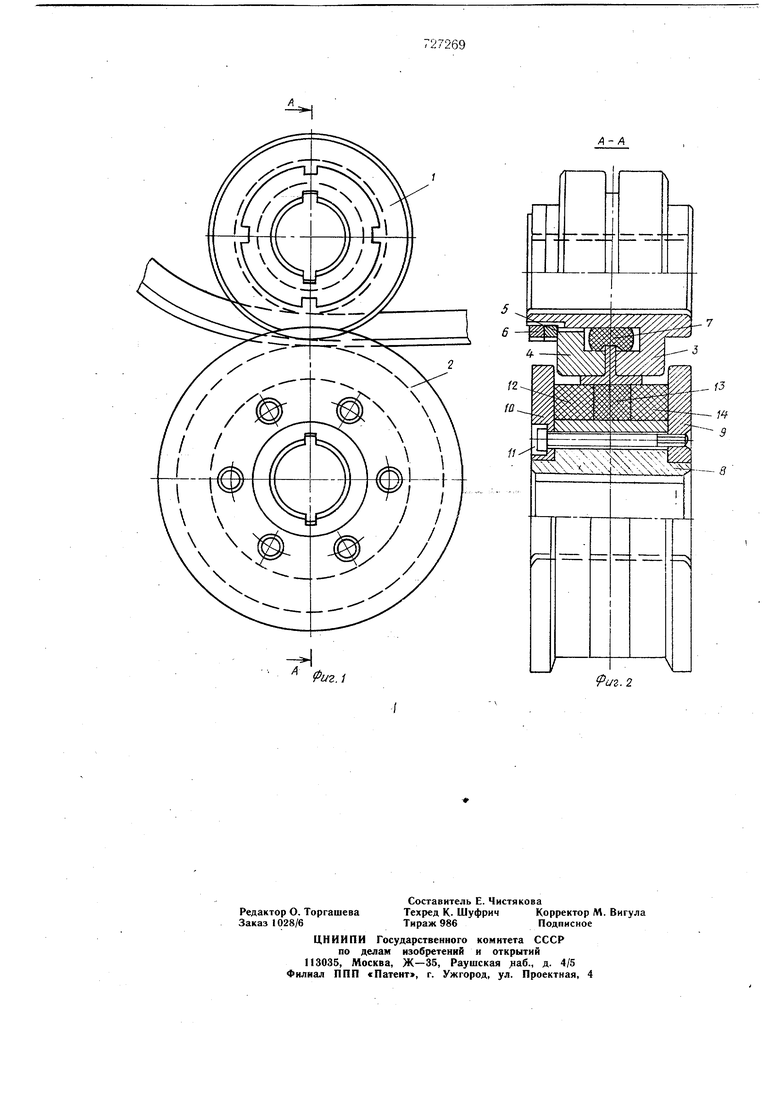
Обрабатываемый профиль устанавливается в паз верхнего ролика 1 между щеками 3 и 4. После сближения роликов происходит выдавливание верхнего жесткого ролика 1 вместе с профилем в эластичное покрытие 12-14 нижнего ролика 2. После этого ролики приходят во вращение. Обрабатываемый профиль прокатывается между роликами 2 и 1 и за счет реактивных сил, действующих со стороны эластичного покрытия изгибается. Кривизна обрабатываемого профиля зависит от глубины внедрения жесткого ролика 1 в эластичное покрытие 12-14 ролика 2.
Эластичное кольцо 7 подпирает стенку обрабатываемого профиля и препятствует продавливанию стенки в паз, образованный щеками, т. е. препятствует образованию углубления на наружной стороне полки от действия эластичного покрытия. Фланцы 9 и 10 препятствуют вытеснению эластичного покрытия в стороны и за счет этого увеличивается давление эластичной среды на обрабатываемый профиль. Канавки между выступами, выполненные на внутренних поверхностях щек 9 и 10, заполняются эластичным материалом и препятствуют проскальзыванию эластичного материала относительно втулки 8. Эластичное кольцо 13 за счет давления и сил трения, возникающих между ним и кольцами 12-14, не проскальзывает относительно втулки 8.
Предлагаемая мащина является универсальной, так как может быть использована без перенастройки для гибки профилей, имеющих различную щирину и толщину полки и высоту стенки. При обработке профилей, отличающихся толщиной стенки, мащина легко перенастраивается перемещением подвижной щеки верхнего ролика вдоль оси втулки. Предлагаемая мащина может быть использована для гибкй-пройатки прессованных профилей на переменный и постоянный радиус.
Формула изобретения
1. Мащина для гибки-прокатки прессованных профилей, содержащая установленные один над другим два ролика, верхний из которых выполнен с изменяемым рабочим профилем и составлен из дбух боковых частей и центрального вкладыща между ними, отличающаяся тем, что, с целью улучщения качества деталей и упрощения конструкции, нижний ролик выполнен в виде жесткой втулки с двумя фланцами по краям и расположенного между фланцами элйстичного кольца, диаметр которого меньще диаметра фланцев, а щирина не меньше ширины верхнего ролика, центральный вкладыш которого выполнен из эластичного материала.
2. Машина по п. 1, отличающаяся тем,
что, с целью фиксации эластичного кольца нижнего ролиКа на втулке на внутренней гюверхности фланцев выполнены радиально расположенные выступы.
Источники информации, принятые во внимание при экспертизе 1. Громова А. Н. и др. Изготовление деталей из листов и профилей при серийном производстве. М., «Оборонгиз, 1960, с. 124 (прототип).
6/2.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для гибки-прокатки прессованных профилей | 1981 |
|
SU1039607A2 |
| Способ формообразования деталей из прессованных профилей | 1979 |
|
SU880557A1 |
| Валковая листогибочная машина | 1980 |
|
SU938462A1 |
| ПЫЛЕПРИЕМНИК ГОРОДСКОГО ПЫЛЕПОДБОРЩИКА | 1993 |
|
RU2094564C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| Устройство для штамповки деталей из профильных заготовок полузакрытых сечений | 1985 |
|
SU1319973A1 |
| Способ получения деталей из прессованных профилей | 1989 |
|
SU1685572A1 |
| РЕЗЕРВУАР С ПОНТОНОМ ДЛЯ ХРАНЕНИЯ ЛЕГКОИСПАРЯЮЩИХСЯ НЕФТЕПРОДУКТОВ | 2005 |
|
RU2295486C1 |
| Усовершенствованная универсальная подвесная рамочная потолочная и стеновая система из панелей с гибким декоративным материалом и способ его крепления | 2018 |
|
RU2694635C1 |
| СТОЙКА ПОВОРОТНАЯ ОПОРНО-ПОВОРОТНОГО УСТРОЙСТВА КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2213043C2 |